原材料采购规范Word下载.doc
《原材料采购规范Word下载.doc》由会员分享,可在线阅读,更多相关《原材料采购规范Word下载.doc(4页珍藏版)》请在冰豆网上搜索。
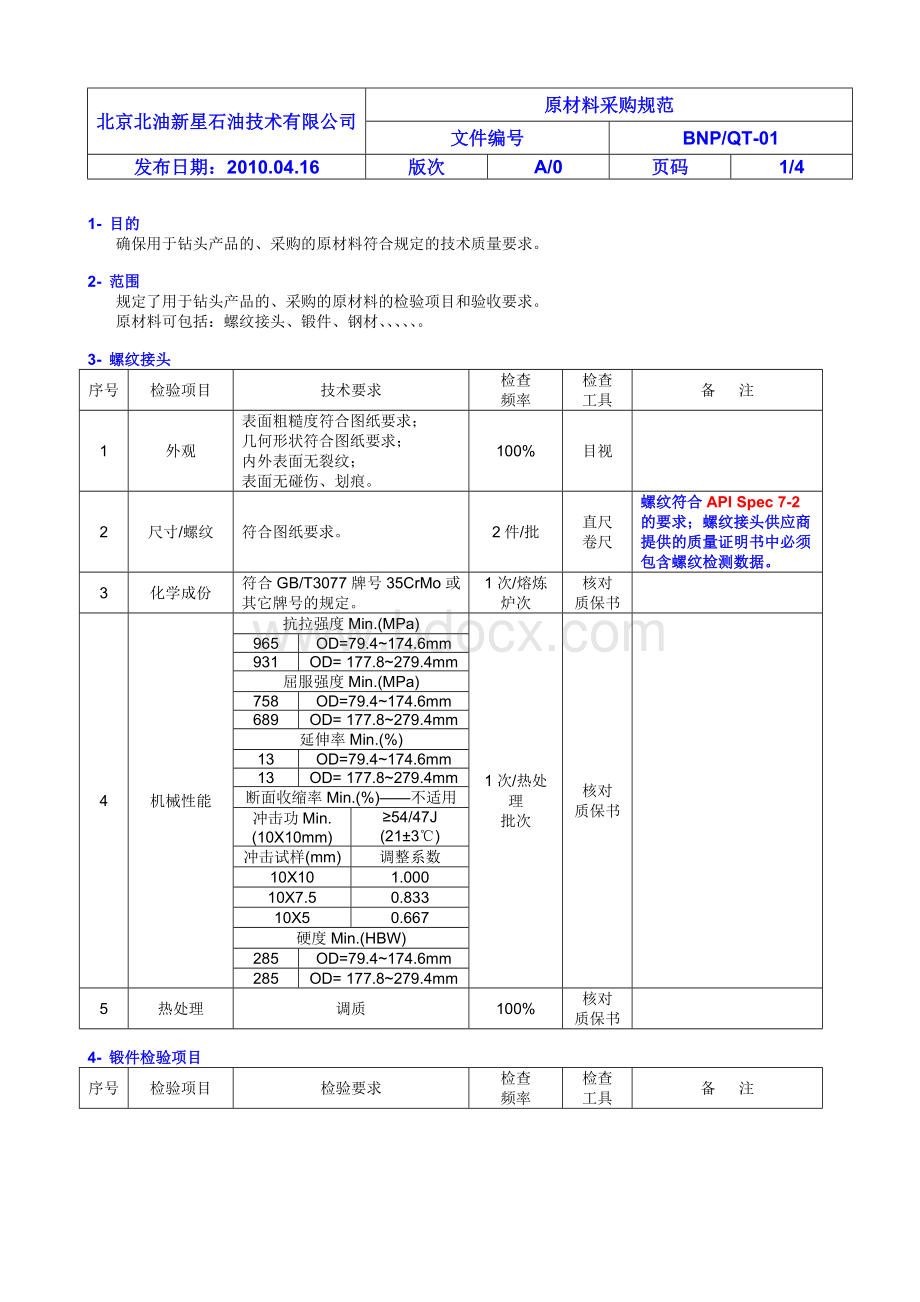
螺纹接头、锻件、钢材、、、、、。
3-螺纹接头
序号
检验项目
技术要求
检查
频率
工具
备注
1
外观
表面粗糙度符合图纸要求;
几何形状符合图纸要求;
内外表面无裂纹;
表面无碰伤、划痕。
100%
目视
2
尺寸/螺纹
符合图纸要求。
2件/批
直尺
卷尺
螺纹符合APISpec7-2的要求;
螺纹接头供应商提供的质量证明书中必须包含螺纹检测数据。
3
化学成份
符合GB/T3077牌号35CrMo或其它牌号的规定。
1次/熔炼
炉次
核对
质保书
4
机械性能
抗拉强度Min.(MPa)
1次/热处理
批次
965
OD=79.4~174.6mm
931
OD=177.8~279.4mm
屈服强度Min.(MPa)
758
689
延伸率Min.(%)
13
断面收缩率Min.(%)——不适用
冲击功Min.
(10X10mm)
≥54/47J
(21±
3℃)
冲击试样(mm)
调整系数
10X10
1.000
10X7.5
0.833
10X5
0.667
硬度Min.(HBW)
285
5
热处理
调质
4-锻件检验项目
检验要求
几何形状符合图样要求;
应无肉眼可见的裂纹或夹层、折叠、夹渣等缺陷。
如有缺陷允许清除去掉,但清除深度应符合以下规定:
1-当缺陷存在于非机械加工表面上,清除深度不超过该公称尺寸偏差;
2-当缺陷存在于机械加工表面,清除深度最大不超过公称单边的50%,并保证加工后能完全清除。
尺寸
符合采购订单或图纸要求
符合GB699、GB700或GB/T3077标准相应牌号的规定。
GB699、GB700或GB/T3077
锻造厂进行锻造后的退火或正火处理。
5-钢材(棒材/管材/型材)检验项目
1.1应无肉眼可见裂纹;
1.2允许外表面有少量锈斑,不允许局部点蚀。
2.1圆钢:
外径;
2.2钢管:
外径和壁厚;
2.3方钢和型材:
截面尺寸。
钢铁厂进行的退火或正火处理。
6-焊接材料和辅助材料
电焊条
包装
焊材外包装应密封完好,使焊材处干燥状态;
焊条药皮上应无裂纹、气泡、杂质和剥落等缺陷;
焊条药皮应倒角,焊芯端面应露出,以保证须利引弧。
符合采购订单要求。
卡尺
符合适用的焊材规范、焊材制造商规范或采购订单的规定,如GB/T5117。
每批次
GB/T5117
力学性能
钎焊焊丝
焊材外包装应密封完好,使焊材处干燥状态。
符合适用的焊材规范、焊材制造商规范或采购订单的规定,如GB/T6418或GB/T10046或AWS焊材规范。
核对质保书
GB/T6418
或GB/T10046
钎焊焊剂
粉末包装必须完好密封,以防受潮
符合适用的焊材规范、焊材制造商规范或采购订单的规定,如Q/JBAY13-2009。
Q/JBAY13-2009
粒度
硬度
7-PDC复合片
检查地点
表面光洁,无裂纹。
仓库
符合图纸、制造商的规格型号或采购订单规定的要求。
JB/T10041-2008《超硬材料——金刚石或立方氮化硼∕硬质合金复合片品种、尺寸》
性能
符合图纸、制造商的规格型号或采购订单规定的耐热性、磨耗比、冲击强度和其它要求。
产品标准
8-合金粉末
颜色应呈银灰色;
颗粒表面无微粉聚集。
符合制造商规范及规格型号要求、采购订单要求或适用的产品规范的要求。
碳化钨粉:
GB/T2967-2008《铸造碳化钨粉》、GB/T4295-2008《碳化钨粉》;
结晶钨粉:
镍粉:
GB/T5247-1985《电解镍粉》;
铁粉:
化学成分
密度
9-塑料螺纹保护套
颜色均匀一致;
表面光滑。
螺纹符合APISpec7-2规范要求,且能与螺纹接头通配。
强度
可有效地防护硬物对螺纹的碰撞。
 升级会员
升级会员 