泄漏检测工艺题.docx
《泄漏检测工艺题.docx》由会员分享,可在线阅读,更多相关《泄漏检测工艺题.docx(13页珍藏版)》请在冰豆网上搜索。
泄漏检测工艺题
泄漏检测工艺题(仅供参考)
一、检测系统最小可检漏率的测定工艺题(参考)
采用氦质谱检漏方法对某个真空容器(容积大于100L)进行泄漏检测,请在检测前测定检测系统最小可检漏率,并画出测定系统示意图。
具备的条件:
1)氦质谱检漏仪一台;
2)容器上面有与标准漏孔相连的接头,具有与高真空机组相连的法兰或接头和管道;
3)渗透型标准漏孔(漏率10-8~10-10Pa•m3/s,漏率Q0已知)一支;
4)高真空机组(次级泵和辅助泵,抽速>100L/s)一台,具有与检漏仪及被检真空容器相连接的接头、法兰和管道,具有前级阀。
答:
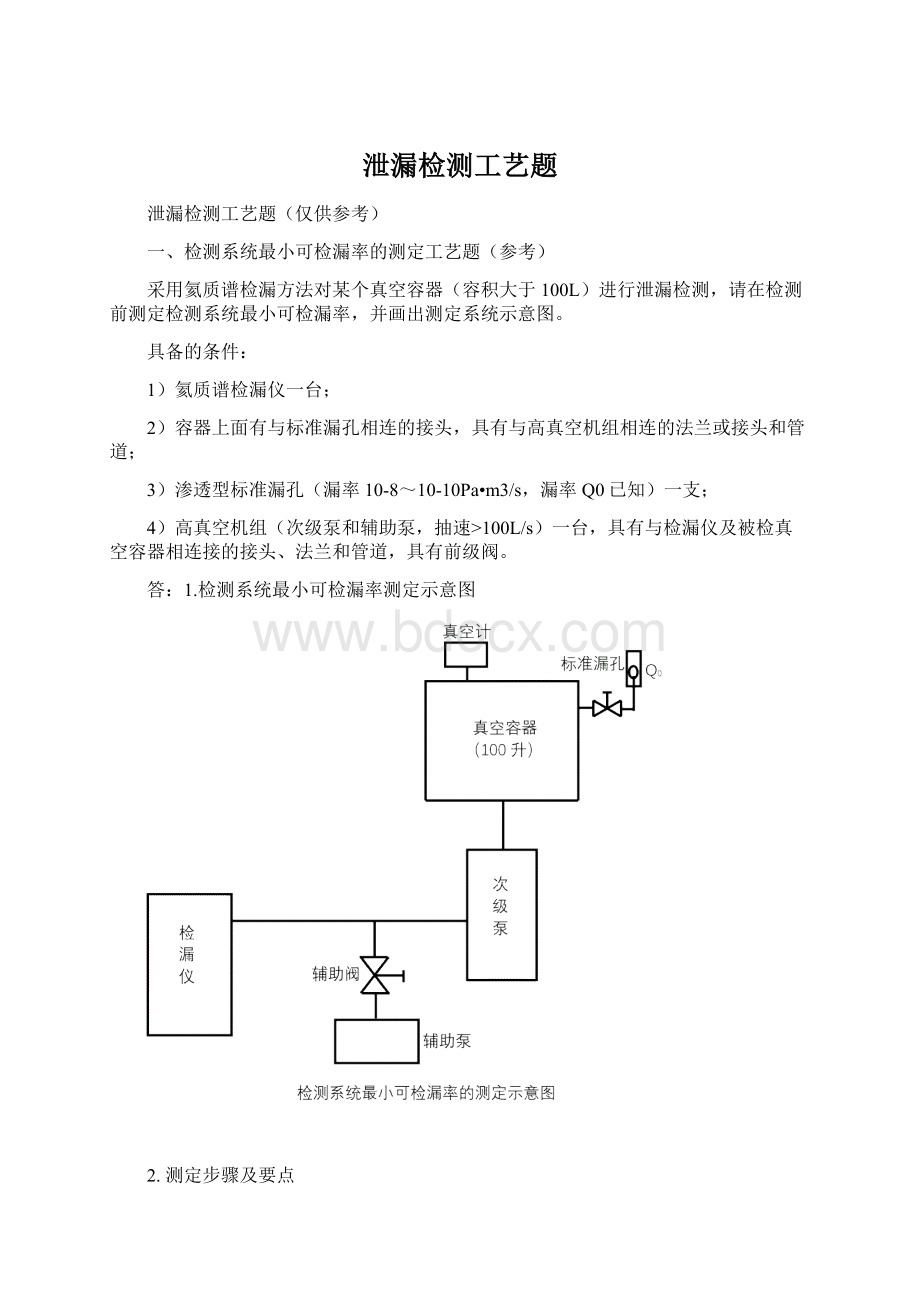
1.检测系统最小可检漏率测定示意图
2.测定步骤及要点
1)将检漏仪、被检容器及标准漏孔按上图连接好(设该系统为检测系统)。
2)起动检漏仪,调整检漏仪各参数使其处于检漏状态。
3)启动高真空机组,将被检容器抽真空至10-2Pa以下压力。
4)打开检漏仪的检漏阀使检漏仪与检测系统相通,并使检测系统的其他参数和工作状态(如辅助阀的开启程度)与检漏时保持一致。
5)当检漏仪真空度达到工作真空度且输出指示稳定后,在标准漏孔未打开的情况下,读出仪器输出指示值即本底I0。
6)测本底噪声In。
标准漏孔阀未打开的情况下,当仪器输出指示稳定后,读出仪器输出指示(即本底I0)在2min内的最大变化值ΔI0,共测10次ΔI0,取其平均值作为本底噪声In值。
测试过程偶尔出现的大脉冲值可以略去不计。
7)打开标准漏孔,当仪器输出指示稳定后,读出仪器输出指示值I,那么,标准漏孔的信号值ΔI=I-I0。
3.计算检测系统最小可检漏率Qmin。
信噪比取1。
其计算公式为:
注:
如果测定时的温度T与标准漏孔校准温度T0相差较大时,要对标准漏孔的漏率值Q0进行修正,即
式中—温度系数,或,由实验确定或校验单位给出。
对渗氦型漏孔为2%~7%。
注:
氦质谱检漏仪最小可检漏率的测定与检测系统最小可检漏率的测定基本相同,只是用检漏口上接标准漏孔,不带被检容器。
下面继续
二、检漏系统反应时间的测定操作工艺题(参考)
对一个真空容器(容积大于100L)进行喷氦法氦质谱检漏,请叙述检漏系统反应时间测定的操作步骤并画出测定系统示意图。
具备的条件:
1)氦质谱检漏仪一台;
2)被检真空容器上面有与标准漏孔相连的接头,具有与高真空机组相连的法兰或接头和管道;
3)通道型标准漏孔(漏率10-7~10-9Pa•m3/s)一支,具有与被检真空容器相连接的接头;
4)高真空机组(次级泵和辅助泵,抽速>100L/s)一台,具有与检漏仪及被检真空容器相连接的接头、法兰和管道,具有前级阀;
5)喷枪一把;
6)氦气及氦气袋;
7)秒表一只。
答:
1.检漏系统反应时间测定示意图
2.操作步骤及要点
1)将检漏仪、被检容器及标准漏孔连接好(假设该系统为检漏系统)。
2)起动检漏仪,调整好检漏仪各参数,使其处于检漏状态。
3)起动高真空机组,对被检真空容器抽真空(压力10-2Pa以下)。
4)打开检漏仪的检漏阀,使检漏仪与检漏系统连通,并使检漏系统的其他参数和工作状态(如辅助阀的开启程度)与检漏时保持一致。
5)当检漏仪真空度达到工作真空度且输出指示稳定后,在标准漏孔进气端未施氦的情况下,读出仪器输出指示值即本底I0。
6)用喷枪向标准漏孔进气端喷吹氦气,当输出指示稳定后读出指示值I,那么,标准漏孔的信号值ΔI=I-I0。
7)计算出相当于标准漏孔的信号值ΔI的63%的仪器输出指示值I/,即
8)停止喷氦,并清除标准漏孔进气端的氦气,使输出指示恢复到本底I0值。
8)向标准漏孔进气端喷吹氦气并同时按下秒表开始计时,当输出指示上升到I/值时停止计时,此时秒表记录的时间便为检漏系统的反应时间。
下面继续
三、实际漏孔漏率的测定操作工艺题(参考)
在对某个真空容器(大于100L)进行喷吹法氦质谱检漏时发现容器焊缝上一个有超标漏孔,见下图所示,试描述实际漏孔漏率的测定操作。
具备的条件:
1)氦质谱检漏仪一台;
2)被检真空容器上面有与标准漏孔、高真空机组相连的接头和法兰;
3)带阀门和氦室的渗氦型标准漏孔(漏率10-9~10-8Pa•m3/s,漏率Q0已知)一支;
4)高真空机组(次级泵和辅助泵,抽速>100L/s),具有与检漏仪及被检真空容器相连接的接头、法兰和管道,具有前级阀;
5)喷枪一把;
6)氦气瓶及氦气袋。
答:
1.实际漏孔漏率测定示意图
2.测定步骤及要点
1)将检漏仪、被检容器及标准漏孔按实际漏孔漏率测定示意图连接好;
2)起动检漏仪,调整检漏仪各参数使其处于检漏状态;
3)开高真空机组,将被检容器抽真空至10-2Pa以下压力;
4)打开检漏仪的检漏阀使检漏仪与检漏系统相通,并适当关小辅助阀,维持检漏仪的正常工作压力;
5)当仪器输出指示稳定后记下其稳定值,该值为本底I0。
6)打开标准漏孔阀,当仪器输出指示稳定后记下其稳定值I1,(I1-I0)值为标准漏孔信号值。
7)关闭标准漏孔阀,使仪器输出指示恢复到本底值I0。
8)用喷吹法找出被检容器上的漏孔位置来,当仪器输出指示稳定后记下其稳定值I2,(I2-I0)值为实际漏孔产生的漏气信号。
3.利用下面公式计算被检容器焊缝上漏孔的漏率Q。
下面继续
四、工件检漏操作工艺题(参考)
具有环焊缝和竖焊缝的被检容器一个,容积大于100L,试选择一种比较合适的氦质谱检漏方法,并描述检漏操作步骤及要点。
检测工艺可供选择的条件如下:
1.检漏方法
(a)吸氦法;(b)喷氦法;(c)真空室法。
2.设备及器材
1)氦质谱检漏仪一台(ZLS—23型);
2)标准漏孔:
(a)通道型标准漏孔(漏率10-7~10-9Pa•m3/s)一支,
(b)渗氦型标准漏孔(漏率10-9~10-8Pa•m3/s)一支;
3)被检容器上具有与标准漏孔、辅助泵及检漏仪相连的接头及管道;
4)辅助泵(机械泵,抽速1L/s)一台;
5)低真空阀一个;
6)氦气瓶及氦气袋;
7)检漏工具:
(a)吸枪,(b)喷枪;(c)检漏用容器一个(50升)。
3.验收标准
(a)ASME第Ⅴ卷(04版)允许泄漏率≤1×10-5Pa•m3/s,
(b)ASME第Ⅴ卷(04版)允许泄漏率≤1×10-6Pa•m3/s。
请将检漏工艺条件、操作步骤及检漏系统示意图填入下表中。
试件名称
检漏仪型号
检漏方法
标准漏孔
检漏工具
验收标准
检漏操作步骤及要点:
检漏系统示意图:
答:
检漏工艺条件、操作步骤及检漏系统示意图
试件名称
容器
检漏仪型号
ZLS——23型
检漏方法
(b)
标准漏孔
(a)
检漏工具
(b)
验收标准
(b)
检漏操作步骤及要点:
1)将被检容器与检漏系统连接好。
将标准漏孔接在被检容器远离检漏仪的位置上,见检漏系统示意图。
2)起动检漏仪,调整好检漏仪的参数使其处于检漏状态。
3)开辅助泵及辅助阀,将被检容器抽至低真空(5Pa以下)。
4)打开检漏仪的检漏阀使检漏仪质谱室与被检容器连通。
5)以检漏仪正常工作为度,尽量关小辅助阀。
6)当仪器输出指示稳定后记下其稳定值,该值为本底值I0。
7)对准标准漏孔喷氦气,当仪器输出指示稳定后记下其稳定值I1,(I1-I0)值为标准漏孔信号值。
8)用喷枪对标准漏孔喷吹氦气,确定检漏系统的反应时间。
9)关闭标准漏孔,使仪器输出指示恢复到本底值I0。
10)用喷吹法对被检容器进行检漏,要做到:
①检竖焊缝时要从上往下检。
检水平焊缝时要由近而远检(相对于检漏仪位置);
②喷枪的移动速度要由反应时间来确定,不能太快。
喷枪离被检件表面的距离不能太大(5mm以内);
③检漏仪输出指示一旦上升,要立即将喷枪移开,待输出指示下降后再喷,观察输出指示是否再次上升,要反复多次以验证是否真正有漏。
11)一旦发现漏孔,要在漏孔的位置旁作上明显的标记,当仪器输出指示稳定后记下其稳定值I2,(I2-I0)值为漏孔产生的漏气信号。
12)利用下面公式计算被检出的漏孔的漏率Q。
检漏系统示意图:
五、真空室检漏法操作工艺题(参考)
对一个容器(容积约2L)进行氦质谱检漏,试说明检漏方法、叙述操作步骤,并画出检漏系统示意图。
具备的条件:
1)氦质谱检漏仪一台;
2)检漏真空容器一个,容积约20L,其上具有与标准漏孔、辅助泵、充气管道及检漏仪相连的接头及管道;
3)带阀门和氦室的渗氦型标准漏孔(漏率10-9~10-8Pa•m3/s,漏率Q0已知)一支,具有与真空容器相连接的接头;
4)氦气瓶一个;
5)辅助泵(机械泵,抽速1L/s)一台;
6)低真空阀一个。
答:
采用真空室氦质谱检漏方法。
操作步骤及要点:
1)将真空容器与检漏仪、低真空阀、辅助泵、标准漏孔连接好。
将被检容器放入真空容器(室)中,并与氦气瓶连接好。
充气管道穿过真空容器处的接头要密封好,见示意图;
2)起动检漏仪,调整好检漏仪的参数使其处于检漏状态;
3)检漏,其步骤为:
①用辅助泵预抽真空容器,然后打开检漏阀使真空容器与检漏仪相通,
②当仪器输出指示稳定后记下稳定值,该值为本底I0,
③打开标准漏孔阀,当仪器输出指示稳定后记下其稳定值I1,(I1-I0)值为标准漏孔信号值,
④关闭标准漏孔,使仪器输出指示恢复到本底值I0,
⑤被检容器中充入一个表压的氦气(浓度γ约50%),当仪器输出指示稳定后记下其稳定值I2,(I2-I0)值为被检容器产生的漏气信号;
4)利用下面公式计算被检容器的漏率Q。
检漏系统示意图:
六、真空室累积检漏法操作工艺题(参考)
某真空容器一个,容积大于100L,采用氦质谱检漏真空室累积法工艺,试叙述检漏操作步骤及要点,并画出检漏系统示意图。
具备的条件:
1)氦质谱检漏仪一台。
2)被检容器上有与标准漏孔相连的接头,具有与累积阀相连的法兰或接头和管道。
3)带阀门和氦室的渗氦型标准漏孔(漏率10-7~10-4Pa•m3/s,漏率Q0已知)一支,应具有与被检真空容器相连接的接头。
4)累积阀(能快速开关的,如电磁阀,插板阀)一个,具有与被检真空容器相连的接头、法兰和管道。
5)氦罩(由塑料薄膜制作)。
6)医用胶布或塑料胶带一卷。
7)氦气及氦气袋。
8)喷枪一把。
9)秒表一个。
10)低真空阀(辅助阀)一个。
11)机械泵(辅助泵)一台(2L/s)。
答:
1.检漏系统示意图
2.操作步骤及要点:
1)按图示意图连接好检漏系统。
2)起动检漏仪,调整检漏仪各参数使其处于检漏状态。
3)开辅助泵,开辅助阀,对被检真空容器抽真空至10-2Pa以下压力。
4)打开检漏仪检漏阀,使检漏仪与被检真空容器连通,并尽量关小辅助阀,保证检漏仪正常工作压力。
5)测本底变化量。
当氦罩内未充氦气时,在累积阀打开的情况下,读出检漏仪稳定的输出指示值,设为I0。
然后,关累积阀,累积时间t后,打开累积阀,读出检漏仪输出指示的最大值(峰值),设为I1。
那么,I1-I0便是在累积时间t内本底的变化值。
6)测标准漏孔引起的变化值。
当氦罩内未充氦气时,打开累积阀,待平衡后,读出检漏仪输出指示值,设为I2。
然后关闭累积阀,累积时间t后,打开累积阀,读出检漏仪输出指示的最大值(峰值),设为I3。
那么,I3-I2便是氦漏率为Q0的标准漏孔在累积时间t内引起的输出指示的变化值。
7)测被检容器漏孔引起的变化值。
关闭标准漏孔阀,打开累积阀,向氦罩内充入所需压力的氦气(或浓度为γ的氦混合气)
 升级会员
升级会员 