球罐防腐施工方案文档格式.docx
《球罐防腐施工方案文档格式.docx》由会员分享,可在线阅读,更多相关《球罐防腐施工方案文档格式.docx(10页珍藏版)》请在冰豆网上搜索。
轮南轻烃厂隐患整改工程2×
1000m3球罐防腐。
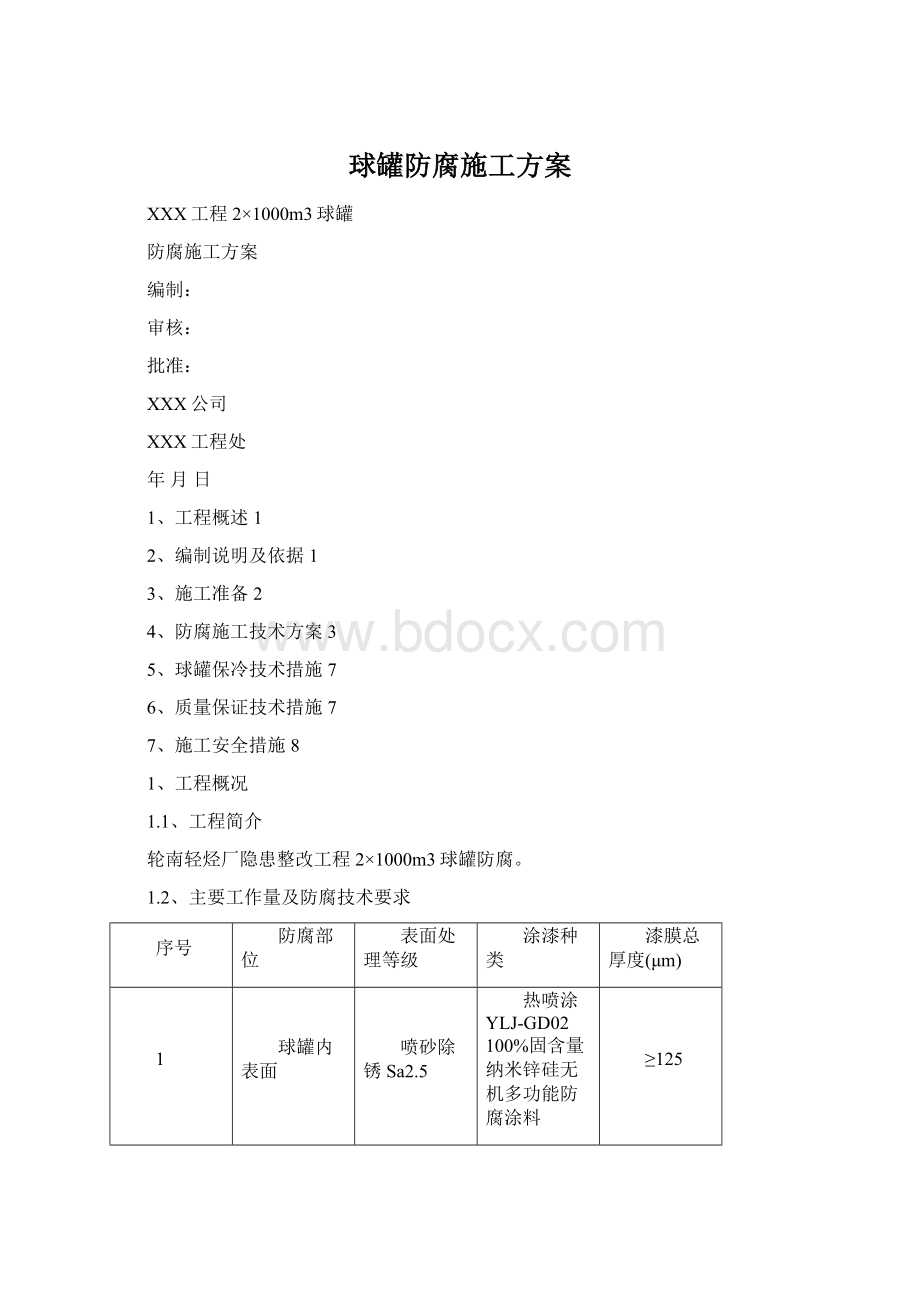
1.2、主要工作量及防腐技术要求
序号
防腐部位
表面处理等级
涂漆种类
漆膜总厚度(μm)
1
球罐内表面
喷砂除锈Sa2.5
热喷涂YLJ-GD02100%固含量纳米锌硅无机多功能防腐涂料
≥125
2
球罐外表面
机械除锈St3
氯磺化聚乙烯防腐涂料
3
支柱
喷涂BA101-2(H)厚型防火涂料
≥9mm
4
钢结构
机械除锈St2
刷涂防锈漆2道,刷氯磺化聚乙烯防腐涂料2道
厚度≥185μm
5
球罐外表面保冷
50mm复合硅酸盐保冷层,3mm沥青马蹄酯防潮层,1mm铝皮保护层;
2、编制说明及依据
2.1、编制说明
本施工组织设计是依据球罐施工图及防腐技术说明,并结合我公司近年来在球罐防腐施工经验的基础上编制而成。
力求做到方案内容全面,技术合理先进,措施得力。
工期、质量、安全、文明施工等目标明确。
2.2、编制依据
本施工组织设计依据下列技术文件编制:
——球罐施工图及防腐技术说明
——GB8923《涂装前钢材表面锈蚀等级和除锈等级》
——SH3022《石油化工设备与管道涂料防腐蚀技术规范》
——SH3043《石油化工设备管道钢结构表面色和标志规定》
——GB/T13288《涂装前钢材表面粗糙度等级的评定》
——GB/T3181-95《涂膜颜色标准》
2.3、施工部署
按照项目法组织施工,选派精良的施工设备及优秀技术人员、管理人员和有经验、技术熟练的作业人员,组建项目部。
在施工中按照ISO9002质量管理模式的要求,建立球罐安装现场质量保证体系,对施工进行全过程全方位的质量控制。
运用现代化的管理方法,创建优良精品工程。
成立工程项目部,实行项目经理负责制,采用动态管理目标体制、节点考核的管理方法组织施工,实施重点工序、特殊工序停点检查制,争创优良工程。
项目部下属设立脚手架搭设组、喷砂除锈组、起重组、涂漆组等共四个施工班组。
3、施工准备
3.1、技术准备
熟悉施工图纸和设计文件,结合工程具体情况提出技术交底和施工方案等资料,准备齐全与本工程有关的施工标准验收规范及各种记录表格,对工程重要部位、重点环节制定针对性措施,组织编制各分项的具体施工工艺,设置工艺管理卡。
3.2、原材料准备
用于本工程的原材料必须保证出厂合格证、性能检测报告齐全,外包装检查合格,产品在在有效使用期内。
3.3、施工人员准备
所有施工人员施工前必须接受安全培训、技术交底,架子工持证上岗。
施工队长1名
技术员1名
安全员1名
质检员1名
起重工1名
电工1名
喷砂施工人员4名
防腐施工人员4名
脚手架工4名
辅助工6名
驾驶员1名
3.4、施工用机械设备准备
空压设备、吊车、砂轮磨光机、检测仪器等拟投入本工程的机械、设备、工具、仪器进行维修保养、调试,检验其运行情况,确保能在施工过程中正常使用。
检测仪器在有效使用期内,并具有检定合格证。
4、防腐施工技术方案
4.1、防腐作业流程
搭设脚手架→表面处理(喷砂处理)→防腐底漆涂刷→面漆涂刷→检查验收→脚手架拆除
4.2、脚手架搭设方案
4.2.2严禁采用锈蚀严重、弯曲变形及有孔、洞裂缝的钢管搭设脚手架。
,出现滑丝的螺丝必须更换。
,周围设有排水设施。
木垫板厚度不小于5cm,长度不少于立杆纵距的2跨,高架也可用槽钢。
,放好底座,再将立杆放入底座内,不准将立杆直接置于木板上。
,同一步架体内隔一根立杆的两个相隔接头在高度方向部位错开的距离不宜小于500mm;
各接头中心至主节点的距离不宜大于步距1/3。
4.2.7立杆接长除面层、顶步可采用搭接,其余各层各步接头必须采用对接扣件连接,顶层顶步的搭接长度不应小于1m。
4.2.8纵向水平杆(大横杆)宜设置在立杆内测,其长度不宜大于3跨。
4.2.9主接点处必须设置一根横向水平杆(小横杆)、用直角扣件扣接严禁拆除。
脚手架必须设置纵、横向扫地杆,纵向扫地杆应采用直角扣件固定在距底座上皮不大于200mm处的立杆上。
作业层上的施工荷载应符合设计要求,不得超载,不得将模板支架、缆风绳固定在脚手架上;
严禁悬挂起重设备。
脚手架施工期间,严禁拆除主节点处的纵、横向水平杆和纵、横向扫地件。
拆除脚手架时,地面应设围档和警戒标志,并派专人看守,严禁非操作人员入内,各构配件严禁抛掷至地面。
高处作业必须安全带。
脚手架施工区域应有防雷措施。
,应用尼龙绳或钢丝绳,严禁使用麻绳、电焊线等,并且严禁使用、利用平台栏杆作为固定吊点或定滑轮使用。
定滑轮要固定在牢靠的地方,以防脱落。
4.3、表面处理
依据设计要求,本工程球罐内表面处理主要采用喷砂除锈且级别不低于Sa2.5级,外表面采用机械除锈,除锈级别应达到St3级,钢结构采用机械除锈,除锈级别不低于St2级。
4.3.1喷砂除锈:
,合理的利用甲方提供的喷砂场地及时晾砂,晒砂,并且经过滤后使用。
球罐金属板表面采用干式喷砂方法进行处理,被喷基体表面应达到完全除去金属表面上的油污,氧化皮,锈蚀等杂物。
并用干燥的压缩空气将其表面的粉尘及残留物吹扫干净,使金属表面呈现金属本色,并有一定的粗糙度。
应选择每分钟供气量不得低于6m³
,气压为0.5~0.6MPa的空压机,空压机应配备齐全的附属装置(启动开关、缓冲罐、过滤器、油水分离器、水分吸附器等)。
产生的压缩空气应干燥洁净,不得含有水分和油污。
,再关闭进入贮砂罐和喷枪(嘴)的进气阀,然后打开砂罐侧部的(确认罐内压力为零后,才能打开罐上的装砂盖)放空阀,使砂罐顶部中心顶门下降到合适位置进行装砂。
,先关闭放空阀,然后打开进气阀,使磨料罐顶部中心顶门上升至密封位置并经喷砂人员示意后,方可逐渐开启罐下出砂阀门,以正常喷出砂粒为宜。
,中途需暂停时,应先关闭贮砂罐的出砂阀;
再关闭进气阀,需再喷时,则先打开进气阀,再打开出砂阀,才能进行喷砂。
,应立即更换。
,用压缩空气清除粉尘,并立即进行质量检验。
,在移交至下道工序前应由监理签字认可,方能移交。
,否则不许擅自接收。
4.4、防腐涂漆施工
概述
油漆涂装在罐表面形成一层牢固的薄膜,使其将周围的空气、水份、油料、日光等隔离,保护钢体免受各种侵害,对防止罐体金属锈蚀,延长使用年限具有重要作用,为达此目的,必须选用优质油漆及采用正确的施工方法。
按设计要求
100%固含量纳米锌硅无机多功能防腐涂料,
,刷氯磺化聚乙烯防腐涂料2道
4.4.2材料要求
漆的调配:
将漆料搅拌均匀,再加入少量的稀释剂(10%),充分搅拌,放置几分钟后即可进行涂装施工。
调和好的涂料要在2小时内用完
,符合技术要求才能使用,尤其开桶后如表面有一层漆皮,必须揭掉,经油漆搅拌均匀过滤后才能使用。
已开桶尚未用完的油漆,可用油纸盖面不与空气接触,防止结皮。
天可倒置漆桶,以减轻油漆的沉淀结块,用前必须充分搅匀。
,根据温度情况,如粘度太大时可在掺用稀释剂。
在涂料施工过程中,要根据现场情况和不同的物件位置,从上至下,从左到右的原则依次进行施工,涂刷要均匀一致,不得有脱层、起皱、漏涂和误涂现象,为使涂层间结合良好,一般在第一道涂完,待实干后再进行下道工序的施工,保证漆膜完好,颜色一致,涂层厚度达到设计要求。
施工环境、温度一般在5~30℃为宜,相对湿度不大于80%,施工温度若低于10℃时,固化反映会迟缓,涂层间隔时间需要延长。
在施工完每一道涂层时都要认真检查,发现有质量问题立刻进行处理,如发生碰伤或破损处要按工序进行补涂,以获防腐最佳效果。
辊涂刷油漆的程序应由上而下,自左至右,先内后外,先难后易,依次均匀。
涂刷油漆时,可横刷或者竖刷,每次应压叠一半,要注意保持均匀,尤其注意不易刷到的地方可补刷。
每层涂层应均匀,不得有缺漏、皱纹、流淌现象。
钢体涂装宜在天气晴朗、无大风和温暖季节进行,寒冷时、烈日下、大风砂、阴雨天及潮湿的钢梁表面均不能刷油漆,冬季可在气温较高的中午阳光下进行油漆工作。
为确保油漆质量良好,施工时要作到十不刷涂:
a.有锈蚀不刷涂。
b.表面有尘土油污不刷涂。
c.有雨雪潮湿时不刷涂。
d.遇大风不刷涂。
e.没有底漆不刷涂面漆。
f.底层漆未干不涂下层漆。
g.气温不符合规定不刷涂。
h.漆膜破损不刷涂。
i.温度超过80%不刷涂。
j.没经过检查不刷涂。
施工时每天使用的油漆品种、牌号、刷涂方法和部位以及施工人员姓名、刷涂时间、气候条件等资料记入工程日志。
4.5、补漆施工
认真做好施工记录,自检自查涂装质量,对有焊接破损的地方必须清理干净进行修补。
对漆膜破损处,可用砂轮机、刮刀、钢丝刷或砂布清除铁锈及其它杂物,再用毛刷或压缩空气吹净后补涂底漆刷面漆。
4.6、质量检验
涂装质量具体要求如下:
检查项目
质量要求
检查方法
脱皮、漏刷、泛锈、透底
不允许
目测
流坠、皱皮
颜色、刷纹
颜色一致,纹通顺
干燥涂膜厚
不小于设计厚度
磁性测厚仪
5、球罐保冷技术措施
5.1球罐安装完毕后,球罐外表面防腐检验合格后,方可进行保冷施工。
5.2在球罐表面粘贴塑料销钉,粘贴前按照材料预制情况画出适当位置,待销钉粘贴牢固后方可进行保冷层施工,保冷层采用50mm厚的复合硅酸盐。
用粘结剂粘贴,再用1.2mm的铁丝绑扎。
5.3球罐保冷应先在赤道带粘贴一圈,也可以在南、北温带各粘一圈,以此作业定位带,再由赤道带向两级逐步推进,直到完成。
5.4粘结剂厚度应均匀。
粘贴时,每块制品的接缝侧面都必须涂满粘贴剂,接缝处应挤紧,挤出缝外的粘贴剂应立即刮去。
5.5保温材料的绑扎从赤道带向两极,在赤道带处设置一个直径10mm圆钢煨制的圆环,两级应各设一个10mm圆钢煨制的圆环,由赤道带分别对称向两级拉紧。
保温层用不锈钢带捆扎,赤道带处的捆扎间距为300mm。
5.6防潮层采用沥青马蹄脂,涂抹在保温层外表面上,厚度约为3mm,均匀刮平,并立即爱逐块铺贴一层无蜡中碱粗格平纹玻璃布,待干燥后再布外抹涂第二层马马蹄脂,抹3mm后刮平。
5.7保护层采用1mm厚的铝皮,接缝宜用咬合或钢带绑扎结构,不得使用钢制螺丝钉或铆钉连接。
保护层应具有整体防功能,对水易渗透进保温层的部位,应用马蹄脂严缝。
6、质量保证技术措施
6.1在施工过程中,严格按照ISO9001-2000质量管理程序执行,确保工程质量。
6.2施工前对全体施工人员进行技术培训,提高其技术水平和工作技能。
6.3建立质量保证体系,明确各自的责、权、职,且保持足够的交流、质量反馈。
6.4为了确保工程的质量,所有的作业程序须经技术人员策划制定。
施工人员必须遵循工艺、操作规定执行,严格技术交底制度,并有详细的记录。
6.5在原材料配备时,严格检验制度,安排专职质检员,按国家标准对所有进料进行全过程的检验,未经检验而紧急投入使用的物料须加以标识和跟踪,以便一旦发现不符合要求时立即退回。
6.6每道工序的施工质量都须经自检、互检、专检,质检员在施工全过程中,按照国家标准、行业规范进行各道工序的检验。
技术人员不定期地在施工全过
 升级会员
升级会员 