板带材高精度轧制和板形控制Word格式.doc
《板带材高精度轧制和板形控制Word格式.doc》由会员分享,可在线阅读,更多相关《板带材高精度轧制和板形控制Word格式.doc(4页珍藏版)》请在冰豆网上搜索。
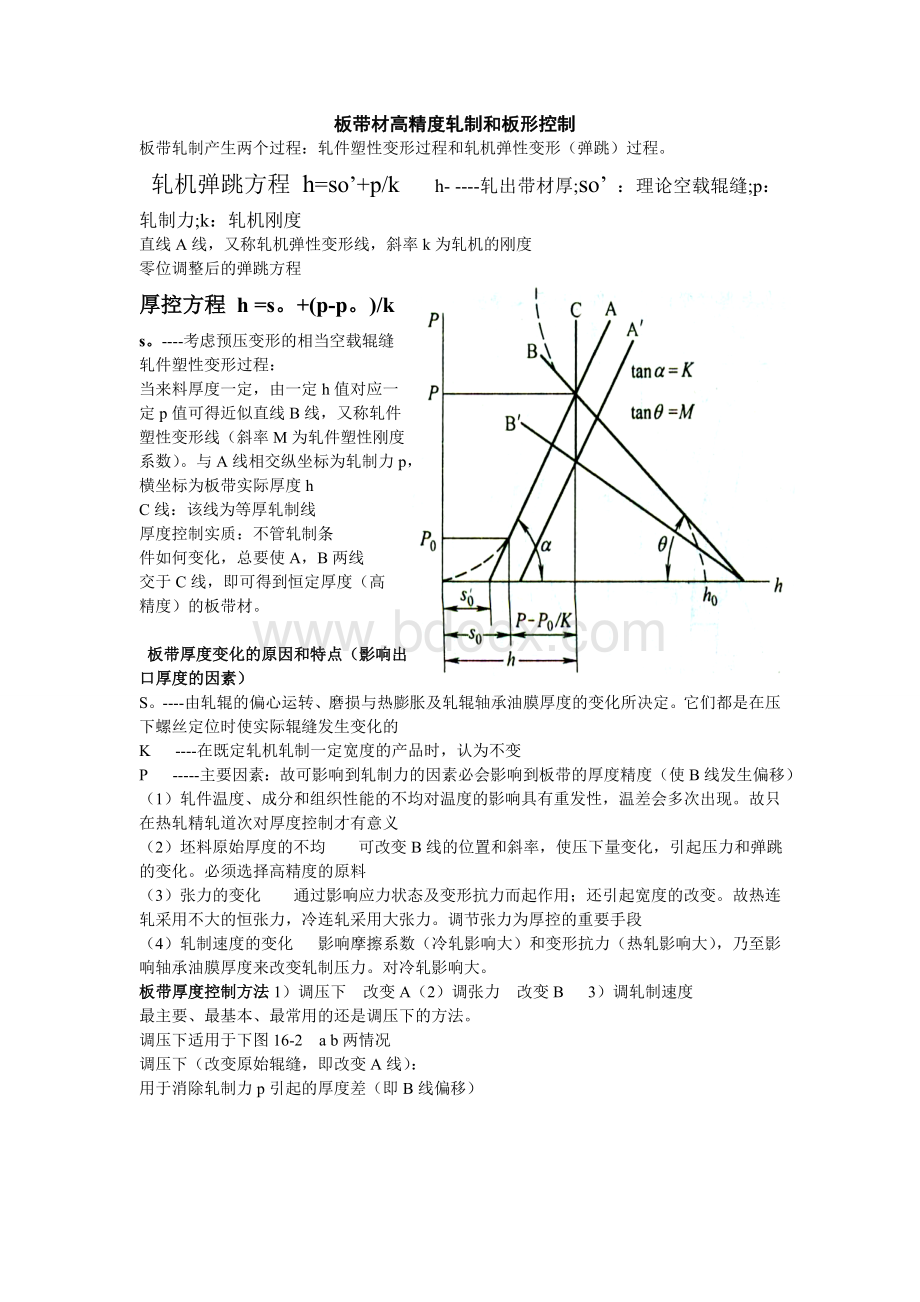
s。
----考虑预压变形的相当空载辊缝
轧件塑性变形过程:
当来料厚度一定,由一定h值对应一
定p值可得近似直线B线,又称轧件
塑性变形线(斜率M为轧件塑性刚度
系数)。
与A线相交纵坐标为轧制力p,
横坐标为板带实际厚度h
C线:
该线为等厚轧制线
厚度控制实质:
不管轧制条
件如何变化,总要使A,B两线
交于C线,即可得到恒定厚度(高
精度)的板带材。
板带厚度变化的原因和特点(影响出
口厚度的因素)
S。
----由轧辊的偏心运转、磨损与热膨胀及轧辊轴承油膜厚度的变化所决定。
它们都是在压下螺丝定位时使实际辊缝发生变化的
K----在既定轧机轧制一定宽度的产品时,认为不变
P-----主要因素:
故可影响到轧制力的因素必会影响到板带的厚度精度(使B线发生偏移)
(1)轧件温度、成分和组织性能的不均对温度的影响具有重发性,温差会多次出现。
故只在热轧精轧道次对厚度控制才有意义
(2)坯料原始厚度的不均可改变B线的位置和斜率,使压下量变化,引起压力和弹跳的变化。
必须选择高精度的原料
(3)张力的变化通过影响应力状态及变形抗力而起作用;
还引起宽度的改变。
故热连轧采用不大的恒张力,冷连轧采用大张力。
调节张力为厚控的重要手段
(4)轧制速度的变化影响摩擦系数(冷轧影响大)和变形抗力(热轧影响大),乃至影响轴承油膜厚度来改变轧制压力。
对冷轧影响大。
板带厚度控制方法1)调压下改变A
(2)调张力改变B3)调轧制速度
最主要、最基本、最常用的还是调压下的方法。
调压下适用于下图16-2ab两情况
调压下(改变原始辊缝,即改变A线):
用于消除轧制力p引起的厚度差(即B线偏移)
调张力
利用前后张力来改变轧件塑性变形线B的斜率以控制厚度。
可不必移动A线,即S。
不必改变,就使h保持不变。
调轧制速度
通过调速来调张力和温度,从而改变厚度。
•板型及板型不良原因;
板形:
板带材的平直度,指浪形,瓢曲或旁弯的有无及程度而言。
决定于延伸率沿宽度方向是否相等,即压缩率是否相同。
在来料板形良好的条件下,它取决与伸长率沿宽度方向是否相等。
若边部延伸率大,则产生边浪,中部延伸大,则产生中部浪形和瓢曲。
一边比另一边延伸大,则产生“镰刀弯”。
对所有板带钢产品,都不允许有明显的浪形和瓤曲。
良好板形的几何条件是什么?
一般而言,产生好的板型的基本条件是:
必须使得沿板宽中部及边部的压下率/延伸率相等。
为保证板形良好,必须遵守均匀延伸或所谓“板凸度一定”的原则去确定各道次的压下量。
即轧制前后(入口及出口)的相对凸度值相等:
影响辊缝形状的因素有三点:
1)轧辊的不均匀热膨胀:
轧制过程中轧辊的受热和冷却条件沿辊身分布是不均匀的。
2)轧辊的磨损:
轧件与工作辊之间、工作辊与支撑辊之间相互摩擦使轧辊磨损不均,影响辊缝的形状。
3)轧辊的弹性变形:
包括轧辊的弹性弯曲和弹性压扁。
轧辊弹性压扁由单位压力分布不均所致。
工作辊和支撑辊间也产生不均匀弹性压扁,直接影响工作辊的弯曲挠度。
轧辊的弹性弯曲为主要影响因素。
辊型及板形控制技术
控制辊型的目的就是控制板形,故辊型控制技术就是板形控制技术,但后者含义广,还包括板形检测技术和板形控制的新技术和新轧机。
1)板型检测技术:
采用光学板型仪进行测量,与板型自动闭环控制系统配合使用。
2)常用辊型(板形)控制技术:
调温控制法和弯辊控制法
调温控制法:
人为向轧辊某些部分进行冷却和供热,改变辊温的分布,以达到控制辊型的目的。
此法不易控,且缓慢。
通常作为辅助手段。
弯辊控制法:
通过控制轧辊在轧制过程中的弹性变形来快速调整辊缝的方法。
其中包括液压弯辊技术:
利用液压缸施加压力使工作辊或支撑辊产生附加弯曲,以补偿由于轧制力和轧辊温度等工艺因素的变化而产生的辊缝形状的变化,保证生产出高精度的产品。
该技术又分为弯工作辊和弯支撑辊两种方法
3)板形控制新技术和新轧机:
HC轧机:
高性能板形控制轧机两种:
六辊轧机。
新四辊轧机。
带移动辊套的轧机(SSM);
大凸度支持辊轧制法(NBCM轧制法)
支持辊的凸度可变(VC辊)技术;
特殊辊型的工作辊横移式轧机。
工作辊横移式CVC轧机(辊型呈S型图a)和UPC轧机(辊型呈雪茄型图b)。
辊缝控制(NIPCO)技术;
双轴承座弯辊(DCB)技术
对辊交叉(PC)轧制技术
泰勒轧机
此外还有FFC轧机(异径五辊轧机)、UC轧机、
Z型轧机及自动补偿(SC)支承辊系统。
影响出口厚度的主要因素有哪些?
当这些影响因素变化时对轧件出口厚度将产生什么样的影响?
板型有哪些表示方法
相对长度表示法横向最长和最短的相对长度差得他L/L作为版型表示法波形表示法矢量表示法残余应力表示法断面形状多项式表示法厚度相对变化量差表示法
板、带钢平直度主要有哪些控制的方法?
一、辊系的弹性弯曲:
工作辊的弹性弯曲直接使轧件产生横向厚差,一般而言,实际生产中容易产生中部厚、边部薄的轧件,这就产生边浪。
控制辊系的弯曲变形就可以控制轧件的凸度,从而控制板形。
液压弯辊方法:
在轧辊的辊颈上施加与轧制力同方向的弯辊力(正弯辊)或与轧制力相反方向的弯辊力(负弯辊)从而减少或增加工作辊的弯曲变形,达到控制板形的目的。
效果:
正弯辊可使工作辊的弯曲变形变小,可消除边浪。
负弯辊可使工作辊的弯曲变形变大,可消除中浪。
采用液压弯辊的方法进行板形调控反应迅速。
改变工作辊---支承辊之间的压力分布。
采用阶梯形的支承辊使轧件与接触区等宽即可消除有害接触区。
二、改变原始辊型
带凸度工作辊工作辊原始磨削辊型直接影响有载辊缝,从而影响轧件的截面形状。
工作辊的凸度越大,则相应的轧件的凸度越小。
如工作辊的实际凸度偏小,则在生产中轧件的凸度越大,产生边浪形式的轧件。
要消除这一板形缺陷,可采用正弯辊的方法。
三、轧辊的热凸度
由于辊身沿轴向温度分布不均,一般中间温度高于边部温度,从而产生热凸度ΔDt。
它与原始磨削凸度一样,使轧件板凸度减少,从而消除边浪。
但过大的热凸度则会产生中间浪。
一般采用冷却水对热凸度进行调控。
四、轧辊的磨损
主要表现为工作辊的磨损,尤其是热轧其磨损量十分大,其对板形的影响不可忽视。
现场解决办法:
采用合适的轧制次序:
先宽后窄,避开磨损的突变区。
采用在线磨辊(ORG技术)的方法,以达到自由轧制的目的。
采用施加合适的弯辊力,对轧辊磨损后的板形进行快速调控。
轧制制度设计
1,轧制制度包含哪些基本内容?
压下制度速度制度温度制度张力制度及辊型制度等其中主要是压下制度和辊型制度。
2.确定轧制制度的原则和要求
1在设备能力允许条件下尽可能提高产量
2保证操作稳定的条件下提高质量
3考虑板材组织性能及表面质量要求
3.压下规程设计概括为理论方法和经验方法。
4,热连轧精轧机组轧制规程设定计算的一般步骤是怎样的?
1.输入给定数据2.确定轧制总功率3.负荷分配4.确定各机架出口厚度
5.确定最末机架的出口速度6.其他机架轧制速度的确定7功率校核8轧制压力计算9.各机架压下位置的设定。
 升级会员
升级会员 