塑料滑轮注塑模具设计文档格式.docx
《塑料滑轮注塑模具设计文档格式.docx》由会员分享,可在线阅读,更多相关《塑料滑轮注塑模具设计文档格式.docx(24页珍藏版)》请在冰豆网上搜索。
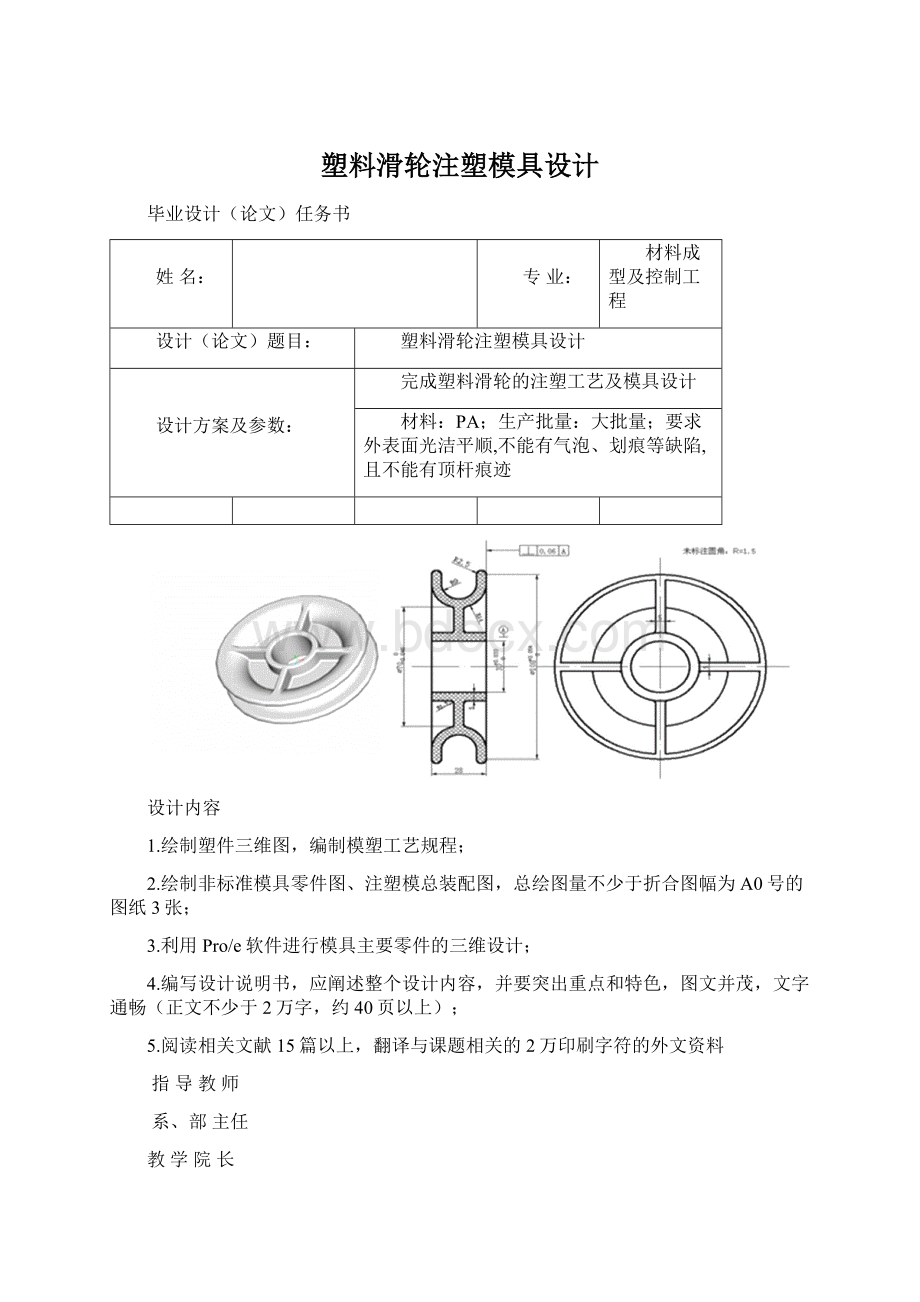
1.绘制塑件三维图,编制模塑工艺规程;
2.绘制非标准模具零件图、注塑模总装配图,总绘图量不少于折合图幅为A0号的图纸3张;
3.利用Pro/e软件进行模具主要零件的三维设计;
4.编写设计说明书,应阐述整个设计内容,并要突出重点和特色,图文并茂,文字通畅(正文不少于2万字,约40页以上);
5.阅读相关文献15篇以上,翻译与课题相关的2万印刷字符的外文资料
指导教师
系、部主任
教学院长
摘要
该塑料骨架总体形状为回转体,整体尺寸不小,需要大批量生产,为了提高生产率,降低成本,故采用模具成批注射生产。
。
该模具采用普通浇注系统,由于一模一腔,利用分型面间隙排气,该分型面位于熔体流动的末端利用分型面间隙排气。
本模具采用楔紧块与定模板制成一体的整体式结构,牢固可靠性大。
利用导滑条导滑。
选尼龙(PA6)
关键词:
斜导柱;
斜滑块;
浇注系统
ThekeypointofthestructuredesignofplasticinjectionmouldwithV-beltpulleygrooveistheparting(i.e,sideaction)andeyectingmechanism.Basedontheanalysisofthetechnologacicalcharacteristicsofplasticpulley,apracticalmouldstructureispresented,involvingthedesignofcomponentsofmoldandtheirworkingprinciple.Toensurethequalityproduct,thesidepullsanddemouldingareaccomplishedbyuseofthearrester,whichpreventsthesideactionofcavitysplitsatfromthebeginningofmouldopeningtoacertaintravel,aswellasbyuseofangleslideejectingdevice.Themouldiscompactinstructure,credibleinpush-outandeasyininstalling,maintainingandoperating,Thequalityofproductisgoodandtheproductioneffciencyishigh.
Keywords:
pulley;
injectionmould;
Angled-liftsplits;
Parting;
Arresterdevice
概述
模具是制造业的重要基础装备,是工业化国家实现产品批量生产和新产品研发所不可缺少的工具。
用模具生产制品所表现出来的高效率、低消耗、高一致性、高精度和高复杂程度是其他任何制造方法所不及的。
换句话说,没有高水平的模具就不会有高水平的工业产品。
模具业是否强盛也反映出一个国家工业的强弱。
其开始是从零件的材料选择择接下是成型参数、密度、收缩率的确定的模具种类与模具设计的关系、塑件的尺寸精度与结构、注射机的选择、模具设计有关尺寸的计算(包括模具行腔型芯的计算及其公差的确定)、注塑机参数的校核、模具结构设计、模具冷却、加热系统计算、注射模标准件的选用及总装技术要求等内容。
这样更有利于加工人员的一线操作,使其通俗易懂加工方便。
本次设计不仅让我熟悉了课本所学的知识,而且让我做到所学的运用到实践当中,更让我了解了塑料模具设计的全过程和加工实践的各种要点。
最后也是最重要的一部,即要画出模具的装配图,并要表示出分型面的位置和最后的的试模。
这次毕业设计的设计过程得到了指导老师的大力帮助,在此表示忠心的感谢。
由于本人的设计水平有限,书中难免有不足的地方,恳请各位老师能给予我批评和指正。
第一章、塑件工艺分析
塑件:
塑料滑轮如图1
产品名称:
塑料滑轮
产品材料:
PA
产品数量:
大批量生产
塑件尺寸:
如图1所示
塑件要求:
塑件外表面光滑平顺,不能有气泡,划痕等缺陷,且不能有顶杆痕迹。
·
·
图1塑件
1.1塑件的原始材料分析
塑件外表面光滑平顺,不能有气泡,划痕等缺陷,且不能有顶杆痕迹。
PA材料性质:
+
尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:
1.14-1.15g/cm3。
拉伸强度:
>60.0MPa。
伸长率:
>30%。
弯曲强度:
90.0MPa。
缺口冲击强度:
(kJ/m2)>5。
尼龙的收缩率为1%~2%.需注意成型后吸湿的尺寸变化。
吸水率100%相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:
215~225℃。
合適壁厚2~3.5mm.PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特別的润滑效果,可在PA中加入硫化物。
PA性能的主要优点
1.机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2.耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
常见的自动扶梯扶手、新型的自行车塑料轮圈等周期性疲劳作用极明显的场合经常应用PA。
3.软化点高,耐热(如尼龙46等,高结晶性尼龙的热变形温度高,可在150度下长期使用.PA66经过玻璃纤维增强以后,其热变形温度达到250度以上).
4.表面光滑,摩擦系数小,耐磨。
作活动机械构件时有自润滑性,噪声低,在摩擦作用不太高时可不加润滑剂使用;
如果确实需要用润滑剂以减轻摩擦或帮助散热,则水油、油脂等都可选择。
从而,做为传动部件其使用寿命长.
5.耐腐蚀,十分耐碱和大多数盐液,还耐弱酸、机油、汽油,耐芳烃类化合物和一般溶剂,,对芳香族化合物呈惰性,但不耐强酸和氧化剂。
能抵御汽油、油、脂肪、酒精、弱堿等的侵蚀和有很好的抗老化能力。
可作润滑油、燃料等的包装材料。
6.有自熄性,无毒,无臭,耐候性好,对生物侵蚀呈惰性,有良好的抗菌、抗霉能力。
7.有优良的电气性能。
电绝缘性好,尼龙的体积电阻很高,耐击穿电压高,在干燥环境下,可作工频绝缘材料,即使在高湿环境下仍具有较好的电绝缘性。
8.制件重量轻、易染色、易成型。
因有较低的熔融粘度,能快速流动。
易于充模,充模后凝固点高,能快速定型,故成型周期短,生产效率高。
PA性能的主要缺点
1.易吸水。
吸水性大,饱和水可以达到3%以上.一定的程度上影响尺寸稳定性和电性能,特别是薄壁件增厚影响较大;
吸水亦会大大降低塑料的机械强度。
在选材时,应顾及使用环境及与别的元件的配合精度的影响。
纤维增强可降低树脂吸水率,使其能在高温、高湿下工作。
尼龙与玻璃纤维亲合性十分良好。
常用于制作梳子、牙刷、衣钩、扇骨、网袋绳、水果外包装袋等等。
无毒性,但不可长期与酸碱接触。
值得注意的是,加入玻纤后,尼龙的抗拉强度可提高2倍左右,耐温能力也相应得到提高.
2.耐光性较差。
在长期偏高温环境下会与空气中的氧发生氧化作用,开始时颜色变褐,继面破碎开裂。
3.注塑技术要求较严:
微量水分的存在都会对成型质量造成很大损害;
因热膨胀作用使制品尺寸稳定性较难控制;
制品中尖角的存在会导致应力集中而降低机械强度;
壁厚如果不均匀会导致制件的扭曲、变形;
制件后加工时设备精度要求高。
4.会吸收水、醇而溶胀,不耐强酸及氧化剂,不能作耐酸材料使用。
PA用途
尼龙主要用于汽车工业,电气电子工业,交通运输业,机械制造工业,电线电缆通讯业,薄膜及日常用品.制造各种轴承,齿轮,圆齿轮、凸轮、伞齿轮、输油管,储油器,保护罩,支撑架,车轮罩盖,导流板,风扇,空气过滤器外壳,散热器水室,制动管,发动机罩,车门把手.轴承、齿轮、滑轮泵叶轮、叶片、高压密封圈、垫、阀座、衬套、输油管、贮油器、绳索、传动带、砂轮胶粘剂、电池箱、电器线圈、电缆接头各种滚子、滑轮、泵叶轮、风扇叶片、蜗轮、推进器、螺钉、螺母、耐油密封垫片、耐油容器、外壳、软管、电缆护套、剪切机、滑轮套、牛头刨床滑块、电磁分配阀座、冷陈设备、衬垫、轴承保持架、汽车和拖拉机上各种输油管、活塞、绳索、传动皮带,纺织机械工业设备零雾料,以及日用品和包装薄膜等。
等。
还有包装用带、食品用薄膜(熟食用的高温薄膜和清凉饮料用的低温薄膜)的产量也相当大。
PA成型及后处理
除透明尼龙外,其它尼龙都属于结晶性塑料,有较高的熔点,熔融温度范围较窄,热稳定性不好。
PA较易吸湿,潮湿的尼龙在成型过程中,表现为粘度急剧下降并混有气泡制品表面出现银丝,所得制品机械强度下降,所以加工前材料必需干燥处理,可在80~110℃干燥6小时,成型时允许含水量尼龙6和尼龙66为0.1%,尼龙11为0.15%,尼龙610为0.1%~0.15%,最高不得超过0.2%。
注意,PA类塑料在90℃以上干燥易引起变色。
PA流动性好,易溢料,宜用自锁时喷嘴,并应加热。
同时由于溶体冷凝速度快,应防止物料阻塞喷嘴、流道、浇口等引起制品不足现象。
模具溢边值0.03,而且熔体粘度对温度和剪切力变化都比较敏感,但对温度更加敏感,降低熔体粘度先从料筒温度入手。
成型收缩范围及收缩率大,方向性明显,易发生缩孔,变形等。
PA再生料的使用最好不超过三次,以免引起制品变色或机械物理性能的急剧下降,应用量应控制在25%以下,过多会引起工艺条件的波动,再生料与新料混合必须进行干燥。
开机时应首先开启喷嘴温度,然后再给料筒加温,当喷嘴阻塞时,切忌面对喷孔,以防料筒内的溶体因压力聚集而突然释放,发生危险。
在停机时要清空螺杆,防止下次生产时,扭断螺杆。
使用少量的脱模剂有时对气泡等缺陷有改善和消除的作用。
尼龙制品的脱模剂可选用硬脂酸锌和白油等,也可以混合成糊状使用,使用时必须量少而均匀,以免造成制品表面缺陷。
尼龙制品的后处理是为了防止和消除制品中的残留应力或因吸湿作用所引起的尺寸变化。
后处理方法有热处理法和调湿法两种。
a).热处理常用方法在矿物油、甘油、液体石蜡等高沸点液体中,热处理温度应高于使用温度10~20℃,处理时间视制品壁厚而异,厚度在3mm以下为10~15分钟,厚度为3~6mm时间为15~30分钟,经热处理的制品应注意缓慢冷却至室温,以防止骤冷引起制品中应力重新生成。
b)..调湿处理调湿处理主要是对使用环境湿度较大的制品而进行的,其办法有两种:
一沸水调湿法,二醋酸钾水溶液调湿法(醋酸钾与水的比例为1.25:
1,沸点121℃),沸水调湿法简便,只要将制品放置在湿度为65%的环境下,使其达到平衡吸湿量即可,但时间较长,而醋酸钾水溶液调湿法的处理温度为80~100℃醋酸钾水溶液调湿法,处理时间主要取决制品壁厚,当壁厚为1.5mm时约2小时,3mm为8小时,
 升级会员
升级会员 