储罐焊接工艺卡Word格式.docx
《储罐焊接工艺卡Word格式.docx》由会员分享,可在线阅读,更多相关《储罐焊接工艺卡Word格式.docx(24页珍藏版)》请在冰豆网上搜索。
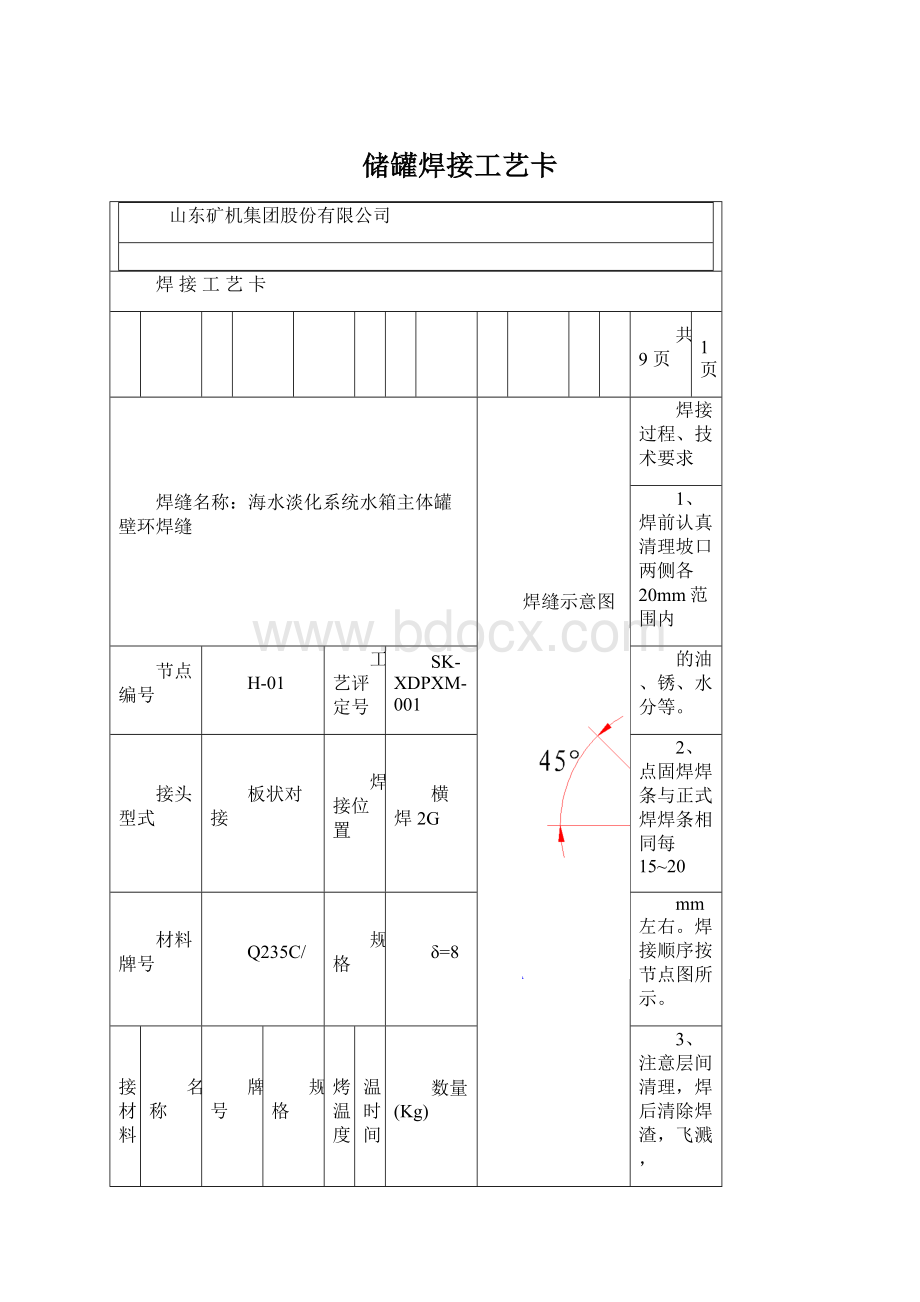
H-01
工艺评定号
SK-XDPXM-001
的油、锈、水分等。
接头型式
板状对接
焊接位置
横焊2G
2、点固焊焊条与正式焊焊条相同每15~20
材料牌号
Q235C/
规格
δ=8
mm左右。
焊接顺序按节点图所示。
焊接材料
名称
牌号
烘烤温度
保温时间
数量(Kg)
3、注意层间清理,焊后清除焊渣,飞溅,
电焊条
J422
φ3.2
150℃
1h
自检后打上焊工钢印。
φ4.0
4、焊缝表面应园滑过渡,不得有夹渣,气
焊丝
\
孔,背面不得有焊瘤等缺陷。
焊剂
5、咬边应≤0.5mm,且总长应≤10%。
氩气
6、该焊缝高度8—10mm.
钨棒
7、焊接顺序:
由左向右
预热温度
预热保温法
层间温度℃
焊后热处理
8、X探伤100%按JB/T4730.2-2005Ⅲ级合格。
/
≤200
焊接规范参数
焊接方法
层次
电源极性
焊材牌号
电流(A)
电压(V)
焊速mm/S
焊丝/钨棒伸出长度
环缝提前量
厚度
SMAW
定位焊
反接
110—130
22~25
0.8~1.5
厚度≥2mm
打底层1
90—110
22~24
1.0~1.5
填充层2
140—160
1.5~2.0
厚度≥3mm
填充层3
160—170
填充层4
填充层5
第2页
H-02
Q235C
δ=8/10
6、该焊缝高度10—12mm.
由左向右
厚度≥4mm
第3页
海水淡化系统水箱主体罐壁立焊缝
H-03
立焊3G
2、点固焊焊条与正式焊焊条相同每25~30
由下向上
焊接规范参数
0.8~1.2
1.2~1.5
150—160
2.0~2.5
焊接工艺卡
第4页
H-04
δ=10
150—170
第5页
海水淡化系统主体顶板搭接角焊缝
H-05
板状搭接
横焊2F
2、点固焊焊条与正式焊焊条相同每30~35
孔,背面不得
 升级会员
升级会员 