活塞式压缩机安装施工方案DOCWord文档格式.docx
《活塞式压缩机安装施工方案DOCWord文档格式.docx》由会员分享,可在线阅读,更多相关《活塞式压缩机安装施工方案DOCWord文档格式.docx(30页珍藏版)》请在冰豆网上搜索。
学号:
12016303
目录
1、工程概况.......................................................................................3
1.1工程简介.......................................................................................3
1.2主要的技术参数............................................................................3
2、编制依据......................................................................................4
3、施工基本程序..............................................................................4
4、压缩机的主要结构特征..............................................................6
5、施工准备......................................................................................9
5.1施工前准备...................................................................................9
5.2要求............................................................................................10
5.3技术资料......................................................................................10
6、开箱检查.....................................................................................10
7、基础验收及处理.........................................................................12
7.1基础验收......................................................................................12
7.2基础处理......................................................................................13
8、压缩机就位、找正和找平.........................................................13
9、压缩机拆检、安装.....................................................................14
9.1曲轴、连杆、十字头的安装..........................................................14
9.2填料、气筒、气缸的安装.............................................................16
9.3活塞的安装.................................................................................17
9.4刮油器、气阀的安装....................................................................18
9.5电机的安装..................................................................................18
9.6辅机的安装.................................................................................18
9.7管路系统的安装...........................................................................18
10、质量保证措施...........................................................................19
11、HSE保证措施...........................................................................22
12、劳动力需求及施工进度计划...................................................23
12.1劳动力需求................................................................................24
12.2施工进度....................................................................................24
13、主要施工机具、施工手段用料及技措用料一览表...............24
14、交工技术文件...........................................................................26
1工程概况
1.1中建集团投资新建64万吨/年乙烯装置热区废碱氧化包(GB-501)内包含一套湿式氧化空气压缩机组,位号为CB-501X。
装置位置全部集中在扬子石油化工股份有限公司芳烃厂区内,装置实际占地(不含用道路)东西长224米,南北方向东侧50米,西侧71米,占地面积13268.54米。
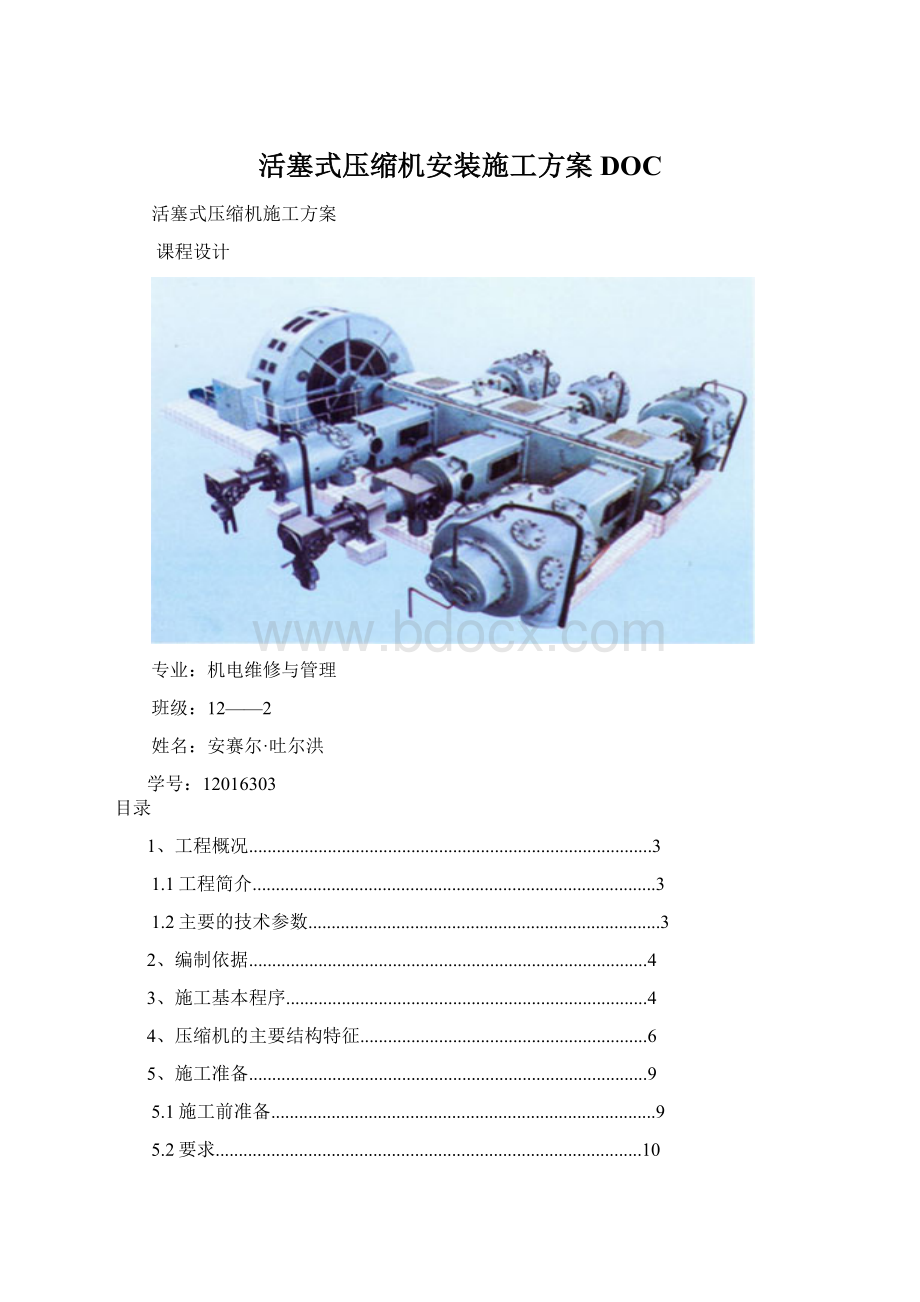
本压缩机为四列、水冷式、M型少油润滑湿式氧化气压缩机。
四级压缩,将空气由常压压缩至4.83Mpa(G)。
布置方式为单层平面置,其整体结构简图见图1。
1.2主要的技术参数
1.2.1压缩机
1)排气量(吸入状态)46m3/min
2)各级吸入压力0.001/0.128/0.513/1.636MPa(G)
3)各级排气压力0.128/0.513/1.636/4.83MPa(G)
4)各级吸入温度38/40/40/40C°
5)各级排气温度136/155/158/157C°
6)冷却水进水温度33C°
7)冷却水排水温度≤43C°
8)润滑油压力(G)0.25~0。
35MPa
9)进水压力(G)0.45MPa(进出水压差0.2MPa)
10)压缩机转速420r/min
11)轴功率435Kw
12)活塞行程240mm
13)各级气缸直径610/430/270/175mm
14)噪声(声功率级)≤85Db(A)
15)最大零件重量(机身部件)4276Kg
16)传动方式异步电机直联传动
17)主机外形尺寸(长、宽、高)7990*6078*3836mm
1.2.2电动机
a.型号YAKK6303-14WTH
b.形式异步电动机
c.额定功率500KW
d.额定电压6000V
e.同步转速428r/min
f.电机重量9910Kg
2编制依据
2.1《压缩机、风机、泵安装工程施工及验收规范》GB50275-98
2.3《化工机器安装工程施工及验收规范(中小型活塞式压缩机)》HGJ206-92
2.4《化工机器安装工程施工及验收规范(对置式压缩机)》》HGJ204-83
2.5《化工机器安装施工及验收规范(通用规定)》HGJ203-83
2.6湿式氧化空气压缩机组随机资料(沈阳远大压缩机制造有限公司)4M10(Y2).CM
2.7MITSYBISHIHEAVYINDUSTRIES,LTD提供的废碱回收工艺包(GB-501)的设计资料;
3施工基本程序
往复式压缩机组施工程序见图3-1。
4压缩机的主要结构特征:
4.1主要零部件
4.1.1机体由机身,中体组成,机身中体材料为灰铸铁.它们之间用螺栓连接成一体,并分别用螺栓固定在基础上,机身为对称平衡式,机体中装有曲轴、连杆、十字头。
机身顶部为开口的,可用来安装主轴承,曲轴和连杆,主轴承上端有支撑梁与机身紧密配合并用长拉杆螺栓紧固以增强机身刚性,总装完成后用机身盖板来密封。
中体两侧都有窗口,用来安装十字头销及连接十字头与活塞杆等,工作时窗口用盖板密封。
机身上端有呼吸器,用于曲轴箱的通风换气,机身安装的详细说明请看本说明的安装部分。
机身底面倾斜,便于油流出,主轴承采用滑动轴承,为分体上下对开式结构,为薄壁瓦,轴承盖设有吊装螺孔和安装测温元件的螺孔。
4.1.2曲轴是由35号钢制成,它由主轴颈,曲柄颈,拐臂等组成,相对列的曲柄错角互为180°
,相邻列的曲柄错角为90°
。
轴伸端装联轴器与电机相连。
润滑油由主轴承进入曲轴上的油孔,经过连杆体内油孔流向十字头销并润滑十字头滑板。
4.1.3连杆是由35号钢制成,它由连杆体和连杆盖组成,它们通过两根连杆螺栓、螺母将两体式大头轴瓦组成一体,连杆体有接通曲轴与十字头销的油孔。
连杆大头轴瓦为薄壁轴瓦,小头轴瓦为锡青铜的整体式,压入连杆小头孔时。
为保证安全运转,连杆螺栓工作时间累积超过16000小时,必须报废更换。
4.1.4十字头为上下侧圆筒形分体组合式结构,十字头体和上下两个可拆卸的滑履采用楔槽定位,并借助螺钉连接成一体,滑履与十字头体之间有调整垫片,由于机身两侧十字头侧向力的方向相反,为保证十字头与活塞杆运行的同心,制造厂组装时,已将受力相反的十字头与滑履间垫片数量进行调整,用户在安装检修时,不应随意调换十字头和增减垫片。
十字头体是由ZG230-450制成,上下滑履材料为20号钢,承压表面挂有轴承合金,并开有油槽以利于润滑油的分布。
十字头销为锥销型式,安装固定于十字头销孔中,销体内分布轴向和径向油孔,用于润滑油的输送。
与活塞杆连接采用结合器结构,结合器的背帽和活塞杆外螺纹配合,以调整垫调整活塞内外止点间隙。
4.1.5中间接筒为铸铁制成的单隔室筒形部件,是中体与气缸连接的桥梁,通过螺栓螺母把中体和气缸联在一起,接筒上有排污口、放空孔、进出水口及注油口等。
与中体连接侧有刮油环部件,防止机身润滑油进入缸体内,接筒两侧的大窗户,用于对填料刮油环的拆装及维护。
4.1.6刮油环由锡青铜制成,是为刮下活塞杆上粘附的润滑油而设的,刮油环通过接筒窗口装入。
刮油环部件由压盖、壳体、刮油环组成。
4.1.7气缸采用水冷式结构。
本机设有四级四个气缸,均为双作用铸铁缸,各级缸进排气口为上进下出。
4.1.8一、二、三、级活塞为铸铝(ZL401)材料,表面进行阳
 升级会员
升级会员 