品质管理资料PFMEA示例精品版Word格式.docx
《品质管理资料PFMEA示例精品版Word格式.docx》由会员分享,可在线阅读,更多相关《品质管理资料PFMEA示例精品版Word格式.docx(24页珍藏版)》请在冰豆网上搜索。
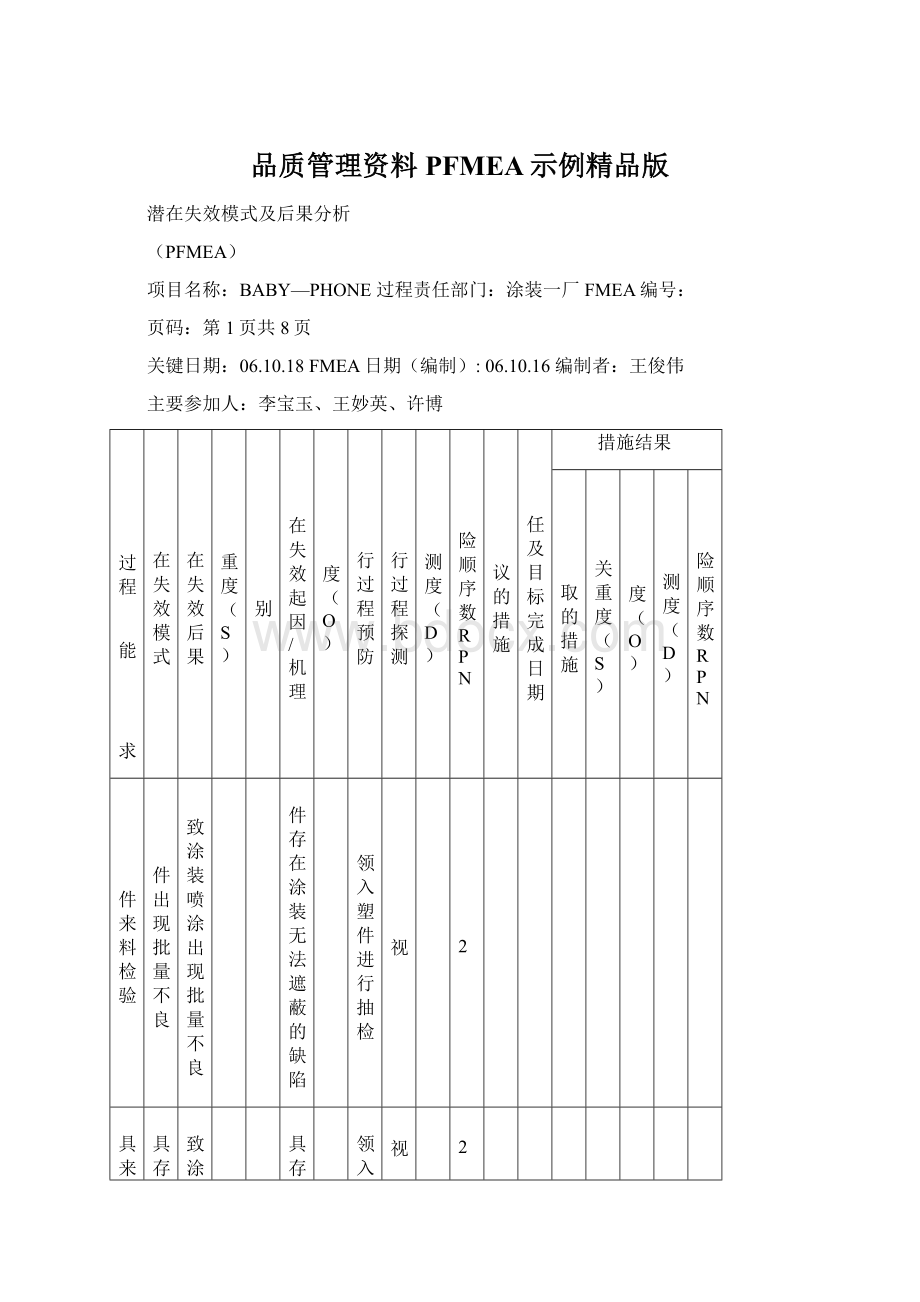
频度(O)
现行过程预防
现行过程探测
探测度(D)
风险顺序数RPN
建议的措施
责任及目标完成日期
措施结果
采取的措施
关重度(S)
塑件来料检验
塑件出现批量不良
导致涂装喷涂出现批量不良
4
塑件存在涂装无法遮蔽的缺陷
3
对领入塑件进行抽检
目视
6
72
卡具来料检验
卡具存在不良
卡具存在毛边或不符合喷涂区域遮蔽要求
对领入卡具进行抽检
工件领入
灰尘、纤维毛带入工厂
工件上灰尘纤维毛过多,除尘困难,产品不良率上升,甚至造成环境清洁度下降
包装物上灰尘
纤维毛多
包装物用
抹布擦去
灰尘并经
物流风淋室风淋除尘
手触
54
来料线检
来料检验漏检
生产线
检验进行
来料全检
装挂工件
装挂过程中对工件污染
因污染造成喷涂不良或附着力下降
2
防静电防尘手套、衣服、帽及鞋掉纤维毛及灰尘
用无尘
布擦拭
36
污染造成喷涂不良
卡具上灰尘
粘在工件上
卡具使用前检查、除尘
机器人教学存在的问题
新军事变革全面发展始于。
时间像小马车教学反思
材料科学概论试题
教师的专业成长ppt潜在失效模式及后果分析
BABY—PHONE过程责任部门:
教师读书摘抄及心得页码:
第2页共8页
教学质量综合测评关键日期:
06.10.16编制者:
教师的情绪管理过程
概率教学方法的研究功能
潜在失
效后果
关重度(S)
工件擦试
擦拭手法错误
导致工件前期处理不彻底
员工操作手法问题
采取3道擦拭,一道湿擦、两道干擦
工件移到输送链
灰尘
清除
不干净
因除尘不良造成不良品
除尘工位灰尘不能及时排走造成工件二次污染
每日擦工位保证环境
清洁
静电枪风压及静电压达不到工艺要求
每周检查静电及风压
压力表
24
自动静电除尘
除尘空压有水、油
引起不良品上升,造成产品不合格
空气中有油或水,造成工件喷涂时有凹坑、针孔
每周排油
排水
除尘
不良
因除尘不良,造成喷涂不良
风枪空气压达不到工艺要求
5
每周检查风枪空气压
45
水盘无水
造成二次污染
班前置换和清洁水盘
7
63
静电枪位置
随时检查
毛轮不能充分除尘
(PFMEA)
第3页共8页
涂料调和,将涂料按工艺要求调配到涂装条件
误用涂料
造成批量不良
标识不清
做好标识
48
贮存
不当
造成涂料失效
密封不良
要求密封好,包括使用一半的涂料
温度、湿度
清洁控制
定期记录检查,失效涂料及时处理
用计量器具检测试
造成涂料不良
调漆时配比不准
电子称量
电子秤
调和粘度不准
粘度杯测3次
粘度杯
过滤不好或容器不干净
500目过滤
干净滤网
调漆及运送过程污染涂料
造成颗粒、纤毛等喷涂不良
运送过程污染
加盖运送
调漆间清洁不彻底
定期清洁调漆间
洁净度测试仪
送排风系统不清洁
定期清洁送排风系统管道
第4页共8页
责任
及目标
完成
日期
采取的
措施
下涂及上涂要求
涂层
有颗粒
不良率
上升
关
重
喷房压力不符合要求
每班检查调整喷房为微正压
纸带
32
纤维毛及灰尘污染工件
保证喷房
正压
涂料搅拌不均匀
开桶前反复振动,开桶后搅拌
循环系涂料清洁不干净
每日使用后清洁
枪嘴、风帽不干净
每日定时
夹具上有灰尘
上线前
80
空调送风不合格
定期更换滤棉
干净滤棉
空气喷涂吐出量、中心压、喷幅不合格造成干喷
班后核对喷涂参数
直尺
每班生产之前检查吐出量、中心压、喷幅
喷漆工
生产之前
每班生产之前检查吐出量、中心压、喷幅并进行调整
60
季节温度及使用溶剂不当
调漆间恒温,每2小时检查一次根据季节选择溶剂
温度计
第5页共8页
流漆
吐出量大、温度低、粘度低
班前每种颜色喷前检查
粘度杯、温度计
64
露底、盖底不良
涂料使用前
搅拌不均
使用前用手搅匀
底材与涂料
色差过大
通过增加涂膜厚度改善,同时加强工序中检查
机器人喷涂参数
粘度低、遮盖力不良
每2小时检查粘度
凹坑、针孔、缩孔
涂装环境及被涂件上有不洁净物
环境清洁,工件入厂清洁
工件入厂后被
油污染
防静电手套及防静电服
涂料存储中变质
涂料存储环境管理保质期内使用完注意密封
遮喷
过喷
卡具局部缝隙过大
修改卡具
第6页共8页
色差
不良率上升
涂料搅拌不均
手动搅拌
目视手触
涂料变质、存储不当
按
 升级会员
升级会员 