关键控制点检查表Word下载.docx
《关键控制点检查表Word下载.docx》由会员分享,可在线阅读,更多相关《关键控制点检查表Word下载.docx(67页珍藏版)》请在冰豆网上搜索。
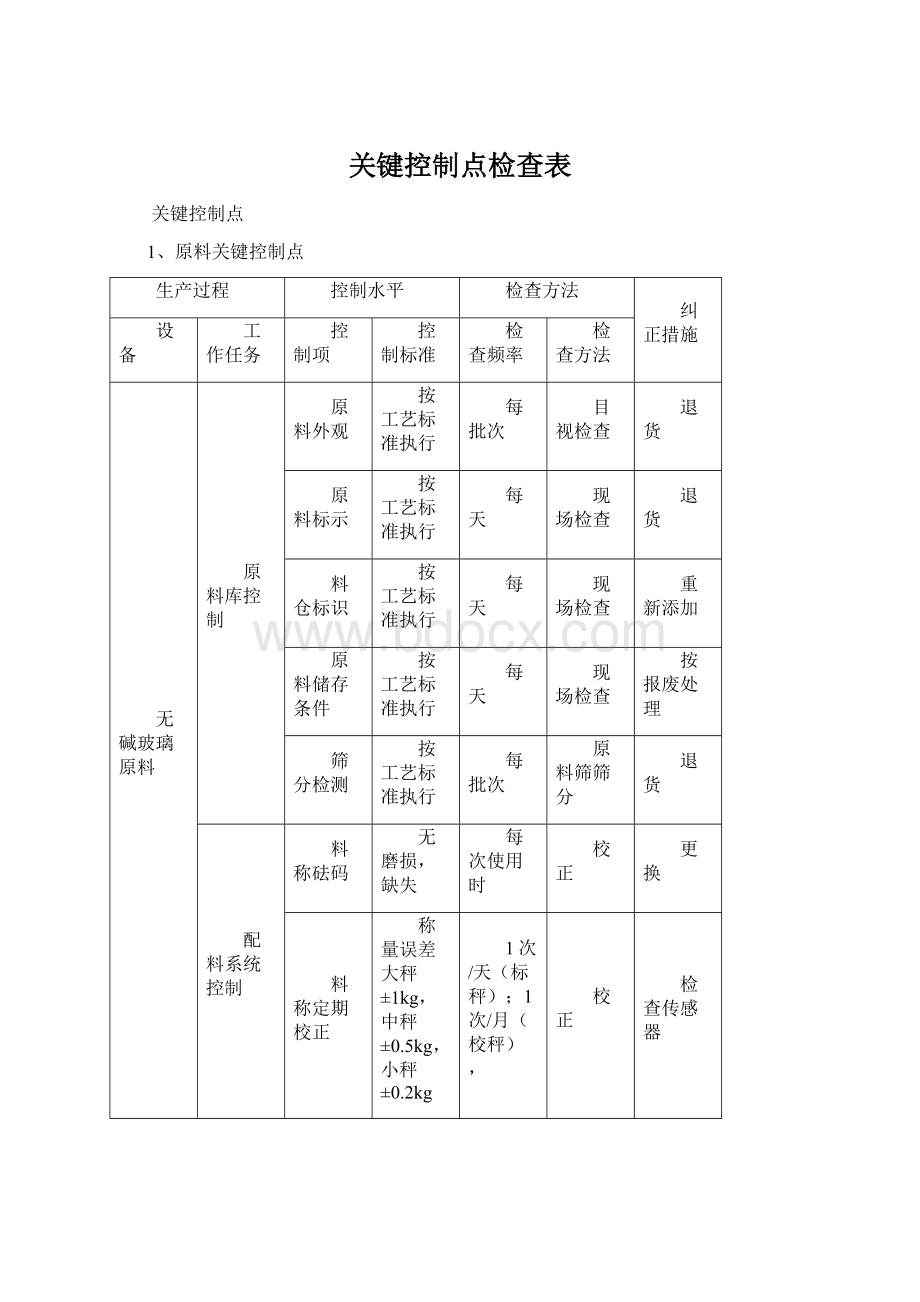
1kg,中秤±
0.5kg,小秤±
0.2kg
1次/天(标秤);
1次/月(校秤),
检查传感器
混料次数
26次
每班
检查电脑数据
增加混料次数
配料记录
填写,修改规范
检查配料记录
按照料方执行
配方
配方准确无误
数据检查
复检
称量
±
1kg
通知主管工程师进行参数调整
上料系统控制
罐车与料仓连接
连接准确
每一车
目视
改正
未用的汽车卸料管处理
上锁
目视检查时候加盖帽
槽罐车正常卸料
不能料仓顶部不能喷料
每车
通知维修检修
上料管道
料管不能堵料
目视
换向球阀及蝶阀
完好无漏缝
每周一次
通知维修
2、窑炉关键控制点
窑炉
窑炉工艺控制
温度控制
温度标准
每两小时一次
检查曲线和数据显示
调整天然气流量和电极功率
窑炉燃烧比
工艺标准
每班一次
检查电脑系统数据
调整燃烧比
通路燃烧比
每周检查所有的通路
异常时随时检查
流量检测
调整氧燃比
窑压控制
3pa
检测电脑数值
及时调整换热器开度或者是阻尼风机频率调节
液位控制
0±
0.5mm
调整投料量
电助熔系统
5kw
通知电工及时修复
料界限
4#,5#枪内
每一小时一次
查看工业电视
及时调整窑炉能量分布
两侧投料量
≤1付/天
每天一次
及时调整两侧投料频率
窑炉定期作业
残氧测定
残氧标准
每周检查一次
用残氧测量装置测量,检测是否在工艺标准范围内
通过调整窑炉喷枪氧燃比至标准范围内
手测窑压
窑压标准
每天检查一次
用手测窑压装置测量,是否与DCS系统显示数值相符
及时查找原因,重新校正窑炉窑压测量装置
垂直烟道烧结物清理
无烧结物积聚
每月最少两次,视各线窑炉具体情况觉得清理周期
按操作规程进行
按要求定期进行作业
换热器清堵
换热器使用正常
每月最少四次,视各线窑炉具体情况觉得清理周期
电极冷却水清洗
回流水速、水温正常
每周最少清理一区
通路喷枪检查、清理
通路喷枪火焰正常,喷枪无积碳
按制定的计划清理
窑压管清理
窑压显示正常
每月最少清理一次,视各线窑炉具体情况决定清理周期
燃气/氧气过滤器切换、清洗
燃气压力、热值正常
每三月一次
换热器开度检查
每月一次(1/3/5线,2线阻尼风机压力检查)
通知维护修理
风机切换(余热、池窑冷却)
风机使用正常
每月切换一次
窑炉安全作业
窑炉巡检
窑炉运行正常
每小时一次
检查耐火材料腐蚀情况、换热器、投料机等重要设备运行情况
及时记录并汇报
通路巡检
检查通路喷枪燃烧情况,通路燃气泄露情况
池底巡检
每班两次
检查池底电助熔运行情况
测温点温度测量
温度正常,无大幅度波动
测温仪测量
及时分析原因并制定措施
电极水温度测量
流量正正常,没有断流,没有蒸汽。
冬季温度不高于42度,夏季不高于50度
电极水套温度
检查电脑显示数据曲线
碹顶测量
前后侧测量,变化值不得超过5mm
每月一次
碹顶标尺测量
做好跟踪记录,及时汇报
天然气、纯氧泄露检查
无异常气体泄漏情况
肥皂泡沫、可燃气体检漏仪检查
联系维修工将漏气部位拆开处理后重新连接、检漏
池壁吹风
吹风角度正常,池壁无明显发红现象
定期巡检池壁
及时调整吹风角度
挂钩砖温度测量
温度正常,前后次测量不得超过50℃
检测挂钩砖温度测量记录
前后温度差超过50℃及时汇报
3、浸润剂关键控制点
负责
记录
检查人
汇报谁
解决人
新配油
校称
见浸润剂配制操作规程
砝码检查
《衡器核查记录》
通知维修校准
配制工
班长
浸润剂自动配制
各原料打料情况
没有错误的化学品进入预定的浸润剂
每罐料
观测系统打料,现场检查实际打料
《浸润剂配制工艺单》
联系浸润剂工艺员进行处理
班长、配制工
浸润剂工艺员
浸润剂手动配制
各原料称量情况
各化学品位于正常的公差范围
称量值检查
重新称量
浸润剂料方下载
第一次配该种浸润剂
浸润剂技术员再次确认配方,并确认打料正确
科室负责人
浸润剂质量
外观
按配方表标准
每罐
不调整,视情况严重性看是否需要重新配置
固含量
取样送至物检室检测
按照标准固含量加水调整,偏低情况上报
pH
根据配方要求
油温
使用温度计测量
2线浸润剂其它标准合格后打至储罐后调整,其它标准合格后打至小循环罐调整
预混罐清理
罐体卫生
《浸润剂定期作业记录》
通知配制工再次清理
设备班长
大班长
配制罐清理
每月一次,822、829、823等品种每周一次
循环油
小循环罐液位检查及整个系统泄漏
液位及系统是否泄漏
回流浸润剂不能漫灌,浸润剂系统不能有跑冒滴漏
每2个小时至少一次
《浸润剂巡检记录》
打油工进行处理
打油工
浸润剂温度
在指标范围内
2线浸润剂每4小时一次,其它线每班一次
温度检查
2线浸润剂:
浸润剂油温点检表、浸润剂温度spc图;
其他线:
浸润剂温度spc图
调节冷却水
小循环罐系统(罐体、滤网、浮球、盘管、搅拌、回油槽等)及小循环管道清理
小循环整个系统卫生
见浸润剂使用操作规程
常规品种15天;
OC品种15天;
812品种、921品种、823品种、829品种、810品种10天
通知维修工再次进行清理
维修工
进口小循环罐过滤模块清洗
过滤模块过滤性能与卫生
通知打油工再次进行清洗
储罐以及对应大循环管道清理
罐体、管线卫生
通知维修工再次清理
进、回油管更换
进回油管卫生
进、回油管连接处固定牢靠,线路布置规范合理,无跑冒滴漏现象。
2线浸润剂20天一次;
822、829、823品种1个月一次;
其它品种3个月一次
通知维修工、打油工再次进行更换
维修工、打油工
泵的检修
泵的正常运行
供油顺畅,压力负荷满足要求,泵运行无异响、发热、震动,不渗油、漏油,正常检修期内无机械故障。
常规泵10-15天
新型螺杆泵3个月
通知维修工再次进行检修
设备隐患定期巡视排查
浸润剂系统的正常运行
1、设备包括罐体、管道、管线、搅拌、泵运行完好,设备无变形
2、管道、管线连接紧固,无断裂等
1个月
《浸润剂维护保养记录》
通知维修工再次进行检查
4、拉丝关键控制点
漏板
冷却片清洗
清洗
冷却片底板无黑点,冷却片表面无氧化物上
7天一循环
按照计划表
漏板定期清理记录
重新清洗
现场漏板工
漏板分管主任
冷却水排污
排污
漏板操作规程
漏板定期排污计划表
重新排污
冷却器更换
根据现场使用情况
冷却片更换记录
重新更换
当班漏板工
值班主任
冷却水检查
检查冷却水有无堵塞
水管无堵塞
每班4次
目视和手感
漏板工交接记录
气枪吹开堵塞的水管,或更换水管
漏板班长
耐火棉
检查有无增加
新漏板不贴耐火棉
漏板保温棉申请记录表
根据漏板状况,确定是否需要耐火棉
放料漏板
冷却水管、档板位置、玻璃形状
水管无堵塞,料斗无堵塞
每班3次
发现堵塞,立即处理
车间主管
放料漏板流量测试
开度
流量1950±
100kg/day
测量,称重
调节放料漏板开度
通路循环水排污
检查循环水清澈程度
通路循环水洁净
5天一次
交接班记录
定期排污
断头分析
断头种类
根据形状判断断头类型
每班2台
肉眼、显微镜观察
断头分析表
根据断头类型确认调节方法
工程师
原丝喷雾
喷雾
喷雾角度,形状
45度,形状良好
随时
无
 升级会员
升级会员 