预制件钢模生产工艺规程Word文档格式.docx
《预制件钢模生产工艺规程Word文档格式.docx》由会员分享,可在线阅读,更多相关《预制件钢模生产工艺规程Word文档格式.docx(28页珍藏版)》请在冰豆网上搜索。
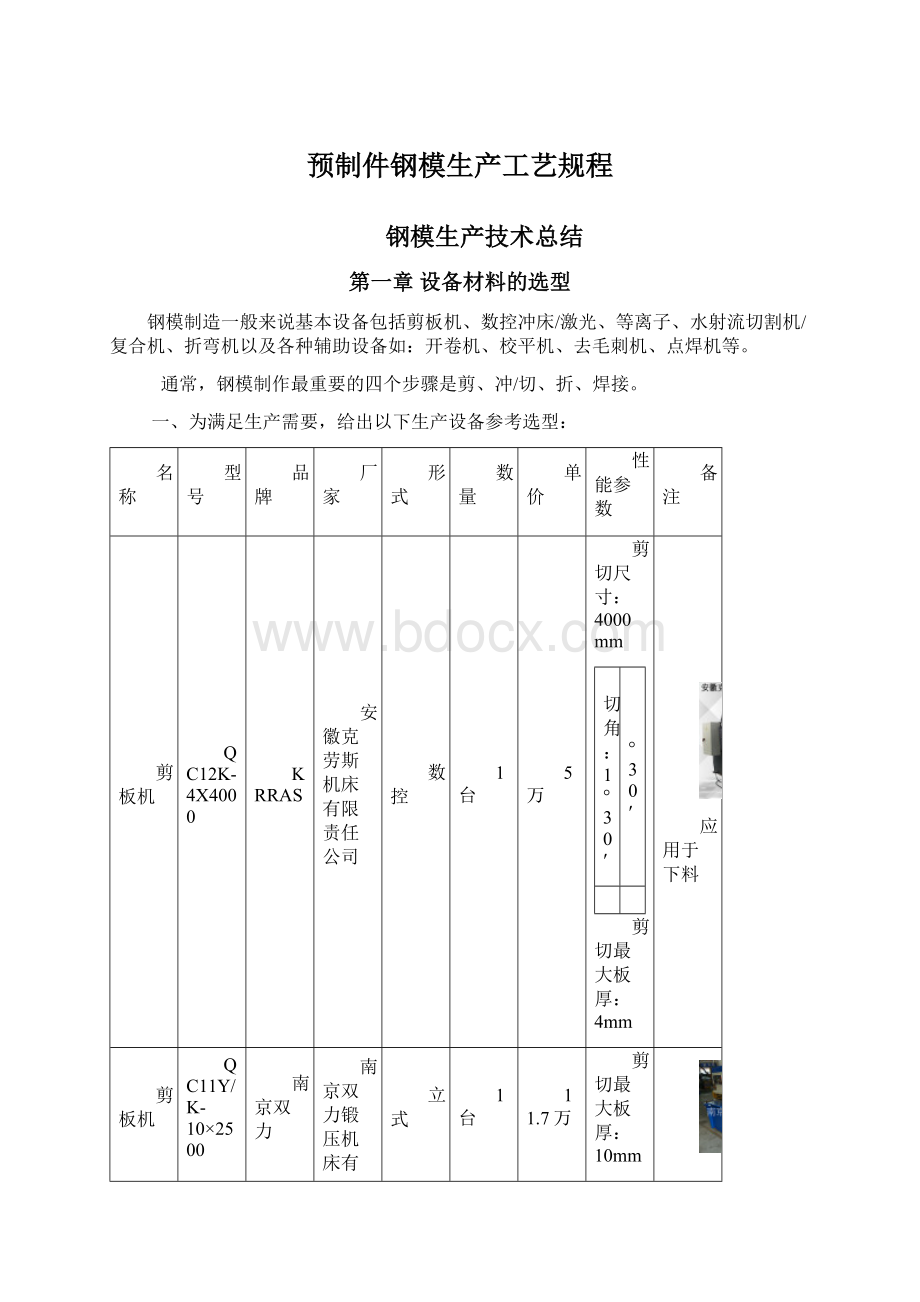
剪切角:
1°
30′
剪切最大板厚:
4mm
应用于下料
QC11Y/K-10×
2500
南京双力
南京双力锻压机床有限公司
立式
11.7万
10mm
剪切角0.5°
-2°
2500mm
普通冲床
J23-40
军威锻压
淄博军威锻压机械厂
脚踏式
1.4万
行程:
100mm
公称压力:
400KN
模具孔:
50mm
应用于普通零件冲孔成型等
数控冲床
D-HP3032X2
大东科技
青岛大东自动化科技有限公司
卧式
48万
加工尺寸范围:
1250×
5000
刀具数量:
32
控制系统:
DADONG
冲压成型,以便于后续钣金和焊接
STSK-T30
青岛盛通
青岛盛通机械科技有限公司
38万
ST-V8.5
1000mm×
2000mm
加工精度:
±
0.1mm
加工板材厚度:
t≤6mm
TTS-1250
泰特斯TTS
佛山市顺德区陈村镇家禧键业锻压机械厂
19.8万
最大加工板厚:
5mm
加工尺寸:
1250mm×
0.10mm
激光切割机
LM-BW3015S
凌美激光
东莞市凌美激光科技有限公司
45万
最大线割:
100(mm/s)
碳钢0.2-12mm,不锈0.2-6mm
激光切割率:
1000w
可用于切割板材,同时可用于螺旋钢桩叶片的加工
等离子切割机
SNR-SK
美国海宝
北京斯霓瑞数控设备有限公司
1.5万
最大切割厚度:
1325
建创
大城县建创机械设备厂
1.65万
0-20mm
折弯机
WC67Y-160T/3200
9万
滑块调节总量:
200mm
用于各类型材的钣金折弯,造型
WC67Y-63/2500
MTR/密特尔
南通密特尔机床制造有限公司
4.4万
120mm
二氧化碳气保焊机
NB-270(双电压)
安德利
安德利集团有限公司
2700元
手工焊
气弧焊
拉丝焊
快速焊接
NB-280
SOONREE/松勒
上海松勒焊接设备有限公司
2150元
气保焊
二、材料的选用
⑴板材:
钢模加工一般用到的板料有冷轧板(SPCC)、热轧板(SHCC)、镀锌板(SECC、SGCC),铜(CU)、黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝面、雾面),根据产品作用不同,选用材料不同,一般需从产品其用途及成本上来考虑。
1.冷轧板SPCC,主要用电镀和烤漆件,成本低,易成型,材料厚度≤3.2mm。
2.热轧板SHCC,材料T≥3.0mm,也是用电镀,烤漆件,成本低,但难成型,主要用平板件。
3.镀锌板SECC、SGCC。
SECC电解板分N料、P料,N料主要不作表面处理,成本高,P料用于喷涂件。
4.铜:
要用导电作用料件,其表面处理是镀镍、镀铬,或不作处理,成本高。
5.铝板:
一般用表面铬酸盐(J11-A),氧化(导电氧化,化学氧化),成本高,有镀银,镀镍。
6.铝型材:
截面结构复杂的料件,大量用于各种插箱中。
表面处理同铝板。
7.不锈钢:
主要用不作任何表面处理,成本高。
⑵型材:
钢模加工一般用到的型材有:
H型钢、普通工字钢
、槽钢、角钢、方钢、圆钢、不边角钢、扁钢、弹簧钢
等;
⑶管材:
焊管,不锈钢管,热镀锌管,冷镀锌管,无缝管,
螺旋管,热轧无缝
第二章总生产流程
一、接单
1.做方案图2.做报价单3.客户确认4.签合同
二、生产图
5.做生产图6.客户确认7.图纸发下车间
三、购买材料
8.咨询价格,进行价格比较9.购买材料
四、车间生产
1.开料
开板料,包括面板、法兰、径板、介子等。
开型材,包括角铁、槽钢、“工”字钢、方通等。
2.组装3.加焊4.打磨5.调直6.试拼7.喷漆
五、出货
六、现场技术交底和第一次安装技术指导
七、在合同范围内模具的维修
八、第一、二、三项为生产前所做的工作,第四、五项为正式生产,第六、七为售后服
务。
第三章生产流程
一、接单
1.方案图
1).方案图要分结构图、组装图、布置图三大部分。
2).结构图,要依据客户提供的资料,再根据我们做图习惯做好结构图,做好后对照原图,看是否有错误,在做图过程中如有不清楚或不明白的地方要及时与客户确认。
3).组装图,要根据客户在工地的实际情况和模板制作的有关规定做好组装图,在此图上要标出结构尺寸及所用材料的规格,表达出模板或钢结构的组装方法,使用原理等信息。
4).布置图,要表达出这套模板的组合方式,让客户知道这样组合就能达到他们需要的尺寸和效果,在图上要标清楚模板的分块,不同模板或构件的具体位置和此块在那所起的作用。
根据合同内容在布置图上必须标明所做模板的总套数或总件数。
5).在实际的情况中灵活处理这几种图,如在钢结构中可能不需要结构图和布置图(如建厂房、挂篮等),在做箱梁、空心梁等则这三种图都要做清楚。
6).模板的设计要注意以下:
A.模板设计其容许应力应按国家现行标准规定的容许应力乘以1.25的提高系数,设计的模板应具有足够的刚度和强度以满足在使用中各种要求。
B.模板要考虑到制作方便,装拆灵活,搬运方便,在保证各项指标合格的情况下,尽可能降低成本,最终要使模具做的美观、轻巧、实用。
C.模板的孔大小和孔距在能保证力度的情况下尽量保持一致,孔距一般为150mm、200mm、300mm。
连接孔一般采用椭圆形孔(但在做一些抱箍或力度要求或精度要求比较高时则多用圆形孔,定位较准。
如精度要求更高则考虑用机加工的定位销钉),冲椭圆形孔对照下表:
螺丝大小
M12
M14
M16
M18
M20
开孔大小(mm)
14*20
16*22
18*25
20*30
22*32
D.法兰和内肋宽应该保持一致,为了增加模板的强度少数情况法兰会比内肋宽(如在做抱箍时)。
法兰一般采用10*50mm、6*50mm、10*80mm、6*80mm、10*100mm、12*100mm、10*120mm、12*120mm、16*120mm等规格的扁铁。
若因购买的扁铁内的杂质多,不方便后面的再加工,可以一般用Q235材质的铁板剪成代替。
E.内肋采用扁铁、槽钢、角铁、铁板折成槽钢或角铁等。
2.做报价单
1).根据我们的布置图上用的材料询问好价格,在图上算出每种材料的吨位。
2).做出报价单,要考虑近段时间材料价格可能变动以及模板市场的波动情况。
3).报价单上要有模板理论吨位,各种部件和各项工序的价位,再给出一个综合价位,要注明此价格所包括的实际内容,如是否含税金,是否包运,是否包装谢车等等。
3.客户确认以上方案图和价格,根据双方的要求以及应履行的责任做好合同。
4.签合同
1.制作生产图
1).根据项目顺序编好项目编号,编号形式为GYaabbbcc,所有编号都以GY作为开头,
“aa”表示年份,“bbb”表示在这一年的第几个项目,“cc”表示在这一个项目里第
几个工程。
如GY1600102表示在2016年第1件项目中的第2项工程。
2).同一个项目的有关文件放在同一个文件夹内,文件夹名为项目编号加工程名称,再在这个文件夹内分几个子文件夹,分别以类命名(如:
生产图、模板统计、客户提供资料等等)。
做到分类明细,以便后边的查找。
3).根据客户确认的方案图、客户再要求的以及合同内容对方案图分解。
A.所有的图纸都必须⒈1的比例作图。
B.对结构比较复杂的图(一般针对钢模板方面的图),要先做结构图的立体图再分解。
C.构件的数量较多又不是标准件的则在方案图上对每件模板或构件进行编号。
D.按编号逐个分解,对每个截面尽量用方案图上的截面进行修改,这样能减少出错机率也能提高作图速度。
E.要按照设计有关规定和习惯作视图,复杂部位做放大图。
F.图纸标注的尺寸要层次分明、美观大方,主视图上尺寸尽量在另一视图上也能体现,在生间生产时能跟据两个或多个视图上的尺寸标注审查图纸是否有错误。
G.在画不同的材料时要用不同的图层分开,标注单独设一个图层。
图上相同构件定义成块,这样在改这一构件时直接改定义的图块则可以。
H.图纸尺寸中尺寸的高度为图框长边尺寸千分之五,打印后尺寸实际大小不得小于纸张长边的百分之一。
注解、说明文字的高度为标注的1.5倍,图纸构件套数等文字为标注的2.5倍。
I.图纸的标注线宽要比构件的线宽细,一般构件的线宽为0.12-0.15之间,标注线宽为0.05-0.08之间。
J.做图的要求
●每一张图纸必须有公司指定的图框,图框上所填写的内容真实有效。
●每一张图必须编号,编号跟据项目编号加图纸编号。
●图上必须有生产上要用到的所有尺寸,必须标明每一组成件所用材料规格。
●每份图必须注明尺寸的单位,生产时注意事项,图纸的说明。
●图上每一个构件必须注明编号、件数。
●所做的图要做到美观、大方,在图纸上感觉清爽干净,一目了然。
2.客户确认
做好的生产图后由上级领导审核,审核后再发到客户由客户确认,这样可减少出错机率。
3.图纸发下车间
4.经领导审核客户确认后发下车间生产。
图纸封面要有项目名称、客户名称、项目编号、下单日期、出货日期、加工班组、加工重量等信息。
5.制作样品件,首件无差错,客服满意方可正式生产。
三、购买材料
1.咨询价格,进行价格比较
1).多收集些供应商的资料,让自己的选择多些。
2).如果有新的供应商必须到供应商处了解实际情况,比较材料价格和质量。
3).根据了解的信息和设计的质量要求选择供应商。
4).选择好供应商后,首次合作的供应商要签长期合作的合同。
5).发传真给供应商,传真上要注明材料的规格、数量、价格所包含的项目(包括装车、运输、是否含税、计量方式等,要他们确认后回传。
2.购买材料
1).运来材料后按所谈计量方式进行计量。
2).检查所运材料的质量是否符合要求,规格、数量是否正确。
3).谢车后按规定堆放整齐。
4).仓库检查清点清楚后才签单。
1).开板料
A.开面板
a.用《开料单》下板料图,开料单上必须注明工程名称、所
 升级会员
升级会员 