刀库安装调整Word格式.docx
《刀库安装调整Word格式.docx》由会员分享,可在线阅读,更多相关《刀库安装调整Word格式.docx(15页珍藏版)》请在冰豆网上搜索。
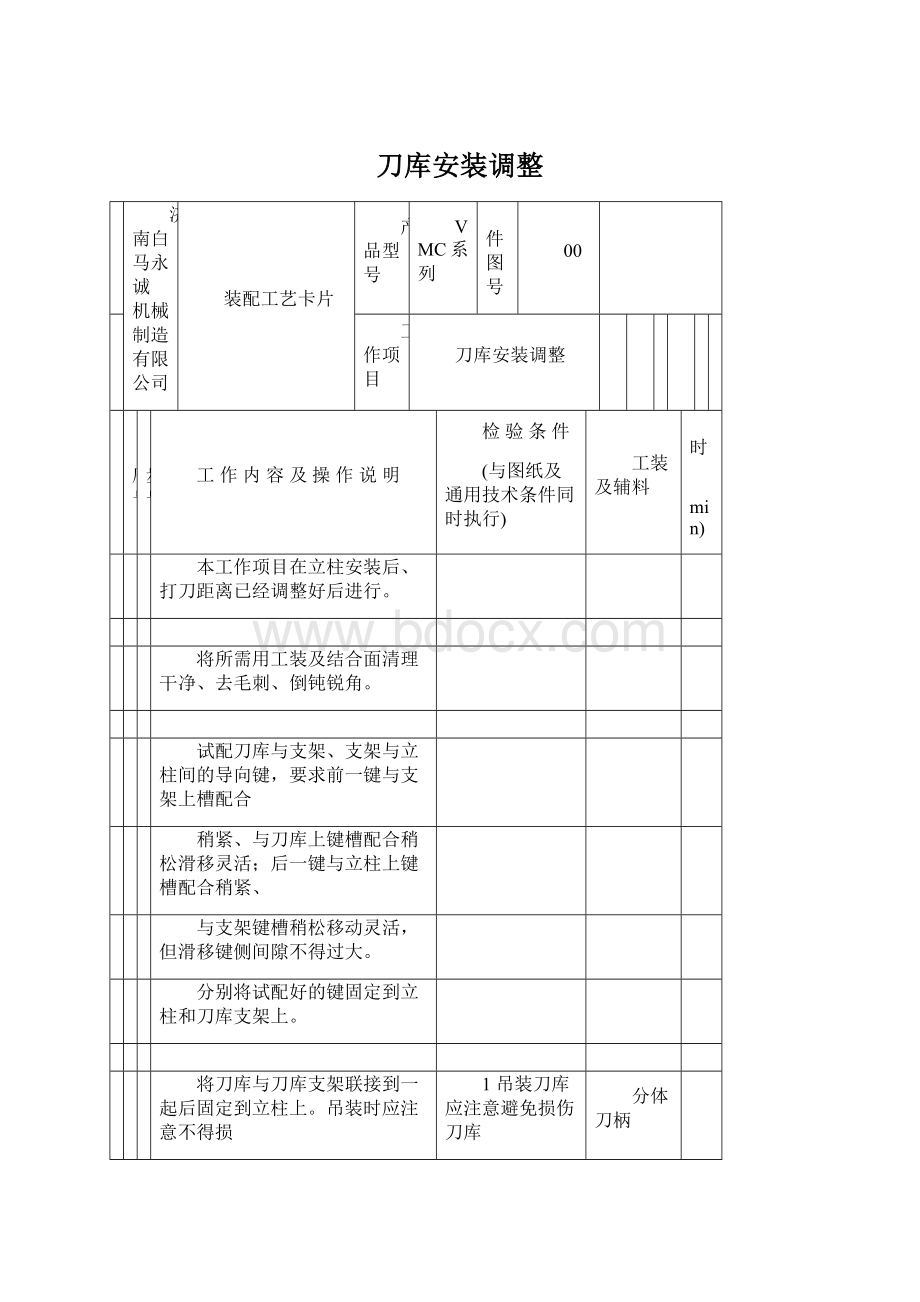
工序号
工步号
工作内容及操作说明
检验条件
(与图纸及通用技术条件同时执行)
工装及辅料
工时
(min)
本工作项目在立柱安装后、打刀距离已经调整好后进行。
将所需用工装及结合面清理干净、去毛刺、倒钝锐角。
2
试配刀库与支架、支架与立柱间的导向键,要求前一键与支架上槽配合
稍紧、与刀库上键槽配合稍松滑移灵活;
后一键与立柱上键槽配合稍紧、
与支架键槽稍松移动灵活,但滑移键侧间隙不得过大。
分别将试配好的键固定到立柱和刀库支架上。
3
将刀库与刀库支架联接到一起后固定到立柱上。
吊装时应注意不得损
1吊装刀库应注意避免损伤刀库
分体刀柄
伤刀库。
86000504
4
装好各向调整装置后进行刀库调整,
2换刀点的调整按工序内容进行
4-1
圆盘式刀库的调整:
主要进行换刀臂与主轴的换刀点的重合。
检查。
描图
将主轴箱上移到Z向最高点后将分体刀柄的上体锥柄部分装入主轴孔
描校
内并拉紧,同时在换刀臂内装入分体刀柄的下体。
手动旋转换刀机构电机使换刀臂下落至最大长度,在Y-Z和Z-X平面
内检查换刀臂轴的轴线与Z向运动的平行度0.15/300。
底图号
如超过此数值则需调整刀库支架与立柱结合面与Z向运动的平行度以
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
装订号
标记
处数
更改文件号
签字
日期
装配工艺卡片(续)
使换刀臂与主轴轴线垂直。
将换刀臂转动到扣刀位置后下移主轴箱,使分体刀柄的上体锥柄部与
换刀臂上分体刀柄的下体之间的间隙约为2㎜。
注意此时主轴的方位应为主轴定向位。
用调整装置调整刀库在X和Y向的位置,同时用分体刀柄的中间轴检
验分体刀柄的上下两体的中心是否重合。
上下两体中心重合则换刀臂
与主轴的换刀点轴线重合调整完毕。
5
换刀点的调整(此工序在通电后进行,工装的使用按工步1内要求):
Z向返回参考点后手动将换刀臂转动到扣刀位置后,检查使分体刀柄的
上体锥柄部与换刀臂上分体刀柄的下体之间的间隙为0.2-0.3㎜之间。
在参考点栅格偏移参数内数值为0时,当此间隙为“-5~+0.3㎜”之间数
值时可以通过调整参考点栅格偏移参数内数值来进行调整,此参数的单
位为0.001㎜;
超过上述范围时,只能通过调整参考点挡块进行调整。
参考点位置的的调整及检查过程按“参考点及行程挡块设定”项目内的
步骤进行。
6
检查换刀手在松夹刀时的变形量:
将Z轴返回参考点后,在机械手上装上刀柄后手动将换刀臂转动到扣刀
位,将指示器的触头触及换刀臂刀夹上进行松夹刀动作,指示器的变化
值在±
0.3mm内。
如超差,重新调整打刀距离或Z向换刀位。
检查换刀过程的正确性:
3设置好换刀点后必须多次试验
以手动方式进行操作,检查刀库刀套倒刀、换刀机构运转换刀、主轴
以后方能自动换刀。
抓松刀及换刀点位置设定是否正确。
重复多次确认所有动作无误后用
换刀程序控制进行多数换刀。
4--2
斗笠式刀库的调整:
主要进行刀夹与主轴换刀点的重合。
检刀盘平面与X—Y平面的平行度,分别沿X和Y方向检。
平行度小
于0.30㎜/全宽。
如超过此数值则需调整刀库支架与刀库。
内并拉紧,同时在刀盘的刀卡内装入分体刀柄的下体。
手动将刀库移到换刀位置。
手动使主轴定向。
下移主轴箱,分体刀柄的上体锥柄部与刀卡上分体刀柄的下体之间的间
的间隙约为2㎜。
上下两体中心重合则刀卡与主
轴的换刀点重合调整完毕。
Z轴回参考点。
8
下移主轴箱,使分体刀柄的上体锥柄部与刀卡上分体刀柄的下体之间
的间隙为0.15—0.25㎜之间。
(用塞尺测量)
9
记录此位置的Z轴座标值。
10
当此位置的Z轴座标值小于365㎜或大于370㎜则调整参考点挡块的位
置;
当此位置的Z轴座标值在365㎜到370㎜之间则调整参考点栅格偏移参
数内数值,此参数单位为0.001。
FANUC系统的参数号为1850。
参考点调整完毕后重复工步8和工步9的操作内容。
保证当Z向坐标值
为365时,分体刀柄的上体锥柄部与刀卡上分体刀柄的下体之间的间隙
为0.015—0.025㎜之间(用塞尺测量)。
11
检查刀卡在主轴抓、松刀过程中的变形量
将刀柄放在刀卡上,使刀库移出,使百分表触头与换刀位相邻的刀卡下
部接触,调整好指示器。
主轴定向后进入松刀状态,下移主轴箱到换刀
位置,检查此时指示器读数变化不得大于+0.3㎜;
手动进行主轴抓刀
动作,百分表指针的变化值不得大于-0.3㎜。
 升级会员
升级会员 