冲压工艺纪律检查考核项目表格文件下载.xls
《冲压工艺纪律检查考核项目表格文件下载.xls》由会员分享,可在线阅读,更多相关《冲压工艺纪律检查考核项目表格文件下载.xls(2页珍藏版)》请在冰豆网上搜索。
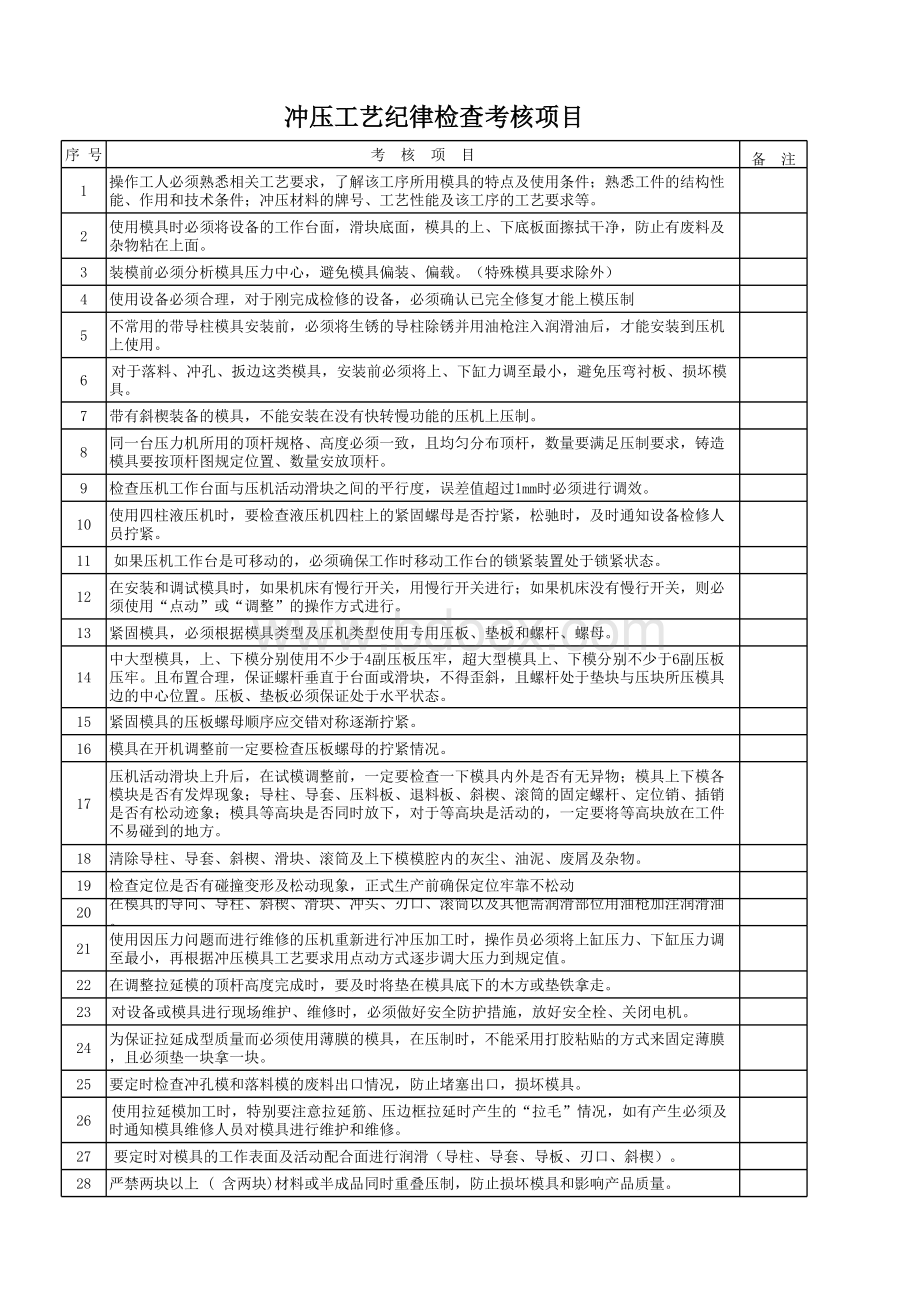
6对于落料、冲孔、扳边这类模具,安装前必须将上、下缸力调至最小,避免压弯衬板、损坏模具。
7带有斜楔装备的模具,不能安装在没有快转慢功能的压机上压制。
8同一台压力机所用的顶杆规格、高度必须一致,且均匀分布顶杆,数量要满足压制要求,铸造模具要按顶杆图规定位置、数量安放顶杆。
9检查压机工作台面与压机活动滑块之间的平行度,误差值超过1mm时必须进行调效。
10使用四柱液压机时,要检查液压机四柱上的紧固螺母是否拧紧,松驰时,及时通知设备检修人员拧紧。
11如果压机工作台是可移动的,必须确保工作时移动工作台的锁紧装置处于锁紧状态。
12在安装和调试模具时,如果机床有慢行开关,用慢行开关进行;
如果机床没有慢行开关,则必须使用“点动”或“调整”的操作方式进行。
13紧固模具,必须根据模具类型及压机类型使用专用压板、垫板和螺杆、螺母。
14中大型模具,上、下模分别使用不少于4副压板压牢,超大型模具上、下模分别不少于6副压板压牢。
且布置合理,保证螺杆垂直于台面或滑块,不得歪斜,且螺杆处于垫块与压块所压模具边的中心位置。
压板、垫板必须保证处于水平状态。
15紧固模具的压板螺母顺序应交错对称逐渐拧紧。
16模具在开机调整前一定要检查压板螺母的拧紧情况。
17压机活动滑块上升后,在试模调整前,一定要检查一下模具内外是否有无异物;
模具上下模各模块是否有发焊现象;
导柱、导套、压料板、退料板、斜楔、滚筒的固定螺杆、定位销、插销是否有松动迹象;
模具等高块是否同时放下,对于等高块是活动的,一定要将等高块放在工件不易碰到的地方。
18清除导柱、导套、斜楔、滑块、滚筒及上下模模腔内的灰尘、油泥、废屑及杂物。
19检查定位是否有碰撞变形及松动现象,正式生产前确保定位牢靠不松动20在模具的导向、导柱、斜楔、滑块、冲头、刃口、滚筒以及其他需润滑部位用油枪加注润滑油。
21使用因压力问题而进行维修的压机重新进行冲压加工时,操作员必须将上缸压力、下缸压力调至最小,再根据冲压模具工艺要求用点动方式逐步调大压力到规定值。
22在调整拉延模的顶杆高度完成时,要及时将垫在模具底下的木方或垫铁拿走。
23对设备或模具进行现场维护、维修时,必须做好安全防护措施,放好安全栓、关闭电机。
24为保证拉延成型质量而必须使用薄膜的模具,在压制时,不能采用打胶粘贴的方式来固定薄膜,且必须垫一块拿一块。
25要定时检查冲孔模和落料模的废料出口情况,防止堵塞出口,损坏模具。
26使用拉延模加工时,特别要注意拉延筋、压边框拉延时产生的“拉毛”情况,如有产生必须及时通知模具维修人员对模具进行维护和维修。
27要定时对模具的工作表面及活动配合面进行润滑(导柱、导套、导板、刃口、斜楔)。
28严禁两块以上(含两块)材料或半成品同时重叠压制,防止损坏模具和影响产品质量。
29在压机现场对模具进行维修完成后,切记要将模具内留有的焊渣、灰尘、维修工具清除和拿走,以免损坏模具。
30要定时检查模具压板紧固螺母是否有松动情况,如有产生,及时将模具闭合后再拧紧31在冲压加工休息或停顿时,必须特别注意模具上模是否粘有工件没有取下,以防止损坏模具的事故发生。
32要定时检查模具上、下模各模块是否有发焊现象;
导柱、导套、压料板、退料板、斜楔固定螺杆、定位销、插销是否有松动迹象。
如有上叙情况产生,必须及时解决,方能继续生产。
33在冲压现场进行模具维修和调试时,要放置好安全栓,以确保人身及模具的安全。
34模具使用结束,应将模具上的废料、脏物、油泥等清理干净;
并将导柱、导套、斜楔、滑块等重要部位擦拭干净后用油枪加入润滑油或润滑脂方能入库35在拆模前检查模具完好情况,包括检查模具上、下模各模块是否有发焊现象;
导柱、导套、压料板、退料板、斜楔固定螺杆、定位销、插销是否有松动迹象;
各落料及孔位废料出口是否有堵塞现象;
以及斜楔、气动装置、弹压装置的完好情况。
36对于拉延模和成型类模具要留此批次最后所压标准件作为覆模件放在模具内,作为下批次压制参考。
37有等高板的模具一定要将等高板同时放好,以保护弹料装置和压料装置。
38在模具下方放置好木方,便于叉车将模具叉出。
在协助操作工在模具下方放置木方时,叉车工必须轻挑轻放。
39模具叉进、叉出必须有专人陪同,以防转运路上和模具放置时损坏模具。
40在卸模后等待叉车的过程中,必须放置好安全栓,以免压机滑块下滑的自重损坏模具。
41根据模具重量、规格使用相应的叉车、吊运设备和钢索吊运。
42吊运前要检查吊耳、吊钩是否牢靠,钢索是否有损坏、磨损现象,如果损坏应当即更换。
43模具的吊运应稳妥,慢起,慢放,同时要求钢索长度统一。
吊运时,行车钢索要垂直于模具表面且吊钩位于模具中心正上方才能起吊。
44吊运模具时模具离地面距离不能超过0.3米,且模具应一副一副地进行吊运。
45吊运模具要平稳,不能与其他模具、工件、盛具、及其他物体相碰撞。
46模具要定置分区整齐存放,便于管理和清点。
铸造模不能露天存放,对于上、下模脱离的模具要及时整理和检查。
47室内模具存放点,地面必须确保干净、平整,室外模具存放必须铺有专用木方,长期不用的模具要作防锈和遮盖处理。
48模具上不得放置杂物和工件49在同一位置最高存放两副模具,且遵循冲孔模、切边模在上,拉延模、成型模在下;
大、重模具在下,小、轻模具在上的原则。
且模具与模具之间要留有300-500mm的间隙,便于存放和取出。
50冲压车间定期对模具的摆放情况进行检查,对不合要求的进行及时整改。
 升级会员
升级会员 