数控维护习题及答案文档格式.docx
《数控维护习题及答案文档格式.docx》由会员分享,可在线阅读,更多相关《数控维护习题及答案文档格式.docx(20页珍藏版)》请在冰豆网上搜索。
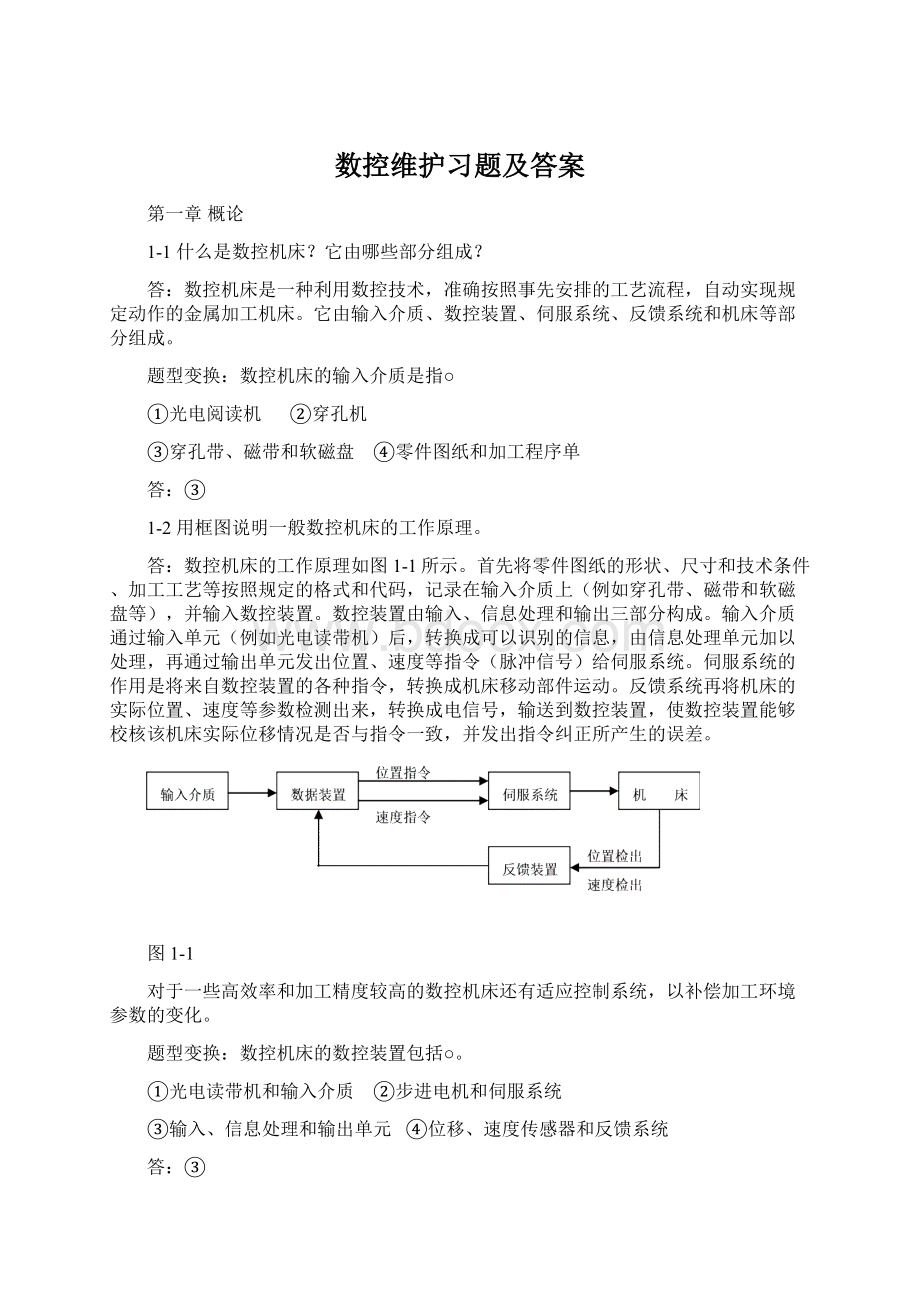
图1-1
对于一些高效率和加工精度较高的数控机床还有适应控制系统,以补偿加工环境参数的变化。
数控机床的数控装置包括○。
①光电读带机和输入介质②步进电机和伺服系统
③输入、信息处理和输出单元④位移、速度传感器和反馈系统
1-3数控机床的机械结构与普通机床相比,有何特点?
数控机床是高精度和高生产率的自动化机床,与普通机床相比,应该具有更好的刚性和抗振性,相对运动面的摩擦系数要小,传动部件之间的间隙要小。
1-4简述机床数控系统的工作原理和组成部分。
机床数控系统在输入某种介质载有的、以规定格式记录的指令后,能自动译解指令,并使所控制的机床执行指令,有时还能监控其执行结果,以保证得到要求的精度和功能。
机床数控系统一般由输入介质、数控装置和伺服系统构成。
对于较高级的机床数控系统还包括反馈系统和适应控系统。
1-5机床数控系统的类型很多,根据伺服系统来分类,可分为、和。
根据运动方式来分类,可分为、和。
根据坐标值的表示方式可分为坐标控制系统和坐标控制系统。
开环控制系统闭环控制系统半闭环控制系统点位控制系统
点位/直线控制系统连续控制系统增量绝对
1-6什么叫脉冲当量?
它影响数控机床什么性能?
它的值一般为多少?
相对于每一脉冲信号的机床运动部件的位移量称为脉冲当量,又称作最小设定单位。
它的大小视机床精度而定,一般为0.01~0.0005cm。
脉冲当量影响数控机床的加工精度,它的值取得越小,加工精度越高。
题型变换一:
数机床的最小设定单位又称作。
脉冲当量
题型变换二:
脉冲当量是○。
①相对于每一脉冲信号,传动丝杠所转过的角度
②相对于每一脉冲信号,步进电机所回转的角度
③脉冲当量乘以进给传动机构的传动比就是机床部件位移量
④对于每一脉冲信号,机床运动部件的位移量
④
题型变换三:
脉冲当量的值取得越,加工精度越。
小高
1-7开环控制系统中,多采用作为伺服电机。
功率步进电机
1-8闭环控制系统的反馈装置○。
①装在电机轴上②装在位移传感器上
③装在传动丝杠上④装在机床移动部件上
1-9闭环系统比开环系统及半闭环系统○。
①稳定性好②故障率低③精度高④精度低
1-10点位控制系统○。
①必须采用增量坐标控制方式②必须采用绝对坐标控制方式
③刀具沿各坐标轴的运动之间有确定的函数关系
④仅控制刀具相对于工件的定位,不规定刀具运动的途径
1-11加工如图1-2所示的直线轮廓,应该采用点位/直线控制系统,还是采用连续控制系统?
应该采用连续控制系统。
点位/直线控制系统只能加工沿坐标轴方向上的直线廓形。
1-12DNC系统是指○。
①适应控制系统②群控系统③柔性制系统④计算机数控系统
AC控制是指○。
①闭环控制②自动化工厂③群控系统④计算机集成制造系统
1-14加工中心是指○
①柔性制造单元FMC②分布式DNC系统
③适应控制系统④自动换刀数控机床
1-15近年来数控系统发展很快,数控机床进给速度已从增加到,而最小设定单位已从减少到。
3~5m/min15~30m/min0.001mm0.0001mm
第二章数控机床的程序编制
2-1什么是数控机床的程序编制?
简述程序编制的内容及步骤。
在数控机床上加工零件,首先要编制零件的加工程序,然后才能加工。
即将零件的图形尺寸、工艺路线与工艺参数等内容,用数控机床能够接受的数字及文字代码表示,再根据代码的规定形式制成控制介质(如数控带、磁带等),然后把控制介质作为数控装置的输入信息,自动控制机床加工。
这种从零件图到制成控制介质的过程称之为数控机床的编程。
程序编制的内容及一般步骤如下:
(1)制订工艺过程。
(2)数值计算。
(3)编写程序单。
(4)制备控制介质。
(5)程序交核。
以上是手工编程的内容及一般步骤。
用框图表示在数控机床上加工零件的全过程。
框图如图2-1所示,其中虚线框中为程序编制的内容。
图2-1
2-2程序编制过程中程序校核的作用是什么?
如何进行?
在穿孔机上制成的数控带必须经过仔细校对以防出错。
为了确保加工的准确性,还需用此数控带在机床上进行首件试切,并检验首件是否符合图纸要求。
只有首件通过了检验,才能将此数控带投入使用。
试切可以综合地检查穿孔带、程序单的错误,及零件精度是否符合图纸要求。
程序编制中首件试切的作用是○。
①检验零件图纸设计的正确性
②检验零件工艺方案的正确性
③检验程序单、穿孔带的正确性,综合检验所加工的零件是否符合图纸要求
④仅检验数控带穿孔的正确性
2-3数控机床上常用的编程方法有哪些?
由零件图纸给出零件形状和尺寸时,采用的编程方法有手工编程和自动编程两大类。
由无尺寸的图形或实物模型给出零件形状和尺寸时,采用数字化技术编程或实物编程。
数控机床的程序编制方法可分为和两大类。
手工编程自动编程
由无尺寸图形或实物模型给出零件形状和尺寸时,需采用编程。
数字化技术
2-4手工编程方法有什么优缺点,适用于什么情况?
手工编程是用人工编写零件程序。
对于几何形状较为简单的零件,计算工作量较少,程序又不长,用手工编程比较经济而及时。
零件轮廓复杂和加工工序较长时,使用手工编程既繁琐又费时,且易出错,常会出现编程工作跟不上数控机床加工的情况,此时应采用自动编程。
2-5什么是自动编程,适用于什么情况?
自动编程是用计算机代替手工编程的大部分工作。
自动编程时,使用“数控语言”描述切削加工时的刀具与工件的相对运动轨迹和一些加工工艺过程。
程序员只需使用规定的数控语言编写零件的“语言程序”即可。
当零件源程序输入计算机后,计算机自动完成机床运动轨迹的计算,加工程序的编制和数控带制作等工作。
所编程序还可通过屏幕或绘图仪进行检查。
自动编程与手工编程相比,具有减轻程序员的劳动强度,缩短编程时间,提高编程准确性的优点。
但是自动编程系统需要较大容量的计算机和专用软件,而且系统的软件又较昂贵。
所以自动编程系统适用于数控机床较多的大、中型工厂。
自动编程是指○。
①从零件图纸到制作加工穿孔带的全过程都由通过计算机完成
②从零件图到制作加工穿孔带的过程中,除后置处理程序外,全部由计算机完成
③需要人工用数控语言编写源程序
④需要人工编写目标程序
2-6国际上常采用的八列穿孔带有哪两种代码?
它们代表什么含义?
EIA代码,是美国电子工业协会的标准代码。
ISO代码,是国际标准化组织的简称。
2-7EIA代码和ISO代码主要有哪些区别?
主要有以下几点区别:
(1)EIA代码采用小写字母,ISO代码采用大写字母;
(2)程序段结束时,EIA代码中用CR或EOB,ISO代码中用LF或NL;
(3)EIA代码中有EOR代码,用于倒带停止,ISO代码中用%;
(4)ISO代码中有“(”、“)”代码,括号中间的文字对数控装置没有影响,可以插入注解;
(5)ISO代码中有“:
”代码,表示数控带上特定位置。
读入时,将数控带送到此位置为止,或者返回到此位置;
(6)程序段取消:
EIA用“blockdelete”,ISO用“/”代码;
(7)每排孔孔位从b5~b8代表的意义不同。
EIA代码用b5位作为补奇位,每排孔数必须为奇数;
ISO代码用b8位作为补偶位,每排孔数必须为偶数。
其它孔位区别参见表2-1。
EIA代码的补奇位是○。
①b5②b6③b7④任意位
①
ISO代码的补偶位是○。
①b8②b7③b6④任意位
①
用ISO代码编程时,每程序段的末尾用○。
①CR②EOR③分隔符④LF
2-8在ISO编码中,数字编码特征孔是○。
①第七列八更有孔②第五列六列有孔③第五至七列无孔④第五列无孔
②
2-9在EIA代码中,数字1~9的编码是○。
①第六列第七列有序②第六列第七列无孔③第七列有孔④第八列有孔
2-10用EIA代码编程时,下列叙述正确的是○。
①采用大写字母②采用小写字母
③程序段结束时用LF④有“(”、“)”代码,可插入注解
2-11任意取一数控带,南非辨别其为EIA代码或ISO代码,可采用下述哪种方法?
○。
①第五列是否有孔②第八列是否有孔
③每排孔数是奇数或偶数④是否为字地址程序段格式
2-12什么叫程序段中的字?
以某个顺序安排字符的集合称为字(word),数控带上的信息以字为单位处理,例如N001,G00等。
2-13什么叫程序段?
在数控机床的程序中,必要的信息以字或字的集合表示,此集合称为程序段。
数控带上的各个程序段必须用EOB区分。
例如:
N003G08X12345Y67890F004S717M07LF
即为一程序段。
2-14什么是数控带的格式?
在一个程序段中,字的特定排列式样称为数控带的格式。
2-15目前在八单位数控带中用得最广泛的是哪种数控带格式?
用得最广泛的是文字地址程序段格式。
在这种程序段格式中,每一坐标轴和各种功能,都以字母和数字合成的特定字表示,而在一个程序段内,坐标字和各种功能字又按一定顺序排列。
每个字都由字母开头。
2-16在如下程序段中,各字符表示:
N006G08X2354Y—1369Z2213F004S717T65432M07LF
N:
;
G:
功能字;
X、Y、Z:
F:
S:
T:
M:
LF:
。
程序段序号准备尺寸字进给主轴转速
刀具辅助程序段结束
2-17进给速度代码有几种?
共有五种:
(1)FRN法;
(2)3位、4位和5位代码法
(3)等比级数法或2位代码法;
(4)符号法或1位代码法;
(5)直接法。
2-18进给速度代码的FRN法是如何规定的?
把刀具沿途径移动的进给速度V(mm/min)除以直线的位移量L(mm),所得的值称为FRN值或进
 升级会员
升级会员 