幕墙构件加工制作方案Word下载.docx
《幕墙构件加工制作方案Word下载.docx》由会员分享,可在线阅读,更多相关《幕墙构件加工制作方案Word下载.docx(23页珍藏版)》请在冰豆网上搜索。
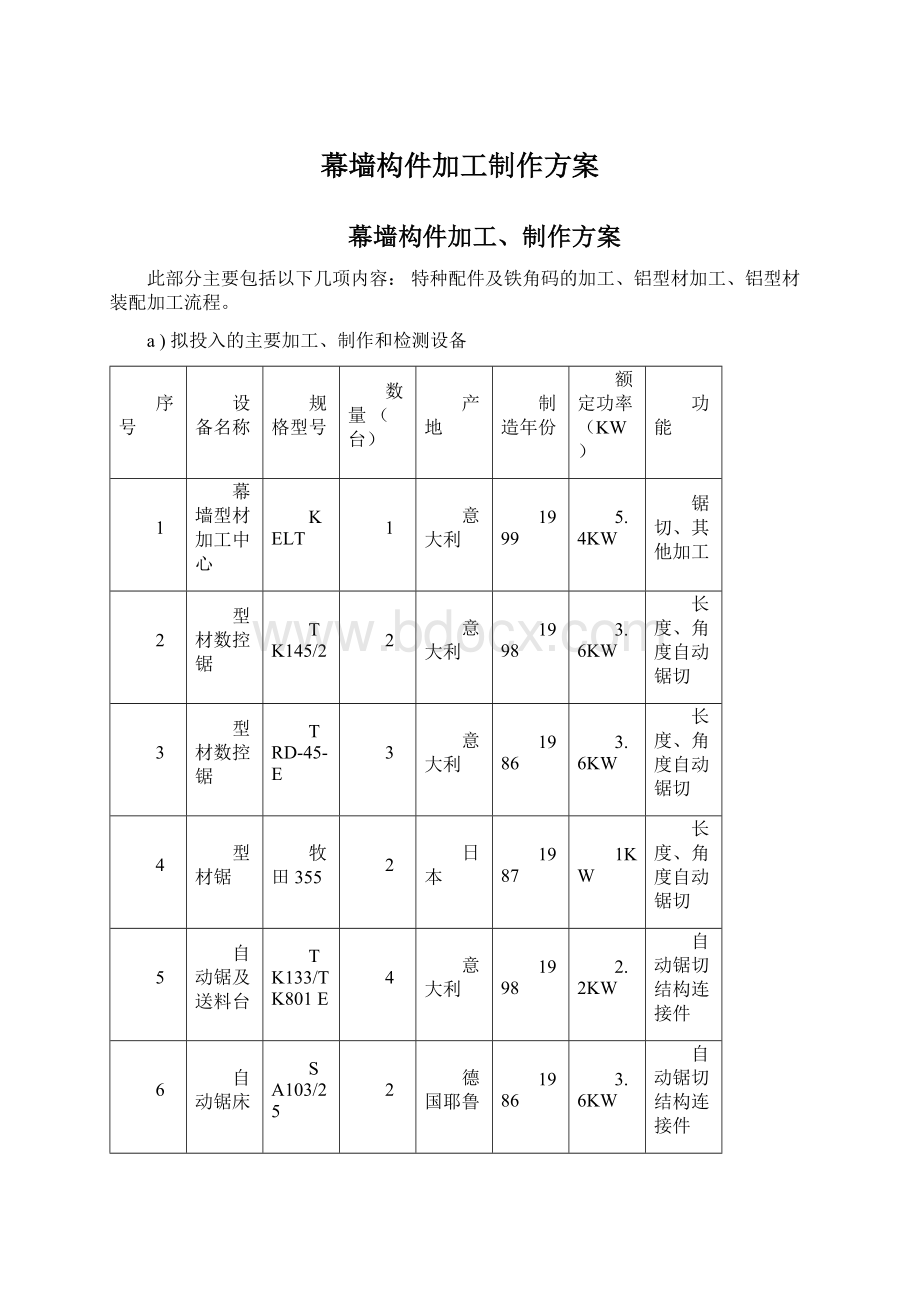
3.6KW
长度、角度自动锯切
3
TRD-45-E
1986
4
型材锯
牧田355
日本
1987
1KW
5
自动锯及送料台
TK133/TK801E
2.2KW
自动锯切结构连接件
6
自动锯床
SA103/25
德国耶鲁
7
耶鲁数控六位钻
BA175
6KW
新型幕墙加工专用设备
8
多位多孔钻
BA135
4.5KW
幕墙加工专用设备
9
端头锉
国产
1997
0.5KW
型材端头加工处理
10
钻攻两用机
ZSB4112
1996
0.37KW
幕墙、门窗型材加工
11
冲床
ST266B
1995
12
万能工具铣
X8140
1988
加工类
13
端铣机
TK641
2.6KW
14
AF222/00
2KW
15
仿型铣
TFX-1
3KW
16
磨齿机
UNTMAT
德国
磨锯片
17
铝型材弯曲机
TWX400
型材弯弧专用
18
液压板料冲床
HB20
铝板加工
19
可倾压力机
J23-10A
1985
4KW
20
液压剪扳机
QIIY-6-4000
1989
11.8KW
21
液压剪料折弯机
PPN180-40
22
液压剪板、折弯机两用机
YL-B63T3200
×
5.5KW
23
压花穿条复合机
PORM
制作隔热桥型材
24
钻铣床
Z7535
1.2KW
25
2.4KW
26
检测设备
27
三性能试验机
幕墙气密、水密、风压变形性能测试
28
钳式硬度仪
美国
型材力学性能检测
29
膜厚检测仪
型材表面处理膜厚度检测
30
隔热桥型材拉力测试仪
隔热桥复合质量力学性能检测
b)
(二)、生产部署
生产计划是依附于整个工程的施工计划、设计计划、采购计划的四级计划,是保证工程按期完工重要的一个环节。
材料如期进厂,是正常生产的先决条件,生产计划既然是四级计划,是根据施工工期倒排序而形成的生产计划。
因此,控制好各环节的节点,是保证工期的关键。
对此,我们一方面要求设计部尽快设计出图,提前制定材料提料单、加工单;
另一方面要求采购部根据设计部的料单,按采购计划尽快安排生产,保障工地的生产需求。
待材料进厂后,我公司将依据幕墙的施工顺序,即由里向外的顺序进行加工生产,即预埋件的加工、转接件的加工、铝材的加工制作等等。
对此,我们将依据本工程的加工量投入两条生产线流水作业,进行两班或三班生产。
1特种配件及铁角码加工流程
1.1、接单
1.1.1、接单人接到加工单后,必须深入理解其加工单所指相关数据及简图是否相吻合。
1.1.2、在吻合条件下,再进行材料计划及办理其领料手续。
1.2、材料领用
1.2.1、必须先到生产部开材料领用单,再到材料部核实。
1.2.2、材料领用必须由仓管员认可后再发放。
1.3、切割
1.3.1、切割设备采用2500mm×
13mm型号板机。
1.3.2、剪板前必须对设备进行一次加油并试机空载运转是否正常,在正常条件下作好切割准备。
1.3.3、当板块送入剪口时,操作员必须采用统一口令或手式表示可以切割,其一操作员才能踩踏离合器。
1.3.4、板块尺寸要求与加工单所需尺寸误差允许为0.5mm-1mm,包括对角线尺寸。
1.3.5、完成切割板块,必须工整放于冲床前待冲孔。
1.4、冲孔
1.4.1、冲孔设备一般采用25T-100T冲床。
1.4.2、25T-100T冲床一般冲孔板厚为1mm-8mm。
1.4.3、操作冲床人员必须精通该机性能及操作要领。
1.4.4、操作员在操作时必须精力高度集中,当工件送入退出时应注意安全,可采用代替手送入和退出工夹具。
1.4.5、所冲工件必须按加工单要求进行,完成后码放整齐,待折弯。
1.5、折弯
1.5.1、操作员必须懂得折弯机性能及操作要领。
1.5.2、折弯前,必须将加工单要求作具体分析是否该机能达折弯所求。
1.5.3、折弯设备采用冲床及液压折弯机,一般铁板厚为1mm-4mm采用折弯机,5mm-8mm采用冲床。
1.5.4、所折弯工件必须符合加工单要求。
1.5.5、折弯角度可参考该机折弯参数。
1.6、焊接
1.6.1、操作员在施焊前必须穿戴各种防护罩具。
1.6.2、焊接各种铁板件必须按加工单要求进行,并核实加工单相关数据是否吻合。
1.6.3、施焊时,操作员必须按有关焊接要求进行,绝不能出现不良品,如施焊出现:
气孔、咬边、焊缝凹凸不平等。
1.6.4、施焊完毕必须去渣,检查如出现不合格品要求一定要返工。
1.7、热镀锌
铁件加工制作完后,根据技术要求进行热镀锌处理。
1.8、存放
1.8.1、入库工件必须仔细检查,合格后方可入库,并审核质保资料。
1.8.2、存放地点要选择干燥、无腐蚀物品之地。
2、铝型材加工流程
2.1、铝型材各工序加工要领
2.1.1、接单
①、接到加工单后,应认真仔细地审单,如单属正常,必须按照单上所规定日期内保质保量完成。
反之,如单出现问题,应及时向生产部反映得以正确处理才能继续加工。
②、加工单的统计、算料及搭配必须与材料部相互配合,事先计划需用材料。
2.1.2、材料领用
①、经仔细复核后,确实无误,按材料的规格、型号、数量、颜色的要求,到材料部办理领料手续。
②、未办理领料手续,又未经材料部的允许,不得私自到仓库乱拿材料。
③、原材料领用搬运时,必须按随之渐进的方式,由上至下,避免材料混乱和铝材装饰面划伤现象。
2.1.3、切割
①、机械使用前检查,首先打开空气压缩机的排水阀排水,然后打上接电开关和机械开关,让机械空转一段时间检查机械无异常现象,即可准备切割。
②、切割时注意保护铝材装饰面。
③、铝材切割,尺寸误差不能超过1mm。
④、切割后的半成品应堆放整齐,标明需用工地及规格、数量,以便下一道工序的使用。
⑤、注意切割机的保养,切割机使用时锯片必须经常打油。
⑥、工作台面必须保持干净,避免切割时的铝屑与铝材磨擦,造成伤痕。
2.1.4、铝材冲孔
①、机械使用前应检查机械运转是否正常,接上电源开关让设备空转观察机械确实无异,开始下一步的工作。
②、模具安装时,必须由专业人员安装,安装完毕须检查模具与机械是否配合得当,再进行下一道工序的工作。
③、进行冲孔前必须复核实后确实无异,开始铝材的冲孔工作。
④、冲孔后的铝材,切口必须是平整、光滑。
⑤、连续冲料时,应检查上模中的屎料是否退出,模具有没有松动,如有问题必须做好相应措施解决。
⑥、加工后的成品,堆放必须整齐,周围必须保持清洁。
⑦、以上程序完成之后,切断电源开关。
2.1.5、包装
①、加工完成后的型材包装前必须将残留在型材表面的铝屑清处干净。
②、在型材保护膜上标明型材的尺寸和编号。
③、用牛皮纸将每根型材包裹结实,透明胶带封口。
④、将型号和尺寸相同或相近的型材用编织带绑扎成捆。
入库待运。
2.1.6、质量检查
①、质检员检查所生产的半成品是否按要求加工生产,如检查出有质量不合格产品,要求返工时,应无条件执行。
②、对人为造成质量不合格的,必须按质量手册条款执行。
2.1.7、成品入库
①、成品入库前,应提供成品的作业单号、数量、规格、型号及需用工地给仓管,配合仓管做好成品入库。
②、入仓后的成品,堆放需整齐,规格、型号要一致,避免各种成品混乱的现象。
铝型材装配加工流程
铝型材装配各工序加工要领:
3.1、接单
3.1.1、接到铝材切割传递下来的加工单后,必须认真仔细地核审单,如发现组装有问题,应及时上报生产部,由生产部作出相应解决。
3.1.2、确认生产单属正常,然后到铝材切割处提料。
3.2、材料领用
3.2.1、按单到仓库查找自己所需的材料规格、数量。
3.2.2、检查材料的数量,尺寸是否准确,如发现有错料、缺料、无料的现象,马上通知铝材切割组进行核查是什么原因造成,并且上报生产部作出相应的处理。
3.2.3、材料搬运时,应注意保护装饰面。
3.3、铝材防水胶条
3.3.1、按单接到材料后到仓库领取胶条,领取胶条时必须内、外需分清,要求工艺要正确。
3.3.2、穿条后的铝材,两端胶条需预留5mm左右,预防胶条割断后的回缩。
3.3.3、胶条切断后时,必须对准铝材面切割和铝材断面保持一致。
3.3.4、铝材堆放必须整齐,注意保护铝材装饰面。
3.4、安装角接件
3.4.1、各种工具及材料的领用,做好工作前准备。
3.4.2、安装角码时,必须按意图或加工任务单的要求进行安装。
3.4.3、安装角码的螺丝必须要做到应该装两颗螺丝处不能少装一颗,应该装一颗螺丝处,不能多装两颗,避免造成材料浪费及影响产品的质量。
3.4.4、安装后的角码必须要端正、规范。
3.5、铝型材装配
3.5.1、做好工作前的准备及各种工具材料的领用。
3.5.2、按生产加工任务单对材料核查,确认材料型号、尺寸无误方能进行组装。
3.5.3、组装各种铝制品,应注意铝材的接头部分,必须要平、齐、严、紧四个要领。
3.5.4、托块安装时要两端尺寸
 升级会员
升级会员 