钣金产品展开计算方法及一般工艺处理规范Word文档格式.doc
《钣金产品展开计算方法及一般工艺处理规范Word文档格式.doc》由会员分享,可在线阅读,更多相关《钣金产品展开计算方法及一般工艺处理规范Word文档格式.doc(16页珍藏版)》请在冰豆网上搜索。
K
0.35
0.4
0.5
0.6
2
2.5
3
4.5
0.9
1.3
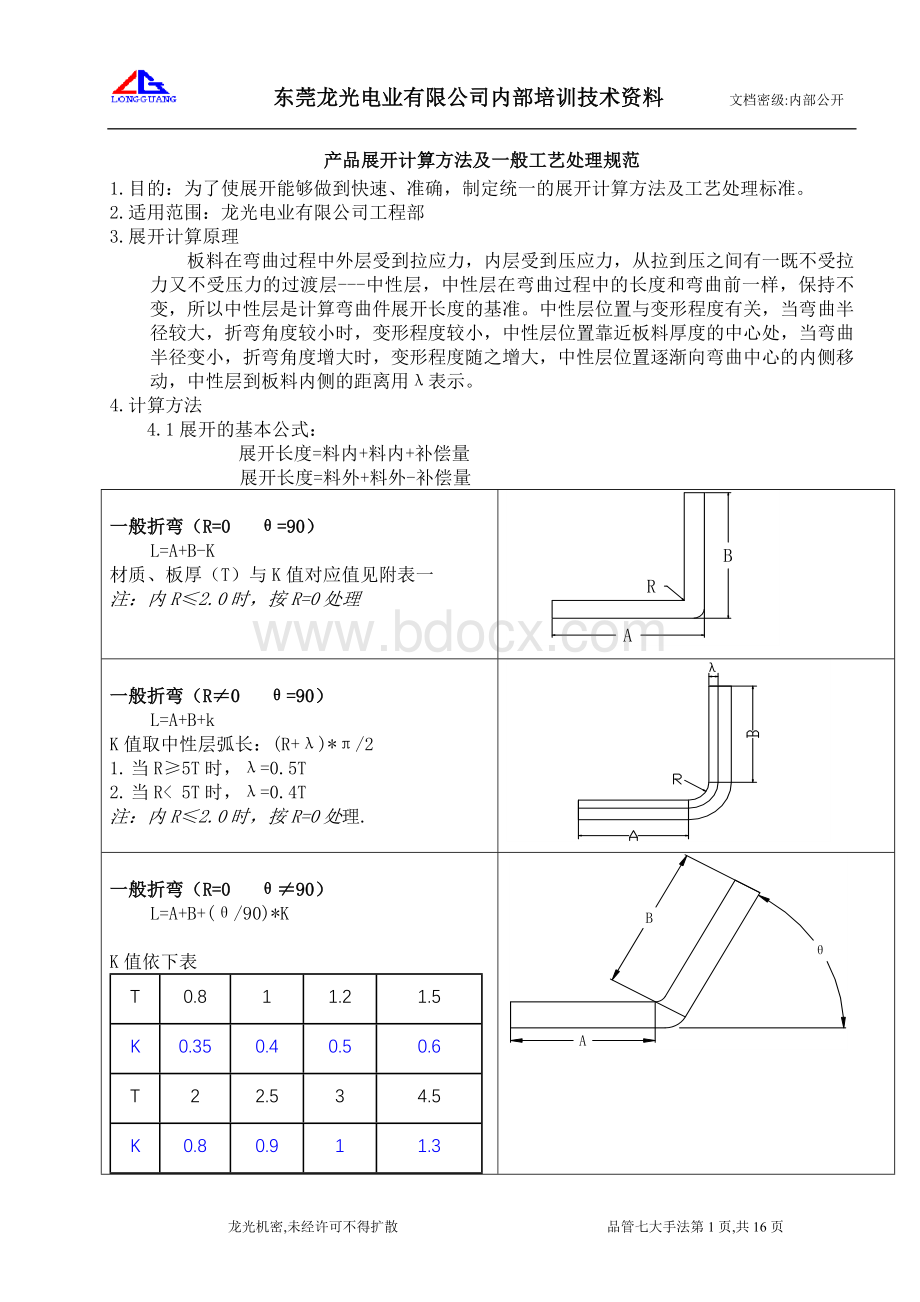
一般折弯(R≠0θ≠90)
L=A+B+K
1.当R≥5T时,λ=0.5T
2.当R<
k值取中性层弧长
当R<
2.0,且用折刀加工时,按R=0来计算。
A、B依倒零角后的直边度值。
Z折(直边段差)
1.当H≥5T时,分两次成型,按两个90折弯计算。
2.当H<
5T时,一次成型。
L=A+B+K
K值依附表一中参数取值
Z折(斜边段差)
1.当H<
2T时,按直边段差的方式计算,
即:
展开长度=展开前总长度+K
当H≥2T时,按两段折弯展开(R=0θ≠90)
反折压平
L=A+B-0.4T
N折
1.当N折加工方式为垫片反折压平,则按
L=A+B+K计算。
K值依附表一取值。
当N折以其它方式加工时,展开算法参见“一般折弯(R≠0θ≠90)”
附表一:
常见展开数据
1.一般折弯(R=0θ=90)L=A+B-K
材料
板厚
V槽槽宽
折弯系数(K)
SPCC(冷板)
SECC(电解板)
SST(不锈钢)
4
6
1.7
8
2.1
10
2.6
3.3
12
3.4
16
4.2
5.1
20
5.2
AL(铝板)
1.4
1.6
1.9
2.4
3.1
3.2
3.9
4.6
4.8
2.Z折(直边段差)当H<
5T时,一次成型;
HT
1.0
2.0
0.1
0.2
0.7
0.3
3.0
2.2
1.8
3.5
2.7
2.3
4.0
2.8
3.7
2.9
5.0
3.8
3.N折形展开系数
TH
1.50
1.92
2.20
2.41
2.72
1.66
2.08
2.37
2.57
2.88
1.82
2.24
2.54
2.73
3.04
1.98
2.71
2.89
3.21
2.14
2.56
3.05
3.37
2.30
3.53
2.63
3.31
3.81
3.48
3.70
4.22
附表二:
料厚
最小折边L
最小折边H
V槽规格(边距)
4V(1.5)
4.3
6V(1.5)
6.8
10V(1.5)
6.7
7.2
7.4
6.6
11
9.5
16V(1.5)
11.1
9.4
13.8
11.8
20V(1.5)
14.2
11.7
17
14
25V(2.5)
6.0
17.8
1)表中最小折弯边L必须选用尖刀上模;
2)最小折边H≥5T时,Z折为二次成型;
对于Z折一次成型(H≤5T)时,用断差模折弯,断差最长835mm(2pcs),且为一次性断差,中间不能有阻挡。
断差板厚T:
0.5~2.3,断差高度H:
0.5~10mm。
5.2.1当折边料内尺寸小于上表中最小折边尺寸L时,折床无法加工,此时可将折边L补长至最小折边尺寸,折弯后修边。
(也可选用小一级V槽,但必须更改系数。
)
5.2.2如附图C所示,能否折弯要看E、F和G的大小关系,可通过模拟折弯来确定(一般选用长弯刀,若折床无法加工,可采用分割集成。
5.2.3折床下模的最小厚度为10mm,受此限制,工件内部的折床加工部分孔口不得小于10mm,否则须将孔口扩大或考虑用易模成形,如附图D所示;
5.2.4当抽形边缘与折弯边(内尺寸)距离小于2.0mm,则会影响折弯加工,此时,相应折弯变形区作割孔处理或更改抽形尺寸,如下附图E所示:
5.2.5当靠近折弯边的孔距折弯边(内尺寸)小于附表三所列最小距离时,折弯后会产生变形:
附表三
板料厚度
0.5、0.8
1.5
2.3
最小距离
4.0
5
5.5
此时可根据产品不同的要求,作如下方式的处理:
5.2.5.1在靠近折弯边的孔边补料,折弯后修磨至设计尺寸,如下附图F所示,(当要求保证孔边距离,可按此方式处理,若孔边较长时,须沿修边处作点标记以利于修边。
若L=O,无需处理,可折弯。
5.2.5.2沿折弯变形区割孔,如附图G所示。
(若折弯变形割孔对工件外观无影响或可以接受,则可用此法改善其工艺性)
5.2.5.3对不重要孔,可将孔扩大到变形区,如附图E所示;
5.2.6展开后折弯线必须有始有终,并且折弯线不得有中部相交(反折压平后再折除外)。
如存在上述情形,则需增开工艺孔。
如下附图H所示:
(工艺孔宽度依加工方式定,若采用LASER下料,则宽度S最小为0.5mm,若采用NCT下料,则宽度应不小于板厚)
5.2.7抽形对展开工艺的要求:
当抽形面积较大,高度大于2倍料厚时,在抽形后会产生严重变形,此时须将转角变形区部分割去,如下附图I所示:
5.2.8成形处圆弧的处理,如下附图J所示:
将内R作0处理,并保证成形高度尺寸,让外R在加工时自然形成;
段差、抽形等均可按此方式处理。
常见螺纹的底孔
1.目的
了解常见螺纹抽牙底孔参数,制定统一标准,规范工程图纸。
2.适用范围
3.常见螺纹抽牙底孔参数表
螺纹型号与抽孔参数
1.公制
攻牙螺纹型号
螺纹小径
抽孔内径
抽孔内径要求
MIN
MAX
M1*0.25
0.75
0.78
0.729
0.785
M1.1*0.25
0.85
0.88
0.829
0.885
M1.2*0.25
0.95
0.98
0.929
0.985
M1.4*0.3
1.1
1.14
1.075
1.142
M1.6*0.35
1.25
1.32
1.221
M1.7*0.35
1.35
1.42
1.321
1.421
M1.8*0.35
1.45
1.52
1.521
M2*0.4
1.65
1.567
1.679
M2.2*0.45
1.75
1.83
1.713
1.838
M2.3*0.4
1.97
1.867
1.979
M2.5*0.45
2.13
2.013
2.138
M2.6*0.45
2.23
2.113
2.238
M3*0.5
2.59
2.459
2.599
M3.5*0.6
3.01
2.85
M4*0.7
3.39
3.242
3.422
M4.5*0.75
3.85
3.688
3.878
M5*0.8
4.31
4.134
4.334
M6*1
5.13
4.917
5.153
M7*1
6.13
5.917
6.153
M8*1.25
6.85
6.647
6.912
M9*1.25
7.8
7.85
7.647
7.912
M10*1.5
8.5
8.62
8.376
8.676
M11*1.5
9.62
9.376
9.676
M12*1.75
10.3
10.40
10.106
10.441
2.英制
1-64
1.55
1.
 升级会员
升级会员 