冲压工艺Word文档格式.doc
《冲压工艺Word文档格式.doc》由会员分享,可在线阅读,更多相关《冲压工艺Word文档格式.doc(13页珍藏版)》请在冰豆网上搜索。
把板料或半成品的边缘沿一定的曲线按一定的曲率成形成竖立的边缘
整形
为了提高已成形零件的尺寸精度或获得小的圆角半径而采用的成形方法
翻孔
在预先冲孔的板料或半成品上或未经冲孔的板料制成竖立的边缘
弯曲
把板料沿直线弯成各种形状,可以加工形状极为复杂的零件
表3各工序名称及其代号
成形
切开
斜楔冲孔
代号
DR
TR
PRC
RST
FO
FL
SEP
BL
BUR
CAM-PRC
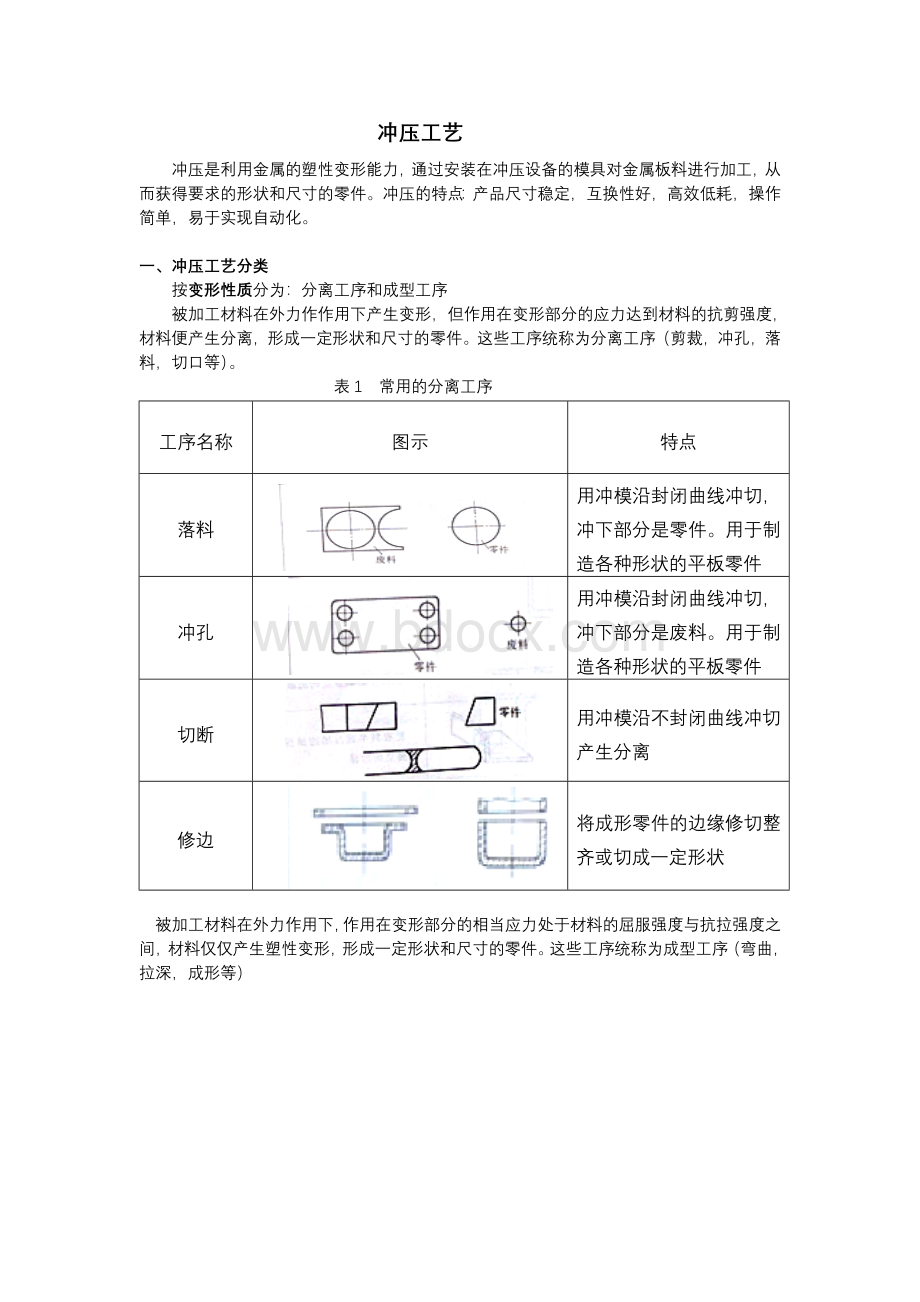
二、冲裁
冲裁是利用模具使板料产生分离的冲压工序(落料,冲孔,切口等)。
其一般分为弹性变性阶段、塑性变形阶段和断裂三个阶段。
剪切断面明显分为三个特征区:
表4断面特征表
圆角带
与材料的硬度有关,软材料的圆角带大
光亮带
与材料的塑性有关,塑性好的材料,光亮带大
断裂带
与材料的塑性有关,塑性差的材料,断裂带大
断层各带的大小随模具间隙、模具结构和刃口状态等因素有关。
1.断裂带2.光亮带3.圆角带
图1间隙与断面关系图
可以从图中看出:
1.间隙过小光亮带出现间断,且中间有毛刺出现,冲裁质量一般,严重时会在光亮带上产生撕裂;
2.间隙过大光亮带很窄,严重时几乎消失,而断裂带很大,毛刺很大,极易产生撕裂。
根据经验方法可以确定最小合理间隙值:
软材料:
t<
1mmC=(6%-8%)tt为料厚,C为间隙
t=1-3mmC=(10%-15%)t
t=3-5mmC=(15%-20%)t
硬材料:
1mmC=(8%-10%)t
t=1-3mmC=(11%-17%)t
t=3-5mmC=(17%-25%)t
设计和制造模具应注意几个基本原则:
⑴.设计落料模时,以凹模为准,间隙取在凸模上;
设计冲孔模时,以凸模为准,间隙取在凹模上。
⑵.设计落料模时,凹模公称尺寸应取零件公差范围内的较小尺寸;
设计冲孔模时,凸模公称尺寸应取零件孔的尺寸范围内的较大尺寸。
⑶.一般模具的制造精度比冲裁件的精度高2-3级,对于非圆形件,冲模按IT9精度制造;
对于圆形件,一般按IT6-7级精度制造。
三、弯曲
将板料,棒料,管料和型材等弯曲成一定形状及角度的冲压成型工艺叫弯曲。
其中U型与V型弯曲是最基本的弯曲变形
㈠变形特点:
(自由和校正弯曲)
(1)工件分直边和圆角两部分。
(2)边形区变形不均匀(外拉内压)。
(3)R/T较小时,厚度变薄。
(4)变形区内横截断面的变化可视为板料的宽窄有所不同。
㈡弯曲件的工艺性
1.最小弯曲半径
弯曲件的半径不宜过大活过小,过大容易收回弹的影响,精度难以保证;
过小则容易产生裂纹,引起报废。
表5列出了几种常用钢最小弯曲半径的数字.
表5最小弯曲半径rmin
材料
退火状态
冷作硬化状态
弯曲线方向
垂直纤维
平行纤维
铝
0.1t
0.35t
0.5t
1.0t
纯铜
2.0t
软黄铜
0.8t
半硬黄铜
1.2t
磷铜
-
3.0t
08,10F,Q195A,Q215A
0.4t
15,20,Q235A
25,30,Q255A
0.2t
0.6t
35,40,Q275A
0.3t
1.5t
45,50
1.7t
55,60
0.7t
1.3t
2.弯曲件的直边高度
为了保证弯曲质量,当弯曲到90°
时,弯曲件的直边高度必须满足H>
2t,如果H<
2t,必须先压槽后弯曲。
如果侧边上有斜角的零件,侧边的最小高度H=(2-4)t>
3mm。
3.弯曲件孔边距离
设计弯曲件时应保证孔在弯曲范围之外,一般情况下,从孔边到弯曲半径中心的距离为:
当t<
2mm时,L≥t
t>
2mm时,L≥2t
如果不能满足以上要求,必须先弯曲后冲孔,防止孔变形。
4.工艺孔和工艺槽
为了防止弯曲时把材料撕裂,通常在毛坯上预先冲出工艺孔或工艺槽,其槽深尺寸:
L=R+t+B/2
工艺孔的直径d≥t
式中B----槽宽(mm);
R----弯曲圆角半径(mm);
t----材料厚度(mm)。
㈢弯曲件的回弹
塑性弯曲总伴有弹性变形,容易引起弯曲件的曲率和角度发生改变,难以到达较好的尺寸精度。
其防止措施主要有:
1.改进弯曲件的设计和合理选材可以在弯曲区域压制加强筋提高刚度,防止回弹。
2.校正法在弯曲终了时,对板料施加一定的压力。
3.补偿法设计模具时根据回弹的趋势适当修正工作部分的形状和尺寸。
4.采用拉弯工艺使毛坯从内到外都收到拉力作用,使内外层纤维回弹趋势相互抵消,减小回弹。
四、拉深
拉深是利用拉深模具将冲裁好的平板毛佩压制成各种开口的空心工件,或将以制成的空心的开口空心件加工成其他形状空心件的一种冲压加工方法,又称拉延。
其一般有圆筒形、球形、阶梯形、方盒形等形状。
其拉深精度可达IT8~IT10级,板厚可达2~3mm。
㈠拉深的工艺性
1.拉深方向
相对对称面来说,拉深方向是以垂直于对称面的轴进行旋转来确定的。
不对
称件则是绕汽车位置相互垂直的两个坐标面进行旋转来确定拉深方向的。
其拉深方向必须满足一下条件:
⑴工件相对拉深方向不能有负角度,一般希望零件侧边与拉深方向构成拔模角α>
10°
,保证工件能较好的成型。
⑵开始拉深时,凸模与坯料的接触面应均衡,防止坯料发生局部伸长。
Ⅰ.凸模与坯料的接触面尽量大,接触面位于冲模的中心;
Ⅱ.凸模与坯料的接触面要多而分散;
Ⅲ.拉深时,凸模的周围的包容角保持均匀为好。
⑶保持深度均匀合适。
2.拉深圆角半径
对于拉深件,底部和壁部间的圆角半径,一般取料厚的3~5倍;
壁部和凸缘间的半径,取料厚的5~10倍。
否则,就要增加整型工序。
拉深高度应尽可能的小,以减少拉深次数,提高冲压质量。
相对圆筒形拉深而言,其最小圆角半径具有以下经验公式:
rd=0.8
rp=(0.7~1.0)rd
其中rd表示壁部和凸缘间的半径;
rp表示底部和壁部间的半径;
D表示毛坯直径;
d表示圆筒形的直径;
t表示料厚。
㈡拉深成形主要缺陷及防止措施
1.起皱
⑴加大压边力;
⑵采用拉深筋或在多道拉深时采用反拉深。
2.拉裂(凹凸模缘角靠直壁处)
⑴采用适当的压边力和拉深比(D/d);
⑵材料的屈服极限和强度极限之比较小时,有利于避免拉裂;
五、翻边
翻边是在模具的作用下,将制件的内孔或外缘翻成有竖直边缘的一种成型工艺。
主要目的用于零件的边部强化,除去切边以及在零件上制成与其他零件装配,连接的部位或具有复杂特异形状,合理空间的立体零件,同时提高零件的刚度。
同时也可控制破裂或折皱。
种类有:
圆孔翻边/外缘翻边/非圆孔翻边/变薄翻边等。
1.圆孔翻边
圆孔翻边是指将平板上或空心件上预制好的孔周边翻起扩大成有一定高度
的直壁孔部。
该变形程度是用翻边系数m来表示,即翻边前孔径d0与翻边后孔径dm之比:
m=d0/dm
表6翻边系数表
退后材料
m
mmin
白铁皮
0.7
0.65
碳钢
0.74~0.87
0.65~0.71
合金结构钢
0.8~0.87
0.7~0.77
软铝
0.71~0.83
0.63~0.74
紫铜
0.72
0.63~0.69
黄铜
0.68
0.62
2.外缘翻边
外缘翻边包括内曲翻边和外曲翻边两种
内曲翻边:
用模具将毛胚上内凹的边缘,翻成竖边的冲压加工的方法。
外曲翻边:
用模具将毛胚外凸的外边缘,翻成竖边的冲压加工的方法。
3.非圆孔翻边
非圆孔翻边为非圆形的内缘翻边,其一般是为了减轻质量而增加刚度,翻边
高度一般不大,要求也不高。
六、胀形:
胀形是利用模具是板料拉深变薄局部表面积增大以获得零件的加工方法。
胀形分为起伏成型和圆形件空心件胀形。
1.起伏成型主要通过局部胀形产生凸起或凹下的结构,一般有加强筋和压凸
包两种形式来实现。
表7常用的加强筋和尺寸
名称
简图
R
h
B或D
r
a
半圆形筋
(3-4)t
(2-3)t
(7-10)t
(1-2)t
梯形筋
-----
≥3
30°
加强筋能否一次成型,与材料性能和筋的几何形状有关,一般变形区纤维的
伸长部超过材料延伸率的0.7~0.75能一次成型。
表8平板局部冲压凸包的许可成型高度
图形
许用凸包成型高度
≤(0.15-0.2)d
≤(0.1-0.15)d
≤(0.15-0.22)d
如果毛坯直径D和凸模直径dp比值小于4,成型时毛坯易收缩,属于拉深成型,否则属于胀形。
2.圆柱形空心毛坯胀形
将圆柱形空心毛坯向外扩张成曲面空心制件的冲压方法叫做圆柱形空心毛
坯胀形。
其变形程度以胀形系数K表示:
k=dmax/d0
式中dmax——胀形处的最大直径(mm);
d0——毛坯原来直径(mm)。
胀形系数K与坯料的延伸率[δ]的关系为:
[δ]
 升级会员
升级会员 