电火花作业指导书1_Word格式文档下载.doc
《电火花作业指导书1_Word格式文档下载.doc》由会员分享,可在线阅读,更多相关《电火花作业指导书1_Word格式文档下载.doc(7页珍藏版)》请在冰豆网上搜索。
1.4.2过滤网需清理一次。
1.5半年保养:
1.5.1检查伺服马达及头部是否正常运转,有无异音;
1.5.2油箱里需清理杂物,保持加工油的干净清透,加工方便;
1.5.3检查重新调整工作台水平面;
1.6年度保养:
1.6.1检查润滑油管,接头是否良好,有无漏油或损坏;
1.6.2检查灭火器气压有无足够;
1.6.3更换油箱的过滤网;
1.6.4清洗油箱,更换冷却油。
2.注意安全事项:
2.1较重的工件,不能单独搬上工作台,应与别人一起抬上工作台或用叉车;
2.2正在加工中,请勿用手触摸电极,以防触电;
2.3加工中,不能将毛刷放在机头边,应隔离远点,以防止火花喷出,燃烧到毛刷而引起火灾;
2.4拆大电极时,应叫人协助,以免电极砸到手指。
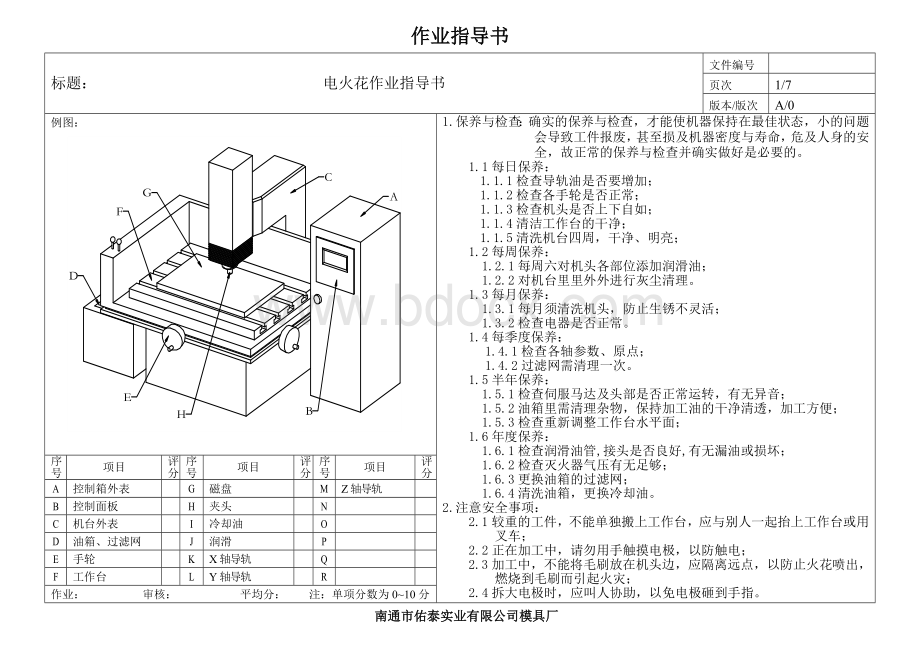
序号
项目
评分
A
控制箱外表
G
磁盘
M
Z轴导轨
B
控制面板
H
夹头
N
C
机台外表
I
冷却油
O
D
油箱、过滤网
J
润滑
P
E
手轮
K
X轴导轨
Q
F
工作台
L
Y轴导轨
R
作业:
审核:
平均分:
注:
单项分数为0~10分
南通市佑泰实业有限公司模具厂
2/7
2.5电火花机机台、电控箱上不得放置电机及其它工具物品。
2.6待加工的工件应在工作台上按顺序摆好。
3.工件加工流程:
校工件
开机
检查电极
看图纸
走尺寸
定深度
分中
校电极
查原因
停机
不正常
放电时观察
放电加工
设定参数
加工完成
继续加工
正常
返工
不合格
送品检
拆下工件
自检查
下一工序
合格
4.操作步骤、内容:
4.1看图纸:
看清楚所要加工的位置,尺寸有无清楚;
4.2检查电极:
电极是否正确,(如是否要让位,要清角,要斜度、R角等)量电极火花位;
4.3开机:
打开总电源 启动电尺表 启动机头关掉液面检测打开轴位键;
4.4校工件:
工件需先用油石修平周围和底部,然后校正在工作台中间;
4.5校电极:
应看清楚电极方向后再校正;
4.6分中:
分中前应先设定小电流参数,碰火花才会准确;
4.7定深度:
应以图纸所标示的基准面定深度,并注意正负深度;
4.8走尺寸:
应注意工件基准面走尺寸,走完尺寸手轮插销应拔出,以免碰到错位;
4.9设定参数:
以电极火花位及麻面要求来设定电流参数;
4.10放电时观察:
放电后应先看是否正常,如有不正常(不放电、电极摆动、电极撞坏等)立刻停
机,查找原因(电极与工件中有杂物、短路、电极或机头不紧固、或机台出故障),并解决问
题,如果正常,冲油继续加工观察,加工有一定深度时,应停下来量一下型腔和周边的尺寸是否准确;
4.11加工完毕:
加工完毕后,自己检查尺寸有无到位,麻面是否均匀,尺寸无到位时应平动到位。
4.12拆下工件:
确定无误后,拆下工件,然后移送品检课检验;
4.13品检课:
检验完毕后,合格送至下一工序,不合格退回返工。
5.加工参数:
在电火花加工中、电参数对加工的工艺指标起着决定性作用,因此正确选择加工各阶段的加工规准,是高效加工的关键。
5.1一般说来,电参数对工艺指标影响
如下:
5.1.1脉宽越大,表面粗糙度高,尺寸精度低,但加工速度高,电极损耗小。
5.1.2高压脉冲主要作用是形成先导击穿,有利于加工稳定。
5.1.3在脉宽和停歇时间一定时,加工电流幅值越大,加工速度越高,但电极损耗亦增大。
加工电流还应与加工面
电火花作业指导书
3/7
积相适应,电流密度太大,容易产生烧伤。
5.2加工规准选择一般应遵循下述原则:
5.2.1在粗糙度允许范围内,应尽量考虑加工速度。
一般情况下,粗糙度降低1/2,加工速度降低2/3以上,因此,不应盲目降低粗糙度。
5.2.2在精加工时,达到同样粗糙度,有损耗加工与无损耗加工,其速度相差近3倍,因此,加工的最后阶段,应牺牲电极损耗指标,以缩短加工时间。
5.2.3在盲孔或不能打冲油孔的型腔加工中,应采用抬刀加工,以利排屑,保持加工稳定,提高加工速度。
5.2.4起始加工规准,由于刚始加工时,接触放电面积较小,不宜采用粗加工规准,应逐步增加加工电流及脉宽。
5.2.5以降低表面粗糙为目标时,应采用分段实现的方法,直到达到最终要求。
5.2.6在加工规准不变的情况下,改变放电间隙电压,可得到不同的加工速度和电极损耗,因此放电间隙电压建议调节在下述范围:
粗加工:
30—70;
中加工:
70—90;
精加工90—150。
4/7
6.石墨——钢
加工规准
加工状态
工艺指标
POC
NO
OFF
T
S
V
加工面积mm2
加工速度mm3/分钟
粗糙度Pa
单边间隙mm/max
相对损耗%
备注
1
-
06
04
01
3
90
1.5
400
2
1.6
25
12
08
02
6
2.5
50
10
11
80
5
3.0
60
4
05
28
5.0
13
20
7.2
110
<
17
15
85
125
150
7
18
24
35
1000
270
>
230
8
19
07
70
57/60
9
22
190
16.5
180
14
30
1500
450
12.5
250
5/7
6.铜钨——超硬合金加工
+
0.5
0.8
45
1.4
03
40
3.5
1.25
6.5
16
7.5
500
2.0
2.2
2.8
23
55
3.2
6/7
6.铜——钢(低损耗加工)
加工电流A
100
0.09
4.5
0.10
26
5.5
0.12
=3
6.5
0.15
 升级会员
升级会员 