模具设计文件标准化要求Word文档下载推荐.docx
《模具设计文件标准化要求Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《模具设计文件标准化要求Word文档下载推荐.docx(19页珍藏版)》请在冰豆网上搜索。
1
注意:
绘图设计时尽量采用1:
1,而出图时装配图尽可能1:
1打印,零件图应根据实际需要缩放打印,原则是能清晰表达出工件形状。
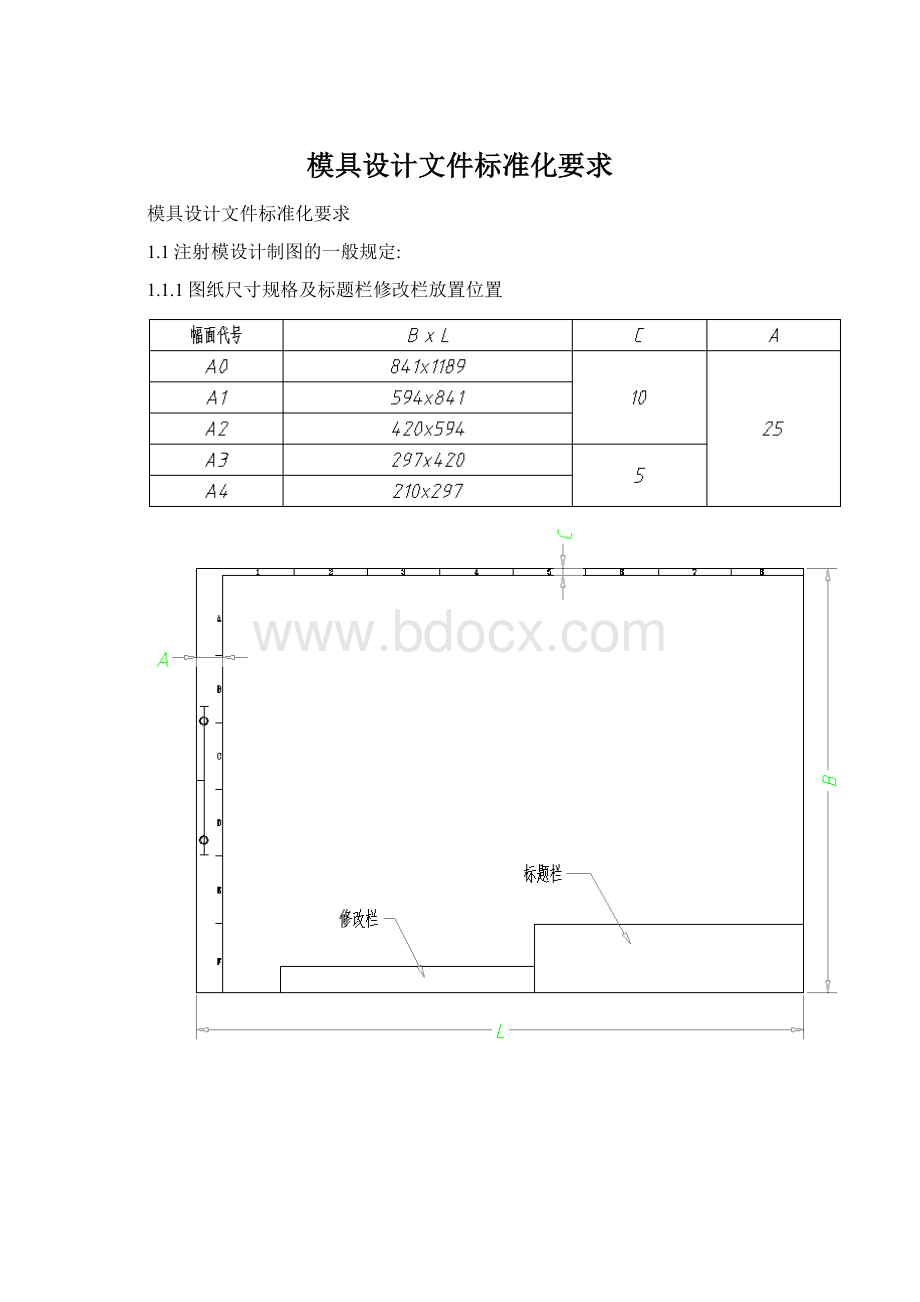
.1.3线段分类 不同的线段种类及其应用如下表:
1)图线宽度:
粗实线定为b:
0.3-0.35mm宽
2)图线画法:
同一图样中,同类图线宽度应一致。
虚线点画线及双点画线的线段长度和间隔各自大致相等
1.1.4文字的使用
1)尺寸文字字高定为3.5mm,(箭头尺寸定为2.0)公差值文字字比例0.6
2)其它文字字高定为3.5或5.0mm,优先使用5.0
3)字体为中国国标Gbcbig字体
4)文字尺寸不得有任何重叠现象
1.1.5投影方法
因本公司客户多为美国日本客户,所以公司制图投影方法采用国际标准中第三角投影方法,而非国标常用的第一角投影方法。
1.1.6图纸更新
如图纸发出后,图纸有所更改,须将图纸更新及重新发放。
更新方法参见公司标准《设计部技术文件管理标准》。
1.2设计部出图样式及基本要求
为了缩短模具生产周期,设计部需在最短的时间内提供满足各种需要的图纸:
结构简图、排位图、模架图、上下模零件草图、装配图、零件图、线切割图、顶针图、铜公图、3D模型图。
1.2.1简图
用来订模胚,上下模料及开框并给设计员以指引用。
结构简图一般由设计部主管手工绘制在《模具确认表》第2页。
结构简图一般只画后模简图及一个剖视图,要表明模架规格、开框尺寸、上下模尺寸、产品在模中排位情况,表明产品分模情况及入水位置。
1.2.2产品图
在对客户要求,产品性能清楚明白后,对出模斜度、公差配合等作充分考虑后把客户产品图修正抄在电脑上。
产品图名称FDK*******CP,如FDK2003001CP
1.2.3排位图
1.2.3.1一些较复杂手工绘制较困难的模具,可由设计员根据主管指示在电脑上绘制,其作用同结构简图。
排位图可以不画顶针、撑头、弹弓等,只需画前后模排位及一个侧视图,有行位时要把行位画完整。
排位、枕位、入水等也要表达出来;
如已有产品图,需调入模中安排,如没有,可以画一个大轮廓及其重要部位即可。
1.2.3.2图形存放位置及命名方法是:
D:
\ENG\2003001\FDK2003001PW,图名:
排位图。
1.2.4模架图
1.2.4.1对于非供应商标准或需在模架厂开框加工的模架,要绘制模架图。
模架图要传真给供应商d3?
?
___生产,所以应用A4纸清晰表达所要加工的尺寸和要求,标准模架部分尺寸可缺省不标注
1.2.4.2模架图存放位置及命名方法D:
\ENG\2003001\FDK2003001MJ,图名:
模架图
1.2.5上下模零件草图
1.2.5.1为了缩短制模周期,对于本公司2、3级模具在内的装配图未完成情况下,可以先下发模具零件草图,保证工场开料、磨曲尺、钻螺钉孔、配框等工作的进行。
草图只标大致尺寸即可
1.2.5.2草图存放位置及命名方法:
\ENG\2003001\FDK2003001CT图名:
上模草图或下模草图
1.2.6装配图
1.2.6.1装配图是设计部出图主要形式之一。
装配图应能表达该模具的构造,零件之间的装配与连接关系,模具的工作原理,以及生产该模具的技术要求,检验要求等。
装配图必须1:
1出图。
1.2.6.2一张完整的装配图应具有下列内容:
\U+2460能表达模具构造的足够的图形\U+2461必要的尺寸\U+2462顶针列表(扁顶、有托顶针及司筒要标清,自动生成)\U+2463零件编号、标题栏、更改栏\U+2464运水路线轴测示意图,排气示意图\U+2465明细表应单独列出于《富达金公司材料明细表》,用A4纸另外打出,不在装配图表达。
\U+2466《下模孔位标示列表》表1-1。
模具装配图要插入以上表格,以免加工时出现遗漏。
1.2.6.3对于多件镶拼的模具,应有前后模镶件组立图。
1.3《明细表》一般要求:
\U+2460、《明细表》要列出装配图上所有零件,(包括模架板,螺丝)。
\U+2461、《明细表》"
名称栏"
填上零件名称,零件名称要按公司标准称谓书写。
(零件标准名称见《模具零件名称标准》,一律用中文名,除非客户特殊指定)
\U+2462"
尺寸"
栏填写该零件净尺寸,有小数点要进位取整数。
\U+2463"
材料"
栏填写零件材料,一般外购标准件写"
外购"
特殊外购标准件写"
订购公司"
,自制标准件写"
自制"
。
注意所有零件如需在本公司进行加工后才能装配,必须在材料后写上"
加工"
字样,如"
H13加工"
\U+2464"
数量"
栏填该零件数量,对于易损件,难加工零件注意备多一些料,写法如下:
"
4+6"
,前面一个"
4"
表示该零件实际数量,后一个"
6"
表示预备料数量,预备料数量根据实际情况定。
\U+2465"
备注"
栏应填写材料热处理要求,另外模架和内模已订的零件要在备注栏写上"
已订"
有零件图的零件写上"
零"
\U+2466《明细表》由设计人员用电脑制作(AutoCAD中自动生成)打印,再由主管审核后发出。
\U+2466《明细表》正本文件存放于文控中心,副本三份,一份发至制模担当,一份发至采购,一份发至编程。
1.4其它要求:
\U+2460画装配图前要仔细研究客户产品图纸及其它技术要求,并弄清《模具确认表》要求,如以前做过类似的模具要找其File__参考
\U+2461画装配图前要先抄好产品图,抄产品图时要对客户图纸作适当修正,如加上必要的出模斜度,有公差要求的要计入公差,一般要考虑修正至将来有利于加胶的形状
\U+2462产品图调入模架后要乘缩水,并作镜像处理(倒影)
\U+2463产品图调入模架后要保证产品基准相对于模架基准是准数
\U+2464多型腔模具图要标明型腔号码,对于齿轮等多腔小水口模流道上也要注明相应的型腔号码(CAV.NO)
\U+2465装配图剖切要恰当,剖切线要表明,并剖与切图相对应
\U+2466细微结构要作放大处理
\U+2467斜顶平面布置图(包括底部滑座)要清晰表达,尺寸标清,以利于加工,防止与其他件干涉。
\U+2468在装配图上要注明各孔代号。
如撑头用SP标注,并写上序号。
1.5装配图尺寸标注要求
1.5.1与注塑机连接部分的尺寸要标清
1.5.2模架板长、宽、高尺寸要标清
1.5.3所有不出零件图的零件尺寸要标清(主要是模架加工部分)。
标准孔的加工可不标。
1.5.4产品基准与模具基准的关系尺寸要标清,并尽量用整数。
1.5.5装配图存放位置:
\ENG\2003001\FDK2003001D.dwg
1.6.1零件图
1.6.2零件图是表示零件结构大小及技术要求的图样,是公司组织生产的重要技术文件之一
1.6.3零件图应在能够充分而清晰地表达零件形状结构的前提下,选用尽可能少的视图数,对于复杂的零件至少要有一个立体视图
1.6.4零件的尺寸标注
a)尺寸标注应符合国家《机械制图》的基本规定--正确;
b)尺寸标注必须做到保证工场各生产活动能顺利进行--完整;
c)尺寸配置应醒目,便于看图查找--清晰;
d)尺寸标注应符合设计及工艺要求,以保证模具性能--合理;
e)对有斜度的零件尺寸标注旁要注明大、小或(L-X0),(S-X0)以表明大小端尺寸,(X表示斜度值-即单边度数)
f)基本要求:
最大外形尺寸一定在图面有直接的标注。
若产生封闭尺寸链,可在最大外形尺寸上加括号。
1.7零件图的尺寸基le__准:
e__正确选择尺寸基准是保证零件设计要求,便于加工与测量的重要条件。
模具零件图基准种类有:
\U+2460、产品基准--客户产品图纸的基准。
所有关于胶位的尺寸由产品基准作为设计基准。
零件图中的胶位尺寸应与产品图中尺寸一一对应。
\U+2461、装配基准--一般以模架中心作为装配基准。
所有螺钉孔,运水孔等与模架装配有关系的尺寸要以装配基准为设计基准。
\U+2462、工艺基准--根据对零件加工,测量的要求而确定的基准。
如镶件孔的沉槽位标数要由底面为基准。
1.8零件图上技.术要求的注写
零件图除了图形和尺寸外,还注写了一些不同形式的代号及文字说明;
这是为了保证产品性能的需要而提出的一些技术指标,如表面粗糙度、极限点配合,表面形状和位置公差以及热处理要求等。
\U+2460表面粗糙度标注
本公司0级1级模具零件图必须标注粗糙度
\U+2461零件图尺寸公差的标注(本公司模具配合公差定为幼、中、粗三级)
a幼级配合采用H6/h5--用于0级和1级模具或多镶件拼合场合
b中级配合采用H7/h6--用于本公司2级模具
c粗级配合采用H8/h7--用于本公司3级模具
d未注公差一律按标题栏未注公差表设计
\U+2461形状和位置公差的标注
本公司0级1级模具的零件图要标注形位公差(形位公差标注示例参见附图)
\U+2462热处理与表面处理的注写
对有热处理、表面处理要求的零件要注明,例如:
淬火HRC48-50;
氮化HV700;
蚀纹面;
抛光面等
1.9零件图的存放位置及命名方法:
\ENG\2003001\FDK2003001-XX(XX为明细表中该零件的序号)。
1.9.1线切割图
\U+2460对线切割的零件,要给出线切割图形。
线切割图形要用双点画线表达产品轮廓,用实线表达线切割部位。
线切割图要有穿线孔位置及大小尺寸。
线切割图要标注线切割大轮廓尺寸(可以用卡尺,针规等简单测量的尺寸),复杂曲线轮廓可以不标注尺寸
\U+2461线切割图锐角部处理(例图),如下图线割方孔,此方孔有二件镶件左侧锐角要加R0.15,以避开镶件凹槽部分R
\U+2462线切割轮廓线要用1.5b粗实线表达
\U+2463切割图形存放位置及命名方法D:
\ENG\2003001\FDK2003001-01WC
1.9.2顶针图
1.对顶针数超过20支以上或顶针太近表达不清或镶件顶针需组合后加工时,顶针列表要单独出图即顶针图
2.顶针图存放位置及命名方法:
\ENG\2003001\FDK2003001EJ
1.9.3铜公图
1.对下述场合要出铜公图
\U+2460、公司0级及1级模具
\U+2461、复杂及大型模具
2.铜公图上要有电蚀图以表达电蚀方法,要有必要的能测量的尺寸。
3.铜公图存放位置及命名方法:
\ENG\2003001\FDK2003001-01CUI
1.9.43D模型图
1.所有产品,都要用UG或Proe制作3D产品模型。
2.所有模具,都要有3D模具图。
3D模具图应至少包括前后模呵和镶件,镶针,AB板;
有行位的模具要做出行位镶件,行位座;
有斜顶的模具要做出斜顶,斜顶座,顶针板。
3.除顶针孔,螺丝孔,棱边倒角外,其他所有形状都要在3D模型中做出。
4.模型图命名方法:
\ENG\2003001\FDK2003001M(M为版本号)
3D分模装配图名称应与2D模具结构图一致,3D零件图名称应与2D零件图一致。
2D图:
要求统一保存为AutoCADR14格式的dw
 升级会员
升级会员 