作业指导书BWord文档下载推荐.doc
《作业指导书BWord文档下载推荐.doc》由会员分享,可在线阅读,更多相关《作业指导书BWord文档下载推荐.doc(12页珍藏版)》请在冰豆网上搜索。
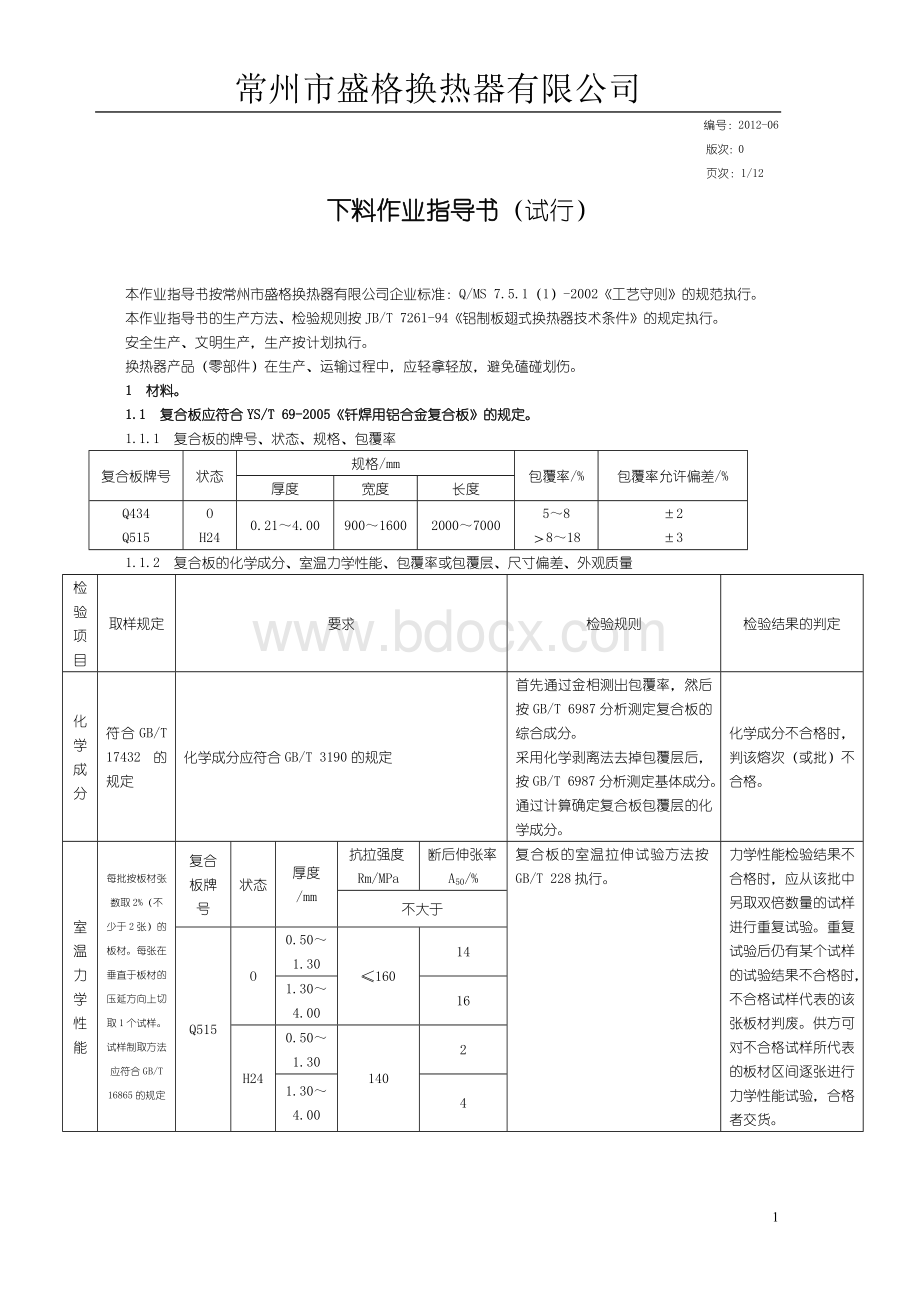
O
H24
0.21~4.00
900~1600
2000~7000
5~8
>8~18
±
2
3
1.1.2复合板的化学成分、室温力学性能、包覆率或包覆层、尺寸偏差、外观质量
检验项目
取样规定
要求
检验规则
检验结果的判定
化学成分
符合GB/T17432的规定
化学成分应符合GB/T3190的规定
首先通过金相测出包覆率,然后按GB/T6987分析测定复合板的综合成分。
采用化学剥离法去掉包覆层后,按GB/T6987分析测定基体成分。
通过计算确定复合板包覆层的化学成分。
化学成分不合格时,判该熔次(或批)不合格。
室温力学性能
每批按板材张数取2%(不少于2张)的板材。
每张在垂直于板材的压延方向上切取1个试样。
试样制取方法应符合GB/T16865的规定
厚度/mm
抗拉强度Rm/MPa
断后伸张率A50/%
复合板的室温拉伸试验方法按GB/T228执行。
力学性能检验结果不合格时,应从该批中另取双倍数量的试样进行重复试验。
重复试验后仍有某个试样的试验结果不合格时,不合格试样代表的该张板材判废。
供方可对不合格试样所代表的板材区间逐张进行力学性能试验,合格者交货。
不大于
0.50~1.30
≤160
14
1.30~4.00
16
140
4
包覆率或包覆层
每批按板材张数取5%的板材
复合板的包覆层或包覆率检验方法按GB/T3246.1执行。
当包覆层厚度检验结果不合格时,必须从该不合格试样代表的板材上另取双倍数量的试样进行重复检验,重复试验后仍有某个试样的试验结果不合格时,不合格试样代表的该张板材判废。
供方可对不合格试样所代表的板材区间逐张进行包覆层厚度检验,合格者交货。
尺寸偏差
随机抽样
长(宽)度
对角线
复合板的外形尺寸测量方法按GB/T3194规定执行。
尺寸不合格时,判单张板不合格。
>0.40~0.70
>0.70~1.10
>1.10~2.40
≤500
500~1000
1000~3300
>3300
≤1000
厚度允许偏差
长(宽)度允许偏差
对角线允许偏差
+0.05
-0.03
0.08
0.10
+1.0
+2.0
+3.0
+4.0
+6.0
外观质量
逐张检验
复合板的包覆层与基体之间应焊合牢固,不允许有分层。
不允许有包覆层脱落和局部未包覆现象。
板材表面不允许有裂纹、腐蚀、穿通气孔。
板材表面允许有轻微的压过划痕、金属及非金属压入物、擦伤、划伤、棍痕等缺陷,但缺陷深度不得超过0.10mm。
在每1平方米的板面上允许有总面积不大于100mm2的气泡,单个气泡面积不大于20mm2。
允许有能够蚀洗掉的油痕。
复合板的外观质量以目视检查。
外观质量不合格时,判单张板不合格。
12
3/12
1.2板材应符合GB/T3880-1997《铝及铝合金轧制板材》的规定
1.2.1板材的牌号、状态、规格
牌号
规格
3003
H12、H22、H14、H24
F、H112
>0.2~0.8
>0.8~1.2
>1.2~4.5
>4.5~8.0
>8.0~150.0
1000~1500
1000~2000
1000~2400
1000~1800
1000~10000
3A21
H14、H24
5052
5A02
5083
1.2.2板材的化学成分、室温力学性能、显微组织、尺寸偏差、外观质量
取样位置
取样数量,个
张数,(个)
每张取样数量
-
每熔次1个
板材的化学成分应符合GB/T3190的规定
板材的化学成分仲裁分析方法参照GB/T6987的规定
化学成分不合格时,判整批不合格。
力学性能
力学性能取样位置应符合GB/T16865的规定
力学性能取样数量应符合GB/T16865的规定
1
力学性能应符合GB/T3880-1997《铝及铝合金轧制板材》之4.4的规定
板材的室温力学性能试验方法参照GB/T228的规定
力学性能试验结果不合格时,应从不合格试样的板材上重取双倍数量的试样进行重复试验。
如复验后仍有一个试样不合格时,则该张板材报废,但供方可对不合格试样所代表的板材区间逐张进行检验,合格者交货。
4/12
续1.2.2
显微组织
任意部位
每炉(批)2张
板材的显微组织不允许过烧
板材的显微组织检验方法按GB/T3246的规定进行。
板材的显微组织不合格时,判批(炉)不合格。
抽样
尺寸偏差应符合GB/T3194中高精级板材的规定
板材的尺寸测量方法按GB/T3194的规定进行
外形尺寸允许偏差不合格时,为单张不合格。
逐张
板材表面不允许有裂纹、裂边、腐蚀、穿通气孔。
板材表面允许有轻微的压过划痕、金属及非金属压入物、擦伤、划伤、棍痕、松树枝状花纹和乳液痕等缺陷,退火状态允许有不严重的油痕。
各种缺陷深度不得超过板材厚度的允许负偏差,并保证板材的最小厚度。
在每1平方米的板面上气泡总面积不应超过100mm2
板材的外观用目视法检查,不使用放大器,当缺陷深度难以判断时,可采取打磨方法进行检查。
外观质量不合格时,为单张不合格。
1.3型材应符合GB/T6892-2000《工业用铝及铝合金热挤压型材》的规定
1.3.1型材的牌号、状态
合金牌号
O、H112、F
O、F
6061
O、H112、T4、T6、F
5/12
1.3.2型材的化学成分、尺寸允许偏差、力学性能、硬度、低倍组织、显微组织、表面质量
检验方法
型材的化学成分应符合GB/T3190的规定。
化学成分取样按GB/T17432的规定。
化学成分的仲裁分析方法按盖板/T6987的规定执行。
化学成分不合格时为整批不合格。
尺寸允许偏差
型材的尺寸允许偏差应符合GB/T14846中的高精级的规定。
型材横截面尺寸应用精度不低于0.05mm的量具测量,长度用米尺测量。
外形尺寸不合格时,判单根不合格。
试样部位厚度mm
抗拉强度σb,MPa
规定非比例伸长应力σp0.2,MPa
伸长率%
型材的室温纵向力学性能拉伸试验按GB/T228的规定执行。
型材拉伸试样的选取和制备等按GB/T16865的规定执行。
当型材不能加工出标准试样时,允许采用非标准试样,但此时仅测定抗拉强度。
若非标准试样也加工不出时,一般不检测力学性能,如需方要求,可采用全截面试样,并可测定抗拉强度供参考。
当力学性能试验有任一试样不合格时,应从该批型材中重取双倍数量(包括原受检不合格型材)的试样重复试验,若重复试验均合格,则判该批为合格。
若重复试验仍有试样不合格时,判该批型材为不合格,但允许供方逐根检验,合格者交货。
不小于
所有
95~130
35
22
H112
90
30
F
O、H112
≤185
≤245
170~240
70
T4
≤16
180
110
T6
≤6.3
265
245
8
>6.3
9
硬度
型材硬度的检验按GB/T4340的规定执行。
低倍组织
型材的低倍试片上不允许有裂纹、缩尾、非金属夹杂物。
型材的低倍试片上允许有深度不超过0.5mm的成层。
空心型材的焊缝允许存在焊合痕迹。
型材的低倍组织讲演按GB/T3246的规定执行。
低倍组织不合格的重新检验。
型材的显微组织不允许过烧。
型材的显微组织检验按GB/T3246的规定执行。
显微组织不合格时为整批不合格。
6/12
续1.3.2
表面质量
型材表面不允许有裂纹、腐蚀斑点和硝盐痕迹。
型材表面上允许有深度不超过缺陷所在部位壁厚公称尺寸8%的起皮、气泡、表面粗糙和局部机械损伤,但缺陷最大深度不得超过0.5mm,缺陷总面积不超过型材表面积的5%。
型材上需要加工的部位,其表面缺陷深度不得超过加工余量。
允许供方沿型材纵向打光至表面光滑。
封闭的空心型材,其内表面不检查。
型材表面质量用目视检验,不使用放大仪器,当缺陷深度不能确定时,可用打磨法测量。
表面最后量不合格为单根不合格。
1.4铝圆管应符合GB/T6893-2000《铝及铝合金拉(轧)制无缝管》、GB/T4437.1-2000《铝及铝合金热挤压管第一部分:
无缝圆管》的规定
1.4.1GB/T6893-2000《铝及铝合金拉(轧)制无缝管》的规定:
⑴管材牌号、状态
3003、3A21
O、H14
5052、5A02
0、H14
6061、6A02
O、T4、T6
⑵管材的化学成分、尺寸偏差、力学性能、表面质量、显微组织
取样数量
符合GB/T17432
管材的化学成分应符合GB/T3190之规定。
管材的化学成分仲裁分析按GB/T6987,取样按GB/T17432执行。
 升级会员
升级会员 