SMT加工品质协议_Word格式.doc
《SMT加工品质协议_Word格式.doc》由会员分享,可在线阅读,更多相关《SMT加工品质协议_Word格式.doc(3页珍藏版)》请在冰豆网上搜索。
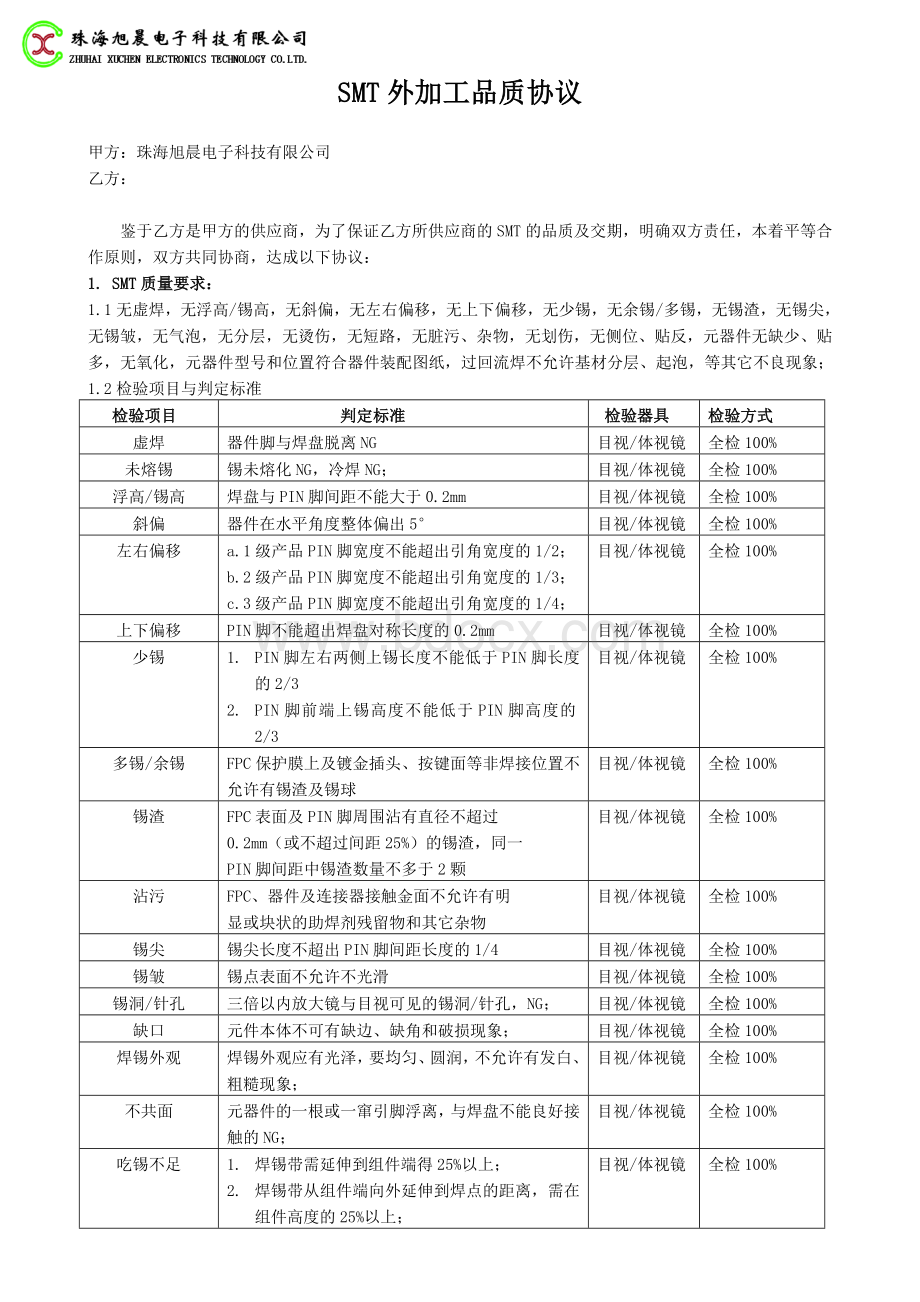
检验器具
检验方式
虚焊
器件脚与焊盘脱离NG
目视/体视镜
全检100%
未熔锡
锡未熔化NG,冷焊NG;
浮高/锡高
焊盘与PIN脚间距不能大于0.2mm
斜偏
器件在水平角度整体偏出5°
左右偏移
a.1级产品PIN脚宽度不能超出引角宽度的1/2;
b.2级产品PIN脚宽度不能超出引角宽度的1/3;
c.3级产品PIN脚宽度不能超出引角宽度的1/4;
上下偏移
PIN脚不能超出焊盘对称长度的0.2mm
少锡
1.PIN脚左右两侧上锡长度不能低于PIN脚长度的2/3
2.PIN脚前端上锡高度不能低于PIN脚高度的2/3
多锡/余锡
FPC保护膜上及镀金插头、按键面等非焊接位置不允许有锡渣及锡球
锡渣
FPC表面及PIN脚周围沾有直径不超过
0.2mm(或不超过间距25%)的锡渣,同一
PIN脚间距中锡渣数量不多于2颗
沾污
FPC、器件及连接器接触金面不允许有明
显或块状的助焊剂残留物和其它杂物
锡尖
锡尖长度不超出PIN脚间距长度的1/4
锡皱
锡点表面不允许不光滑
锡洞/针孔
三倍以内放大镜与目视可见的锡洞/针孔,NG;
缺口
元件本体不可有缺边、缺角和破损现象;
焊锡外观
焊锡外观应有光泽,要均匀、圆润,不允许有发白、粗糙现象;
不共面
元器件的一根或一窜引脚浮离,与焊盘不能良好接触的NG;
吃锡不足
1.焊锡带需延伸到组件端得25%以上;
2.焊锡带从组件端向外延伸到焊点的距离,需在组件高度的25%以上;
3.超过以上标准则NG;
气泡
气泡不超出0.2mm,数量不多于一个
分层
开窗口根部保护膜起泡长度不超过0.2mm,且不能使相邻导线桥接
烫伤
不允许器件本体烫伤、变形
短路/连锡
1.不在同一线路上的两个PIN脚不允许连接
2.不同位置两焊点或两导脚间连锡、碰脚为不良;
缺件/多件
板上零件不可缺装或多装任何组件;
目视
翻件
不允许有翻面现象;
错料
不允许有错料现象;
(即元器件的型号、参数、形体、大小、料号、颜色等不相符)
板面脏污
1.锡油呈棕色或深黄色一律不可;
2.锡烟:
焊锡表面产生雾化一律不可;
3.金手指色迹残留或生锈,NG;
4.热压或打线金手指沾锡一律不可;
元器件破裂缺损
1.任何组件上之吃锡点处有崩裂状或明显痕迹均不合格;
2.组件上吃锡处之外有轻微划伤但对电性及可靠性无影响时:
a)深度不可大于1/4组件高;
b)宽度不可大于1/4宽度;
c)长度不可大于组件长度的1/2;
3.引脚吃锡层剥落,超过组件的1/4W或1/4,不合格;
(会引起吃锡过少或焊点不可靠)
过回流焊
不允许基材分层、起泡
器件型号、位置
符合器件装配图纸
图纸/目视
2.质量保证
2.1供应商内部必须建立起质量管控体系,以便满足客户要求。
如加工前首检,加工时抽检,出货前全检等。
2.2发到我司的产品必须附有“出货检验报告”,检验项目必须包含我司质量要求中的所有项目。
2.3无“出货检验报告”的以质量异常处理。
3.包装方式:
包装要求采用甲方委托乙方加工的包装材料包装。
4.质量异常的处置
4.1质量异常按批退、筛选、特采三种方式处置。
4.2检验发现不合格,填写异常联络单通知供应商改善,供应商在2小时内给出临时处理措施24小时内提供改善报告。
4.3异常问题不能重复发生,每月累计,同样异常从第二次开始对供应商采取扣款处理。
a.批退,每批按元扣罚处理。
b.筛选,由供应商派人来我司筛选或由我司按人员筛选,按元/小时收取选别费用。
c.特采,每特采一批按元扣罚处理。
4.4异常造成的我司交期的延误,每款按元扣罚处理。
4.5因SMT加工问题涉及到产品的报废或客户端的赔款,则由供应商承担所有损失。
甲方(签字):
乙方(签字):
(盖章):
(盖章):
年月日年月日
 升级会员
升级会员 