TOFD检测报告Word文件下载.doc
《TOFD检测报告Word文件下载.doc》由会员分享,可在线阅读,更多相关《TOFD检测报告Word文件下载.doc(4页珍藏版)》请在冰豆网上搜索。
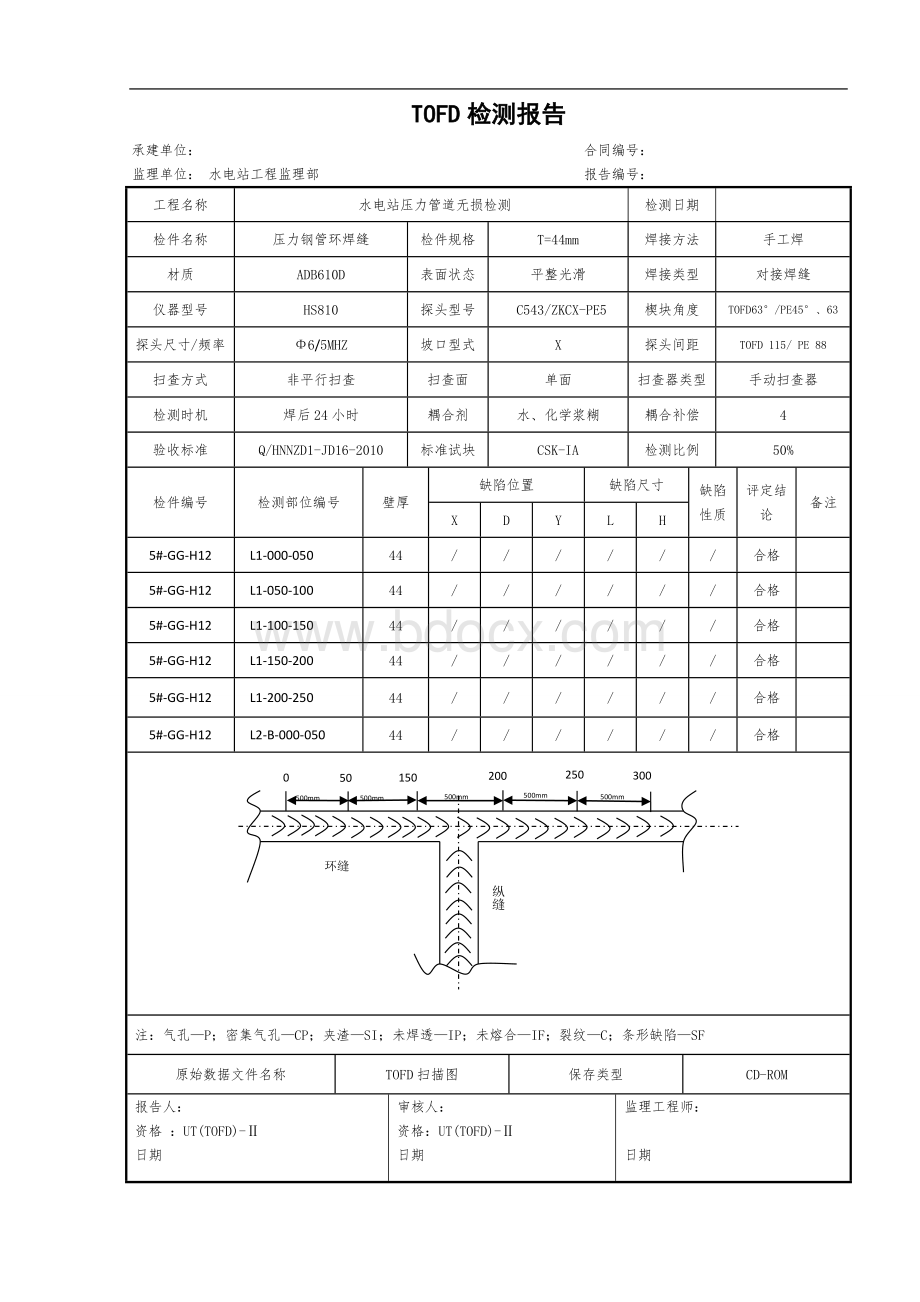
T=44mm
焊接方法
手工焊
材质
ADB610D
表面状态
平整光滑
焊接类型
对接焊缝
仪器型号
HS810
探头型号
C543/ZKCX-PE5
楔块角度
TOFD63°
/PE45°
、63
探头尺寸/频率
Φ6/5MHZ
坡口型式
X
探头间距
TOFD115/PE88
扫查方式
非平行扫查
扫查面
单面
扫查器类型
手动扫查器
检测时机
焊后24小时
耦合剂
水、化学浆糊
耦合补偿
4
验收标准
Q/HNNZD1-JD16-2010
标准试块
CSK-IA
检测比例
50%
检件编号
检测部位编号
壁厚
缺陷位置
缺陷尺寸
缺陷性质
评定结论
备注
D
Y
L
H
5#-GG-H12
L1-000-050
44
/
合格
L1-050-100
L1-100-150
L1-150-200
L1-200-250
L2-B-000-050
500mm
150
200
250
300
50
环缝
纵缝
注:
气孔—P;
密集气孔—CP;
夹渣—SI;
未焊透—IP;
未熔合—IF;
裂纹—C;
条形缺陷—SF
原始数据文件名称
TOFD扫描图
保存类型
CD-ROM
报告人:
资格:
UT(TOFD)-Ⅱ
日期
审核人:
资格:
监理工程师:
TOFD检测报告(续页)
合同编号:
报告编号:
L2-B-050-100
L2-B-100-150
L2-B-150-200
L2-B-200-250
L3-B-050-100
L3-B-100-150
L3-B-150-200
L3-B-200-250
L4-B-000-050
L4-B-050-100
L4-B-100-150
L4-B-150-200
L4-B-200-250
L5-B-000-050
L5-B-050-100
L5-B-100-150
L5-B-150-200
L5-B-200-250
L6-B-000-050
L6-B-050-100
报告编号:
L6-B-100-150
L6-B-150-200
L6-B-200-250
检测部位示意图
合同编号:
报告编号:
1、B--内壁检测区分号(外壁无编号),H—环缝,L—丁字头。
000-050:
扫查起点以及终点编号(050-000,起始的位置则为050,终点为000)。
R--返修后复查编号。
2、检测起点的位置
压力钢管环缝:
每条环缝均检测15000mm,每条环缝共6个丁字头每个丁字头均检测2500mm,检测的每一个分段为500mm。
以第1个丁字头为中心点向Y轴方向延长1250mm为基准扫查起点,逐步分段扫查。
扫查方向为水流方向Y轴顺时针旋转(详见图1)。
图1环缝扫查示意图面向下游
 升级会员
升级会员 