钣金结构设计准则文档格式.docx
《钣金结构设计准则文档格式.docx》由会员分享,可在线阅读,更多相关《钣金结构设计准则文档格式.docx(27页珍藏版)》请在冰豆网上搜索。
为此设计人员应该注意以下制造方面事项。
钣金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。
良好的工艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质量稳定。
在一般情况下,对钣金件工艺性影响最大的是材料的性能、零件的几何形状、尺寸和精度要求。
如何在薄板构件结构设计时充分考虑加工工艺的要求和特点,这里推荐几条设计准则。
2.1 简单形状准则
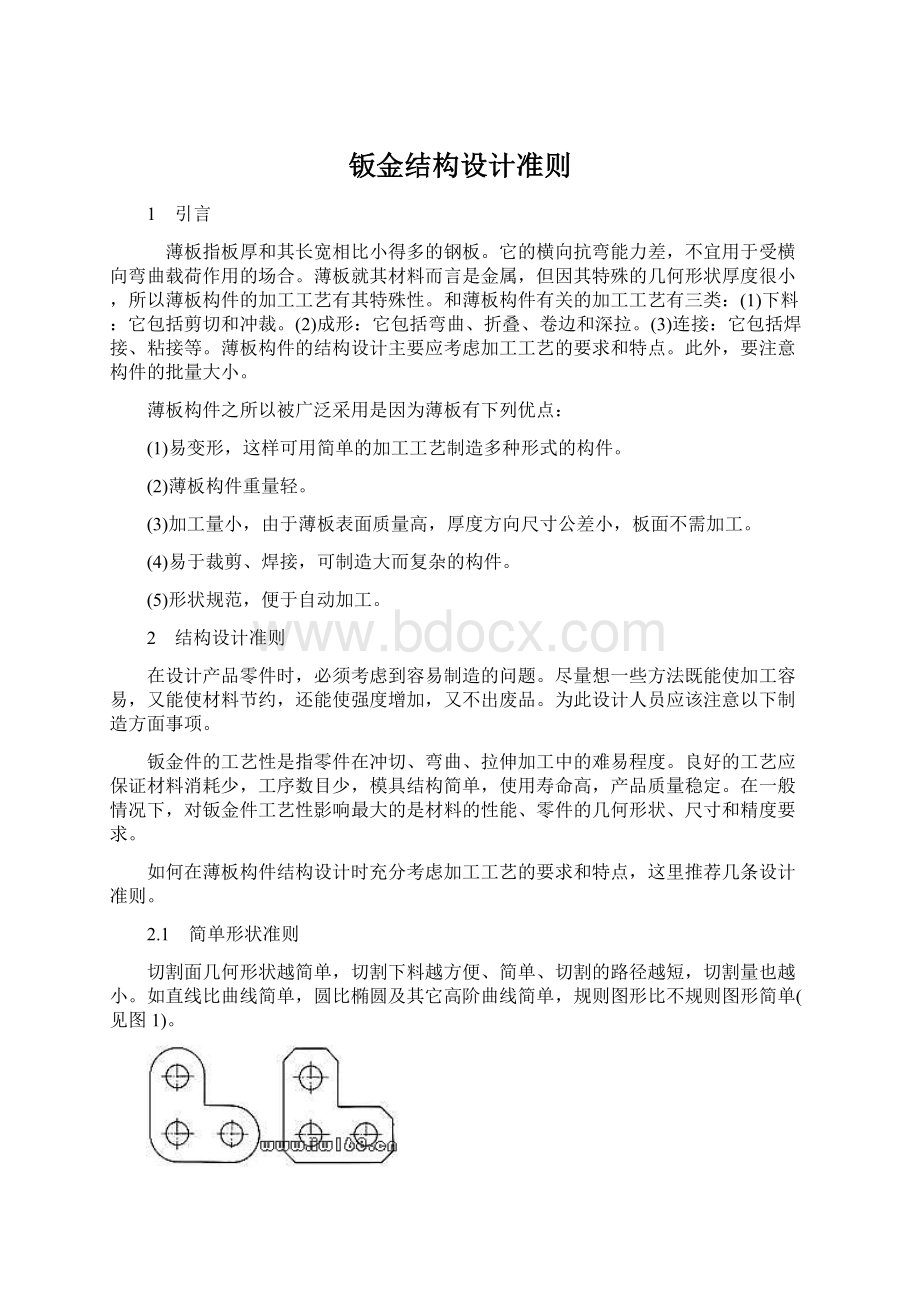
切割面几何形状越简单,切割下料越方便、简单、切割的路径越短,切割量也越小。
如直线比曲线简单,圆比椭圆及其它高阶曲线简单,规则图形比不规则图形简单(见图1)。
(a)不合理结构 (b)改进结构
图1
图2a的结构只有在批量大时方有意义,否则冲裁时,切割麻烦,因此,小批量生产时,宜用图b所示结构。
图2
2.2 节省原料准则(冲切件的构型准则)
节省原材料意味着减少制造成本。
零碎的下角料常作废料处理,因此在薄板构件的设计中,要尽量减少下脚料。
冲切弃料最少以减少料的浪费。
特别在批量大的构件下料时效果显著,减少下角料的途径有:
(1)减少相邻两构件之间的距离(见图3)。
(a)不合理结构 (b)改进结构
图3
(2)巧妙排列(见图4)。
图4
(3)将大平面处的材料取出用于更小的构件(见图5)。
(a)不合理结构 (b)改进结构
图5
2.3 足够强度刚度准则
⑴、带斜边的折弯边应避开变形区
⑵.两孔之间的距离若太小,则在切割时有产生裂纹的可能。
零件上冲孔设计应考虑留有合适的孔边距和孔间距以免冲裂。
零件的冲孔边缘离外形的最小距离随零件与孔的形状不同有一定的限制。
当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;
平行时,应不小于1.5t。
最小孔边距和孔间距见表。
模具制作上以圆孔最坚固好制造维修,唯开孔率较低。
以正方形孔开孔率最高,但因是90度角,角边容易磨损崩塌,造成要修模而停线.而六角形的开孔其大于90度的120度角比正方形孔开孔更坚固但开孔率在边缘比正方形孔差一点。
⑶.细长的板条刚度低,也易在剪裁时产生裂纹,特别是对刀具的磨损严重。
5}3C/r;
w6U
]&
z*x
冲裁件的凸出或凹入部分的深度和宽度,一般情况下,应不小于1.5t(t为料厚),同时应该避免窄长的切口与和过窄的切槽,以便增大模具相应部位的刃口强度。
见图3.3.1。
!
_'
M&
r(z$]/R2l3x*`6\
V"
T
对一般钢A≥1.5t;
对合金钢A≥2t;
对黄铜、铝A≥1.2t;
t—材料厚度。
2.4 可靠冲裁准则
图9a所示的半圆切线结构冲裁加工很难。
因为这要求准确地确定刀具和工件之间的相对位置。
准确测量定位不仅费时,更重要的是,刀具由可磨损和安装的误差,精度通常达不到这么高的要求。
这样的结构一旦加工稍有偏差,质量很难保证,且切割外观差。
所以应采用图b所示的结构,它可保证可靠的冲裁加工质量。
(a)不合理结构 (b)改进结构
图9
2.5 避免粘刀准则(穿破件的构型准则)
在构件中间冲裁切割时会出现刀具和构件粘接交紧的问题。
解决的办法:
(1)留有一定的坡度;
(2)切割面连通(见图10和图11)。
(a)不合理结构 (b)改进结构
图10
图11
当搭接在一道工序中用冲切法制成90°
的弯边时,选材要注意材质不宜太硬,否则易在直角弯折处破裂。
应在弯边位置设计工艺切口,防止折角处破裂。
2.6 弯曲棱边垂直切割面准则
薄板在切割加工以后,一般还要进一步进行成形加工,比如弯曲。
弯曲棱边应垂直于切割面,否则交汇处产生裂纹的危险升高。
若因其它限制垂直要求不能满足时,应在切割面和弯曲棱边交汇处设计一个圆角,其半径大于板厚的两倍。
2.7 平缓弯曲准则
陡峭的弯曲需特殊的工具,且成本高。
此外,过小的弯曲半径易产生裂纹,在内侧面上还会出现皱折(见图16、图17)。
图16
图17
2.8 避免小圆形卷边准则
薄板构件的棱边常用卷边结构,这有多项好处。
(1)加强了刚度;
(2)避免了锋利的棱边;
(3)美观。
但卷边应注意两点,一是半径应大于1.5倍的板厚;
二是不要完全的圆形,这样加工起来困难,图18b所示的卷边比各自a所示的卷边易加工。
2U6C!
|"
x/_;
m5S
图18
2.9 槽边不弯曲准则
弯曲棱边和槽孔棱边要相距一定的距离,推荐值是弯曲半径加上2倍的壁厚。
弯曲区受力状态复杂,且强度较低。
有缺口效应的槽孔也应排除在这个区域以外。
既可以将整个槽孔远离弯曲棱边,也可以让槽孔横跨整个弯曲棱边(见图19)。
:
f7L'
^/S2f(h
图19
2.10 复杂结构组合制造准则
空间结构过于复杂的构件,完全靠弯曲成形比较困难。
因此尽量将结构设计得简单一些,在非复杂不可的情况下,可用组合构件,即将多个简单的薄板构件用焊接,螺栓连接等方式组合在一起。
图20b的结构比其图20a的结构易加工。
/L!
g5h!
t8W4q:
p+^
图20
2.11 避免直线贯通准则
o!
m,X+Z&
Z1P
薄板结构有横向弯曲刚度较差的缺点。
大平板结构易屈曲失稳。
进一步还会弯曲断裂。
通常用压槽来提高其刚度。
压槽的排列方式对提高刚度的效果影响很大,压槽排列基本原则是避免无压槽区域直线贯通。
贯通的低刚度窄带易成为整个板面屈曲失稳的惯性轴。
失稳总要围绕一个惯性轴,因此,压槽的排列要切断这种惯性轴,使它越短越好。
图21a所示的结构,无压槽区域形成多条贯通的窄条。
围绕这些轴,整个板的弯曲刚度没有改进。
图21b所示结构没有潜在的连通失稳惯性轴,图22列出了常见的压槽形状和排列方式,从左到右刚度增强效果逐渐加大,不规则排列是避免直线贯通的有效方法。
B'
l2s;
b1?
'
R1{+N&
N*P!
M
图21
图22
2.12 压槽连通排列准则
压槽的终点疲劳强度低是薄弱环节,如果压槽连通,其部分终点将消灭。
图23是一个卡车上的电瓶箱,它受动载作用,图23a结构在压槽端都产生了疲劳破坏。
而图23b结构就不存在这一问题。
陡峭的压槽端面应避免,可能的情况下压槽延至边界(见图24)。
压槽的贯通消除了薄弱的端部。
但压槽的交汇处要有足够大的空间,使得各压槽之间的相互影响减少(见图25)。
(z4w,}9J;
C1_"
q0{&
r
图23
图24
图25
2.13 空间压槽准则.X"
G#B5_:
c1["
B,},P1A
空间结构的失稳不只限于某一方面,因此,只在一个平面上设置压槽不能达到提高整个结构抗失稳能力的效果。
例如图26所示的U型和Z型结构,它们的失稳会发生在棱边附近。
解决这个问题的方法是将压槽设计成空间的(见图26b结构。
)
图26
2.14 局部松驰准则
薄板上局部变形受到严重阻碍时会出现皱折。
解决的办法是在皱折附近设置几个小的压槽,这样减低局部刚度,减少变形阻碍(见图28)。
$S5H#K9N9P1y2l
图28
2.15冲裁件的构型准则
⑴.最小冲孔直径或方孔的最小边长
冲孔时,应受到冲头强度的限制,冲孔的尺寸不能太小,否则容易损坏冲头。
最小冲孔直径及最小边长见表。
*t为材料厚度,冲孔最小尺寸一般不小于0.3mm。
⑵.冲切缺口原则
冲切缺口应尽量避免尖角,如a图所示。
尖角形式容易减短模具使用寿命,且尖角处容易产生裂纹。
应改为如b图所示。
R≥0.5t(t─材料厚度)
a图
b图
冲裁件的外形及内孔应避免尖角。
在直线或曲线的连接处要有圆弧连接,圆弧半径R≥0.5t。
(t为材料壁厚)
2.16、弯曲件的结构准则
⑴、板件最小弯曲半径
材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。
当材料厚度一定时,内半径r越小,材料的拉伸和压缩就越严重;
当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。
为此规定最小弯曲半径。
常用金属材料最小折弯半径列表
序号
材料
最小弯曲半径
1
08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T2
0.4t
2
15、20、Q235、Q235A、15
0.5t
3
25、30、Q255
0.6t
4
1Cr13、H62(M、Y、Y2、冷轧)(铜)
0.8t
5
45、50
1.0t
6
55、60
1.5t
7
65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS302
2.0t
l弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。
lt为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。
对于如下图所示封闭式弯边零件,其弯边高度h最大不得超过40㎜,若需大于40㎜者,须经校核后方能使用。
⑵、弯曲的最小直边高度
弯曲的直边高度不宜过小,否则不易成形足够的弯矩,很难得到形状准确的零件。
其值h≥R+2t方可。
①一般情况下的最小直边高度要求
弯曲件的直边高度不宜太小,最小高度按图要求:
h>2t。
弯曲件的直边高度最小值
②特殊要求的直边高度
如果设计需要弯曲件的直边高度h≤2t,,则首先要加大弯边高度,弯好后再加工到需要尺寸;
或者在弯曲变形区内加工浅槽后,再折弯。
特殊情况下的直边高度要求
③弯边侧边带有斜角的直边高度
当弯边侧边带有斜角的弯曲件时,侧面的最小高度为:
h=(2~4)t>3mm
弯边侧边带有斜角的直边高度
⑶、弯曲的直边变形处理
①、当a<R时,弯曲后,b面靠a处仍然有一段残余圆弧,为了避免残余圆弧,必须使a≥R。
②、在U形弯曲件上,两弯曲边最好等长,以免弯
 升级会员
升级会员 