焊接工艺卡正版(管道).docx
《焊接工艺卡正版(管道).docx》由会员分享,可在线阅读,更多相关《焊接工艺卡正版(管道).docx(10页珍藏版)》请在冰豆网上搜索。
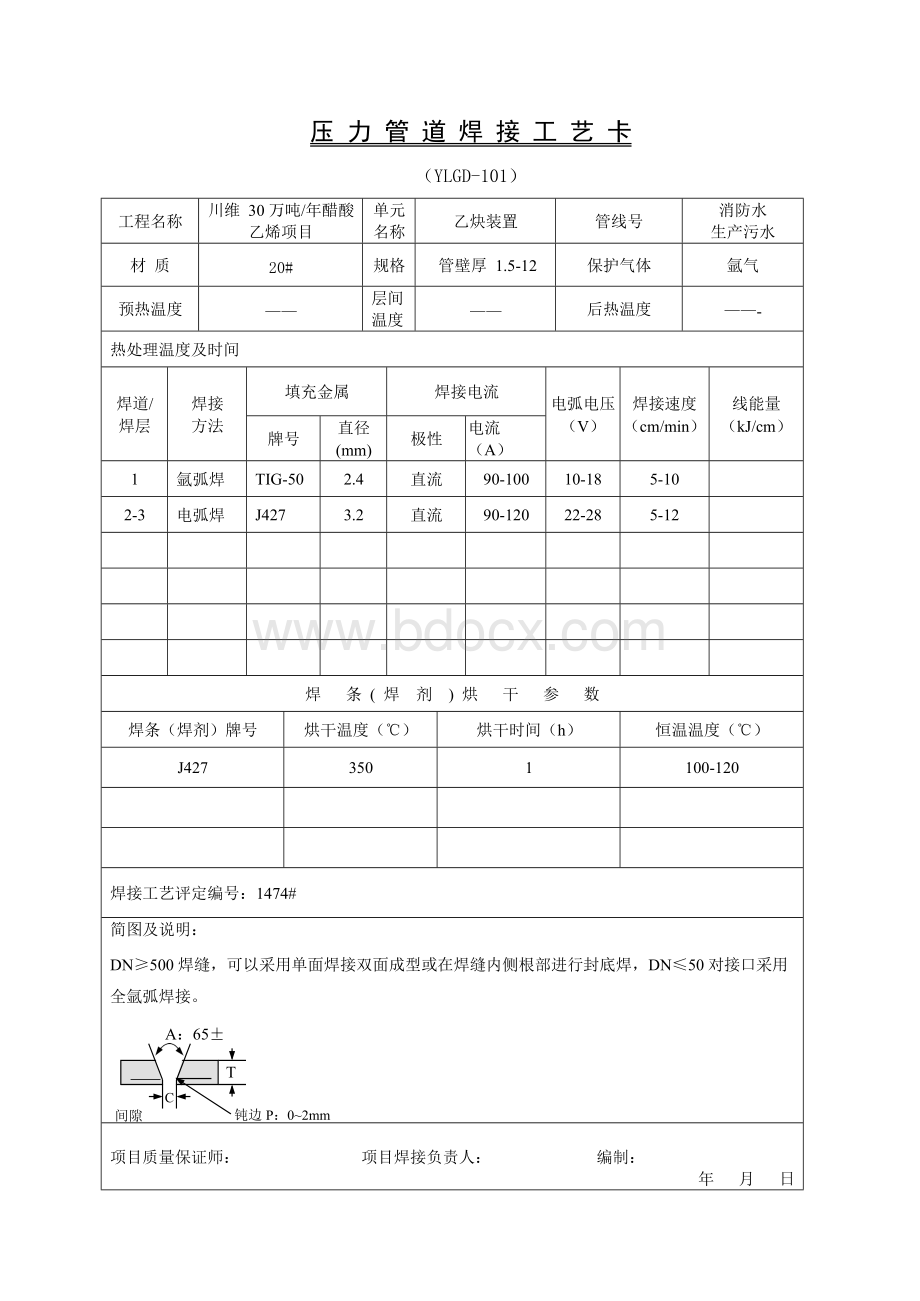
压力管道焊接工艺卡
(YLGD-101)
工程名称
川维30万吨/年醋酸
乙烯项目
单元
名称
乙炔装置
管线号
消防水
生产污水
材质
20#
规格
管壁厚1.5-12
保护气体
氩气
预热温度
——
层间
温度
——
后热温度
——-
热处理温度及时间
焊道/焊层
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
(mm)
极性
电流
(A)
1
氩弧焊
TIG-50
2.4
直流
90-100
10-18
5-10
2-3
电弧焊
J427
3.2
直流
90-120
22-28
5-12
焊 条(焊 剂 )烘 干 参 数
焊条(焊剂)牌号
烘干温度(℃)
烘干时间(h)
恒温温度(℃)
J427
350
1
100-120
焊接工艺评定编号:
1474#
简图及说明:
DN≥500焊缝,可以采用单面焊接双面成型或在焊缝内侧根部进行封底焊,DN≤50对接口采用全氩弧焊接。
A:
65±
T
C
间隙 钝边P:
0~2mm
项目质量保证师:
项目焊接负责人:
编制:
年 月 日
(YLGD-102)
工程名称
川维30万吨/年醋酸
乙烯项目
单元
名称
乙炔装置
管线号
给排水管道
材质
Q235-B
规格
管壁厚1.5-12
保护气体
氩气
预热温度
——
层间
温度
——
后热温度
——
热处理温度及时间
焊道/焊层
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
(mm)
极性
电流
(A)
1
氩弧焊
TIG-50
2.4
直流
90-100
10-18
5-10
2-3
电弧焊
J427
4.0
直流
90-120
22-28
5-12
焊 条(焊 剂 )烘 干 参 数
焊条(焊剂)牌号
烘干温度(℃)
烘干时间(h)
恒温温度(℃)
J427
350
1
100-120
焊接工艺评定编号:
1674#、1825#
简图及说明:
DN≥500焊缝,可以采用单面焊接双面成型或在焊缝内侧根部进行封底焊,DN≤50对接口采用全氩弧焊接。
A:
65±
T
C
间隙 钝边P:
0~2mm
项目质量保证师:
项目焊接负责人:
编制:
年 月 日
工程名称 1000万吨/年常减压蒸
馏装置
�(YLGD-103)
工艺管道
管线号
全装置
单元名称
材质 20# 规格 管壁厚4-20 保护气体 氩气
层间
预热温度 -
热处理温度及时间
�温度 - 后热温度 -
焊道/
�填充金属 焊接电流
�
电弧电压
�
焊接速度
�
线能量
焊接方法
焊层 直径
牌号
(mm)
�电流
极性
(A)
�(V)
�(cm/min)
�(kJ/cm)
1
氩弧焊
TGS-50
2.4
直流
90-120
10-16
6-12
2-n
电弧焊
J427
3.2
直流
110-140
22-28
6-14
焊 条(焊 剂 )烘 干 参 数
焊条(焊剂)牌号
烘干温度(℃)
烘干时间(h)
恒温温度(℃)
J427
350-400
1
100-120
焊接工艺评定编号:
1542#
简图及说明:
DN≤50对接口采用全氩弧焊接;焊接完成后进行600~650℃热处理。
A:
65±
T
C
间隙 钝边P:
0~2mm
项目质量保证师:
项目焊接负责人:
编制:
年 月 日
(YLGD-104)
工程名称
1000
万吨/年常减压蒸
单元
全装置
管线号
工艺管道
馏装置
名称
材质
Q235B、L245
规格
管壁厚4-16
保护气体
氩气
预热温度
-
层间
-
后热温度
-
温度
热处理温度及时间
焊道/焊层
焊接方法
填充金属
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kJ/cm)
牌号
直径
(mm)
极性
电流
(A)
1
氩弧焊
TGS-50
2.4
直流
90-110
12-18
8-12
2-n
电弧焊
J422
3.2
直流
100-130
20-28
7-12
焊 条(焊 剂 )烘 干 参 数
焊条(焊剂)牌号
烘干温度(℃)
烘干时间(h)
恒温温度(℃)
J422
150-200
1
100-120
焊接工艺评定编号:
1543#、1513#
简图及说明:
DN≤50对接口采用全氩弧焊接;DN≥500焊缝,可以采用单面焊接双面成型或在焊缝内侧根部进行封底焊。
项目质量保证师:
项目焊接负责人:
编制:
年 月 日
年 月 日
工程名称 1000万吨/年常减压
蒸馏装置
�(YLGD-105)
工艺管道
管线号
全装置
单元名称
材质 1Cr5Mo 规格 管壁厚5-20 保护气体 氩气
层间
预热温度 250-350℃
热处理温度及时间
�温度 300-350℃ 后热温度 200-350℃
焊道/
�填充金属 焊接电流
�
电弧电压
�
焊接速度
�
线能量
焊接方法
焊层 直径
牌号
(mm)
�电流
极性
(A)
�(V)
�(cm/min)
�(kJ/cm)
1
氩弧焊
TGS-5CM
2.4
直流
100-130
12-18
5-12
2-n
电弧焊
R507
3.2
直流
110-140
22-28
8-14
3-n
电弧焊
R507
4.0
直流
130-170
22-28
8-14
焊 条(焊 剂 )烘 干 参 数
焊条(焊剂)牌号
烘干温度(℃)
烘干时间(h)
恒温温度(℃)
R507
350-400
1
100-120
焊接工艺评定编号:
1472#、1558#
简图及说明:
DN≤50对接口采用全氩弧焊接;DN≥500焊缝,可以采用单面焊接双面成型或在焊缝内侧根部进行封底焊;焊接完成后进行(200~350℃)*15min后热,保温缓冷。
A:
65±
T
C
间隙 钝边P:
0~2mm
项目质量保证师:
项目焊接负责人:
编制:
工程名称 1000万吨/年常减压
蒸馏装置
�(YLGD-106)
工艺管道
管线号
全装置
单元名称
材质 0Cr18Ni9 规格 管壁厚3-12 保护气体 氩气
层间
预热温度 -
热处理温度及时间
�温度 100~150℃ 后热温度 -
焊道/
�填充金属 焊接电流
�
电弧电压
�
焊接速度
�
线能量
焊接方法
焊层 直径
牌号
(mm)
�电流
极性
(A)
�(V)
�(cm/min)
�(kJ/cm)
1
氩弧焊
ER308
1.6
直流
50-80
12-16
5-10
2-n
电弧焊
E308-16
2.5
直流
50-80
20-23
10-20
焊 条(焊 剂 )烘 干 参 数
焊条(焊剂)牌号
烘干温度(℃)
烘干时间(h)
恒温温度(℃)
E308-16(A102)
150-200
1
100-120
焊接工艺评定编号:
1360#
简图及说明:
DN≤50对接口采用全氩弧焊接;
A:
65±
T
C
间隙 钝边P:
0~2mm
项目质量保证师:
项目焊接负责人:
编制:
工程名称 1000万吨/年常减压
蒸馏装置
�(YLGD-107)
工艺管道
管线号
全装置
单元名称
材质 20#(ANTI-H2S) 规格 管壁厚4-15 保护气体 氩气
层间
预热温度 -
热处理温度及时间
�温度 - 后热温度 -
焊道/
�填充金属 焊接电流
�
电弧电压
�
焊接速度
�
线能量
焊接方法
焊层 直径
牌号
(mm)
�电流
极性
(A)
�(V)
�(cm/min)
�(kJ/cm)
1
氩弧焊
TIG-J50
2.4
直流
90-120
10-16
6-12
2
电弧焊
J427(HIC)
3.2
直流
110-140
22-24
6-14
焊 条(焊 剂 )烘 干 参 数
焊条(焊剂)牌号
烘干温度(℃)
烘干时间(h)
恒温温度(℃)
J427(HIC)
350-400
1
100-120
焊接工艺评定编号:
1542#
简图及说明:
适用于抗H2S管线焊缝,DN≤50对接口采用全氩弧焊接,焊后进行600~650℃热处理。
A:
65±
T
C
间隙 钝边P:
0~2mm
项目质量保证师:
项目焊接负责人:
编制:
压力管道焊接工艺卡
工程名称 1000万吨/年常减压
蒸馏装置
�(YLGD-108)
工艺管道
管线号
全装置
单元名称
材质 16MnR+316L 规格 基层3mm
复层10-14mm
�保护气体
预热温度 -
热处理温度及时间
�层间
温度 - 后热温度 -
焊道/
�填充金属 焊接电流
�
电弧电压
�
焊接速度
�
线能量
焊接方法
焊层 直径
牌号
(mm)
�电流
极性
(A)
�(V)
�(cm/min)
�(kJ/cm)
8-10 电弧焊 A022 Ф3.2 反接 90~110 21~23 5.5~15 12~35
6-7 电弧焊 A042 Ф3.2 反接 90~110 21~23 5.5~15 12~35
1-5 电弧焊 J507 Ф4.0 反接
 升级会员
升级会员 