钢材折弯计算公式Word格式.doc
《钢材折弯计算公式Word格式.doc》由会员分享,可在线阅读,更多相关《钢材折弯计算公式Word格式.doc(15页珍藏版)》请在冰豆网上搜索。
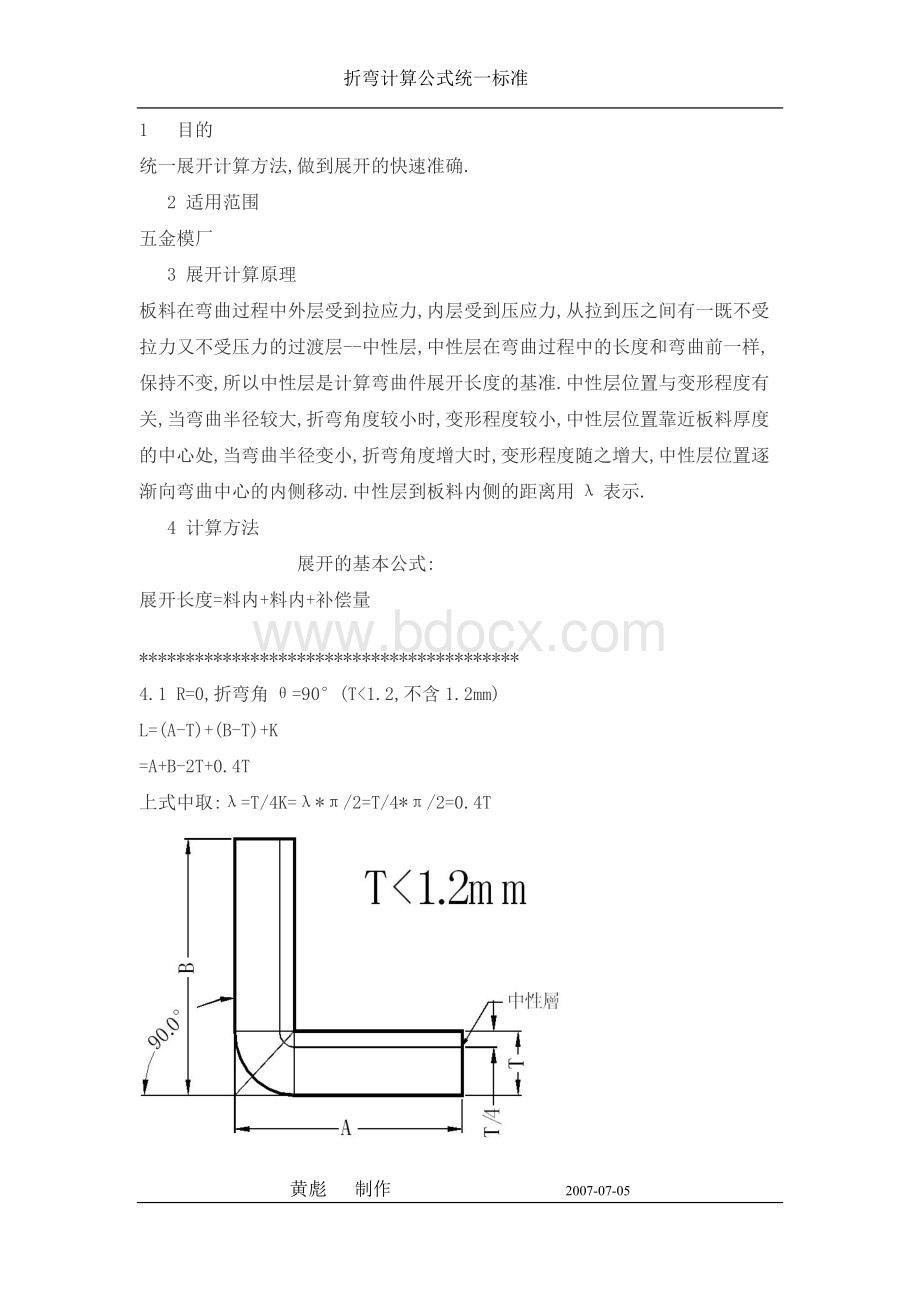
(T<
1.2,不含1.2mm)
L=(A-T)+(B-T)+K
=A+B-2T+0.4T
上式中取:
λ=T/4K=λ*π/2=T/4*π/2=0.4T
图一
*****************************************
4.2R=0,θ=90°
(T≧1.2,含1.2mm)
=A+B-2T+0.5T
λ=T/3
K=λ*π/2
=T/3*π/2
=0.5T
图二
4.3R≠0
θ=90°
L=(A-T-R)+(B-T-R)+(R+λ)*π/2(=A+B-2T-2R+(R+T/3)*π/2)
当R≧5T时
λ=T/2
1T≦R<
5T
0<
R<
T
λ=T/4
(实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)
图3
4.4R=0
θ≠90°
L=[A-T*tan(a/2)]+[B
-T*tan(a/2)]+T/3*a
(a单位为rad,以下相同)
图4
4.5R≠0
L=[A-(T+R)*tan(a/2)]+[B
-(T+R)*tan(a/2)]+(R+λ)*a
λ=T/4
图5
4.6
Z折1.
计算方法请示上级,实际计算时可参考以下几点原则:
(1)当C≧5时,一般分两次成型,按两个90°
折弯计算.(要考虑到折弯冲子的强度)
L=A-T+C+B+2K【K=λ*α(α=90度时,α=π/2、λ=T/3如上)】
(2)当3T<
C<
5时<
一次成型>
:
L=A-T+C+B+K
(3)当C≦3T时<
L=A-T+C+B+K/2
图6
4.7
Z折2.
C≦3T时<
L=A-T+C+B+D+K
图7
冲压展开原理(续上)
4.8抽芽
抽芽孔尺寸计算原理为体积不变原理,即抽孔前后材料体积不变;
ABCD四边形面积=GFEA所围成的面积.
一般抽孔高度不深取H=3P(P为螺纹距离),R=EF见图
∵T*AB=(H-EF)*EF+π*(EF)2/4
∴AB={H*EF+(π/4-1)*EF2}/T
∴预冲孔孔径=D–2AB
T≧0.8时,取EF=60%T.
在料厚T<
0.8时,EF的取值请示上级.
图8
4.9方形抽孔
方形抽孔,当抽孔高度较高时(H>
Hmax),直边部展开与弯曲一致,圆角处展开按保留抽高为H=Hmax的大小套弯曲公式展开,连接处用45度线及圆角均匀过渡,当抽孔高度不高时(H≦Hmax)直边部展开与弯曲一致,圆角处展开保留与直边一样的偏移值.
当R≧4MM时:
材料厚度T=1.2~1.4取Hmax=4T
材料厚度T=0.8~1.0取Hmax=5T
材料厚度T=0.7~0.8取Hmax=6T
材料厚度T≦0.6取Hmax=8T
当R<
4MM时,请示上级.
图9
4.10压缩抽形1
(Rd≦1.5T)
原则:
直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
当Rd≦1.5T时,求D值计算公式如下:
D/2=[(r+T/3)2+2(r+T/3)*(h+T/3)]1/2
图10
4.11压缩抽形2
(Rd>
1.5T)
当Rd>
1.5T时:
l按相应折弯公式计算.
D/2={(r+T/3)2
+2(r+T/3)*(h+T/3)
-0.86*(Rd-2T/3)*[(r+T/3)
+0.16*(Rd-2T/3)]}1/2
图11
4.12卷圆压平
图(a):
展开长度
L=A+B-0.4T
图(b):
压线位置尺寸A-0.2T
图(c):
90°
折弯处尺寸为A+0.2T
图(d):
卷圆压平后的产品形状
图12
4.13侧冲压平
折弯处尺寸为A+0.8T
图13
4.14综合计算如图:
L=料内+料内+补偿量
=A+B+C+D
+中性层弧长(AA+BB+CC)
(中性层弧长均按“中性层到板料内侧距离λ=T/3”来计算)
图14
备注:
a标注公差的尺寸设计值:
取上下极限尺寸的中间值作为设计标准值.
b孔径设计值:
一般圆孔直径小数点取一位(以配合冲头加工方便性),例:
3.81取3.9.有特殊公差时除外,例:
Φ3.80+0.050取Φ3.84.
c产品图中未作特别标注的圆角,一般按R=0展开.
附件一:
常见抽牙孔孔径一览表
图15
说明:
1以上攻牙形式均为无屑式.
2抽牙高度:
一般均取H=3P,P为螺纹距离(牙距).
3.内径:
M3Φ2.75
M3.50Φ3.20
M4Φ3.65
#6-32Φ3.10.
4.以上抽牙和预冲孔孔径供参考,实际运用时要考察具体情况.
5.以下3页附件为折弯计算的简易公式和折弯系数表
黄彪制作2007-07-05
 升级会员
升级会员 