硬质合金可转位刀片编号Word文档下载推荐.doc
《硬质合金可转位刀片编号Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《硬质合金可转位刀片编号Word文档下载推荐.doc(7页珍藏版)》请在冰豆网上搜索。
3
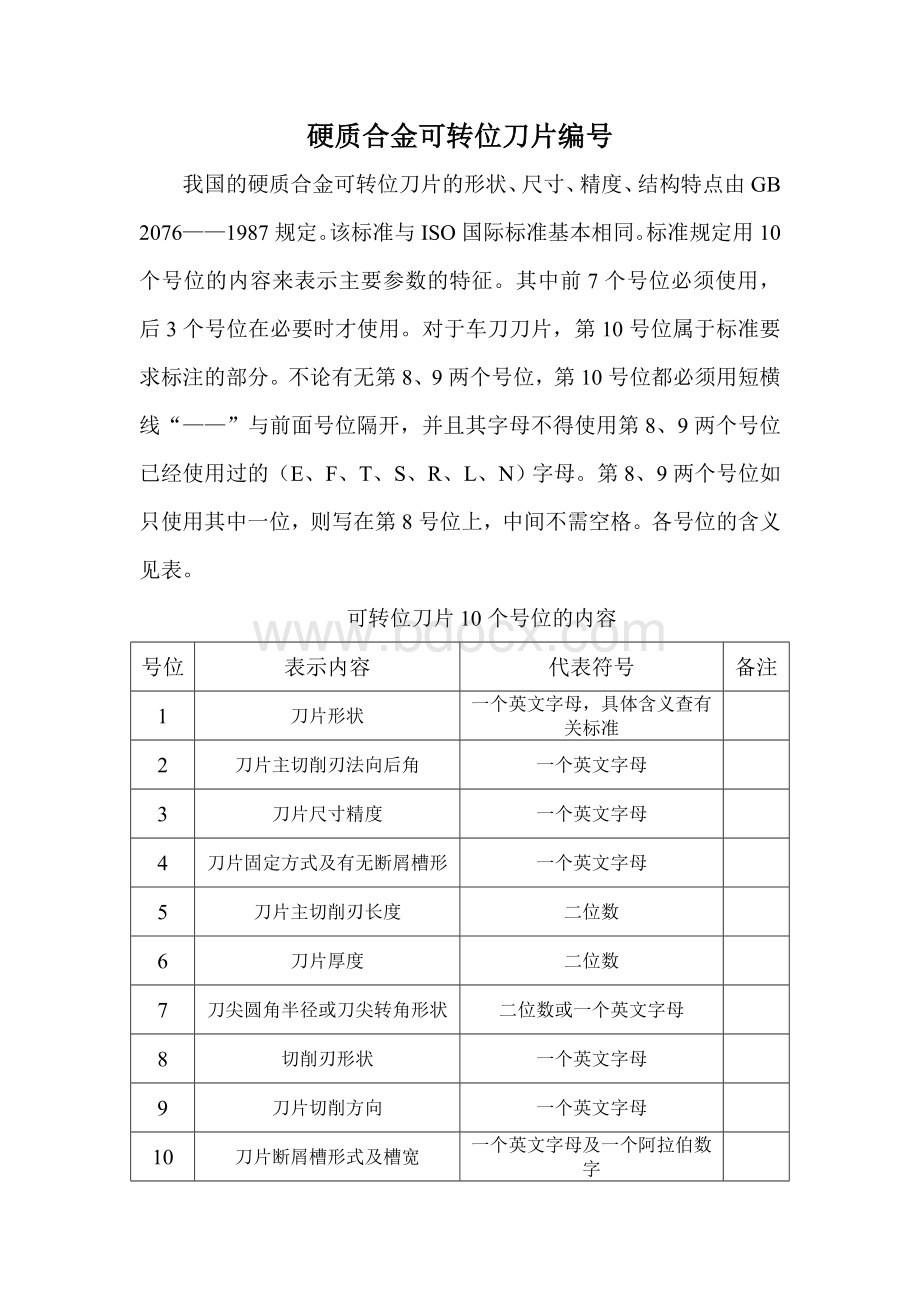
刀片尺寸精度
4
刀片固定方式及有无断屑槽形
5
刀片主切削刃长度
二位数
6
刀片厚度
7
刀尖圆角半径或刀尖转角形状
二位数或一个英文字母
8
切削刃形状
9
刀片切削方向
10
刀片断屑槽形式及槽宽
一个英文字母及一个阿拉伯数字
1.刀片形状
形状
角度(度)
R
圆形
--
C
菱形
80
D
55
T
三边形
60
V
35
N
正六角形
120
O
正八边形
135
P
正五角形
108
M
86
L
长方形
90
A
平行四边形
85
B
82
K
H
正六边形
E
75
F
50
S
四方形
W
五边形
2.刀片主切削刃法向后角
后角代号
法向后角(度)
15
20
25
G
30
11
O:
其他的后角
注:
刀片的后角不一样,即所配的刀杆也不一样。
有后角的刀片即刀片的上表面跟下表面不一样大。
3.刀片尺寸精度(公差)
级别符号
公差mm
公差inches
m
s
d
±
0.005
0.025
0.0002
0.001
0.0010
0.013
0.0005
J
0.05
0.002
0.13
0.08
0.18
0.003
0.007
U
0.38
0.25
0.015
0.010
表中s为刀片厚度,d为刀片内切圆直径,m为刀片尺寸参数
4.刀片固定方式及有无断屑槽型
X:
需要图形或文字准确描述
5.刀片主切削刃长度
(1)取理论长度的整数部分表示。
(2)如舍去小数部分后,则必须在数字前面加工个“0”,例如切削刃长度为9.525mm,表示法为09,
6.刀片厚度——主切削刃到刀片定位底面的距离
代号
厚度(mm)
02
2.38
T2
2.78
03
3.18
T3
3.97
04
4.76
05
5.56
06
6.35
07
7.94
09
9.52
7.刀尖圆角半径或刀尖转角半径
为数字时,表示可转位刀片刀尖圆弧半径
刀尖半径(mm)
00
尖锐
0.2
0.4
08
0.8
12
1.2
16
1.6
2.0
24
2.4
32
3.2
1、圆形刀片圆弧半径为00,即可省略不写。
2、车刀片,刀尖转角为圆角,则用两位阿拉伯数字表示刀尖圆角半径,且用放大
10
倍的数字表示刀尖的大小。
为字母时,分别表示可转位刀片主偏角及修光刃后角
若刀片为铣刀片,刀尖转角具有修光刃,则用两个英文字母分别表示
主偏角
Kr
大小和修光刃法向后角
αn
的大小
修光刃后角(度)
Z
其他后角
主偏角(度)
45
其他主偏角
Mo圆形刀片(R)
8.切削刃形状
(1)表示刀片切削刃形状,刀片的槽形每个品牌都不一样,它主要决定刀片的精、半精、粗加工用的。
用一个英文字母代表。
(2)符号及说明
E-倒圆切削刃F-尖锐切削刃T-负倒棱切削刃S-负倒棱加倒圆切削刃
使用下列两点规则来选取适用的排屑槽:
a当如下情况时无须排屑槽:
-断屑切削
-切削脆的材质,如铸铁
b会有排屑槽需求如下材质:
切削坚硬材质、高韧性材质如钢、铝和非铁金属
9.刀片切削方向
R-右切L-左切N-左右切
10.刀片断屑槽形式及槽宽
国家标准中表示刀片断屑槽形式及槽宽,分别用一个英文字母及一个阿拉伯数字代表。
在
ISO
编码中,是留给刀片厂家备用号位,常用来标注刀片断屑型代码或代号。
 升级会员
升级会员 