质量管理学计算题Word文件下载.doc
《质量管理学计算题Word文件下载.doc》由会员分享,可在线阅读,更多相关《质量管理学计算题Word文件下载.doc(4页珍藏版)》请在冰豆网上搜索。
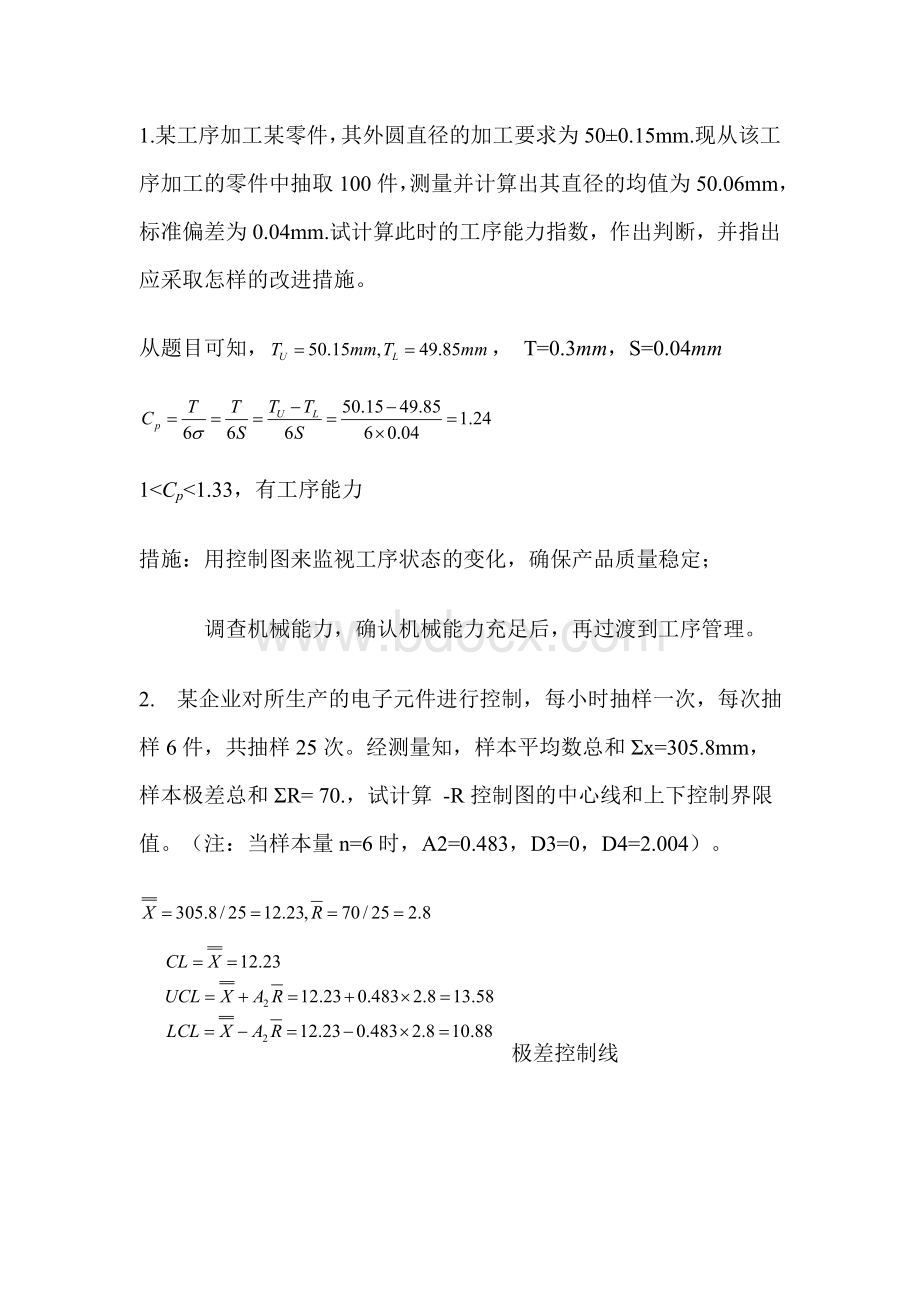
措施:
用控制图来监视工序状态的变化,确保产品质量稳定;
调查机械能力,确认机械能力充足后,再过渡到工序管理。
2.某企业对所生产的电子元件进行控制,每小时抽样一次,每次抽样6件,共抽样25次。
经测量知,样本平均数总和Σx=305.8mm,样本极差总和ΣR=70.,试计算-R控制图的中心线和上下控制界限值。
(注:
当样本量n=6时,A2=0.483,D3=0,D4=2.004)。
极差控制线
3.某工序收集了80个直径尺寸,按样本大小n=4,共收集了20个组,合计80个数据,统计每组数据的平均值和极差见下表所示。
当n=4时,A2=0.729;
d2=2.059;
D3=0;
D4=2.0282,该工序生产零件的尺寸公差为Φ19.40±
0.20mm(即公差上限为19.60mm,公差下限为19.20mm)试根据所给数据计算出均值-极差控制图的控制界限,并计算和评判该工序的工序能力。
样本组
1
2
3
4
5
平均值
19.35
19.40
19.36
19.39
极差(R)
0.08
0.10
0.06
0.09
6
7
8
9
10
19.43
19.37
19.38
0.05
0.03
0.04
0.12
11
12
13
14
15
19.41
0.07
16
17
18
19
20
19.42
0.11
4、某奶制品加工厂对某种奶粉加工的质量要求之一是:
每百克奶粉中的含水量不得超过3克。
目前抽验结果表明,每百克奶粉中平均含水2.75克,标准偏差为0.05克。
试计算此时的工序能力指数,并作出判断,指出应采取的措施。
(10分)
5.某车间拟利用控制图对生产过程进行质量控制。
现每小时从生产过程取5个产品组成样本,共抽取了30个样本。
经测量计算,样本平均值总和458.4,样本极差总和=127.6。
请计算“平均值-极差控制图”的控制中心线上下控制界限的值。
档样品容量n=5时,A2=0.577,D4=2.114,D3=0)
6.某金属材料抗拉强度的要求不得少于x=32kg/cm2,抽样后测得:
X均=38kg/cm2,s=1.8kg/cm2,试求工序能力指数Cp。
 升级会员
升级会员 