消防系统各种工作压力镀锌钢管壁厚对照表Word下载.docx
《消防系统各种工作压力镀锌钢管壁厚对照表Word下载.docx》由会员分享,可在线阅读,更多相关《消防系统各种工作压力镀锌钢管壁厚对照表Word下载.docx(10页珍藏版)》请在冰豆网上搜索。
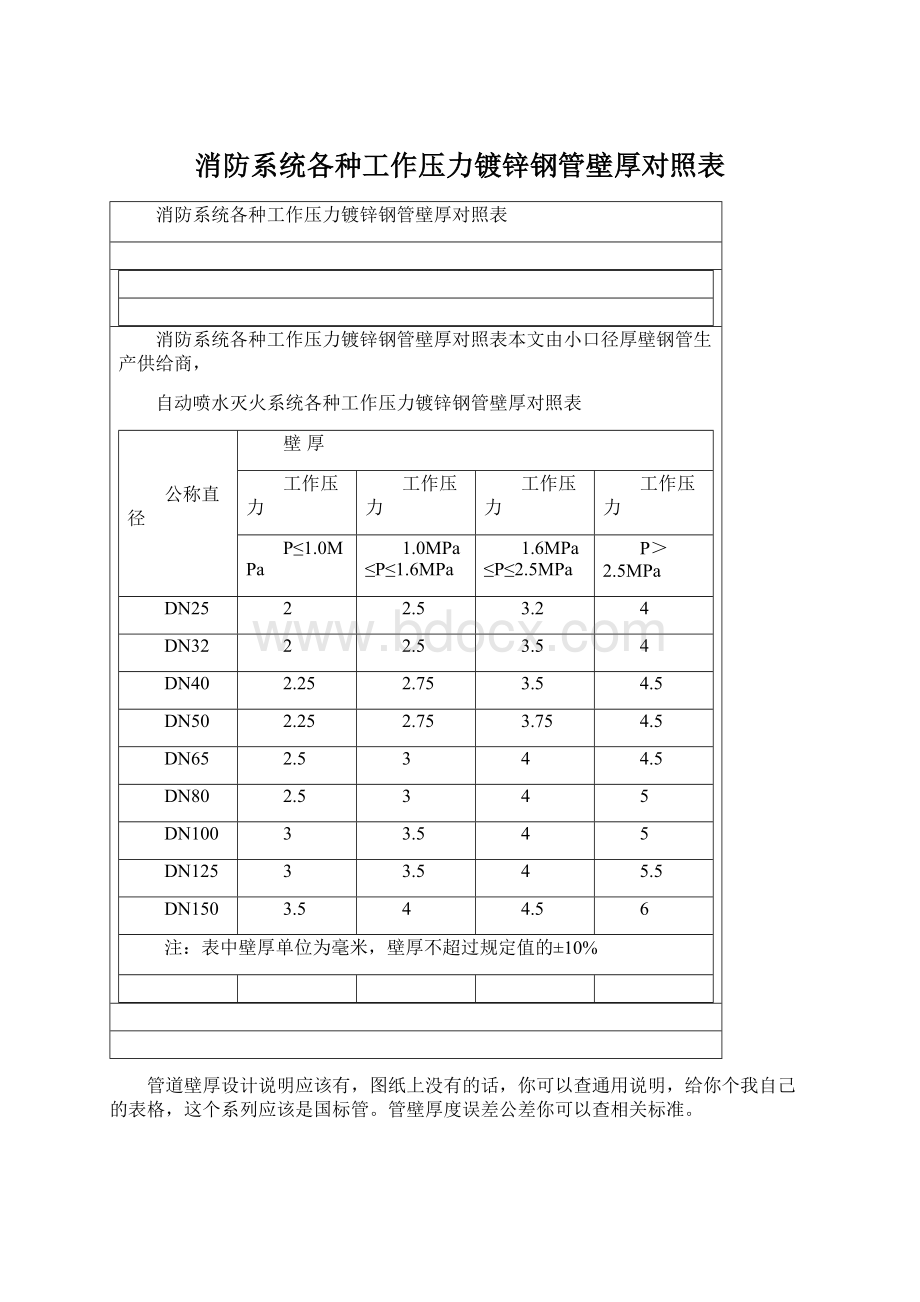
2.5
3.2
4
DN32
3.5
DN40
2.25
2.75
4.5
DN50
3.75
DN65
3
DN80
5
DN100
DN125
5.5
DN150
6
注:
表中壁厚单位为毫米,壁厚不超过规定值的±
10%
管道壁厚设计说明应该有,图纸上没有的话,你可以查通用说明,给你个我自己的表格,这个系列应该是国标管。
管壁厚度误差公差你可以查相关标准。
国标规定一般消防用镀锌无缝钢管都是径65,100,150的钢管,壁厚3MM~4.5MM之间
规格外径
mm壁厚
mm最小壁厚
mm焊管〔6米定尺〕镀锌管(6米定尺〕
米重kg根重kg米重kg根重kg
公称径英寸
DN151/221.32.82.451.287.681.3578.14
DN203/426.92.82.451.669.961.7610.56
DN25133.73.22.82.4114.462.55415.32
DN321.2542.43.53.063.3620.163.5621.36
DN401.548.33.53.063.8723.224.1024.60
DN50260.33.83.3255.2931.745.60733.64
DN652.576.14.03.57.1142.667.53645.21
DN80388.94.08.3850.288.8853.28
DN1004114.34.010.8865.2811.5369.18
DN12551404.515.0490.2415.94298.65
DN1506168.34.518.18109.0819.27115.62
DN2008219.16.0〔焊管〕31.53189.18
DN2008219.16.5〔热镀锌〕36.12216.72
永磁交流伺服电机位置反响传感器检测相位与电机磁极相位的对齐方式
2008-11-07 来源:
internet 浏览:
504
主流的伺服电机位置反响元件包括增量式编码器,绝对式编码器,正余弦编码器,旋转变压器等。
为支持永磁交流伺服驱动的矢量控制,这些位置反响元件就必须能够为伺服驱动器提供永磁交流伺服电机的永磁体磁极相位,或曰电机电角度信息,为此当位置反响元件与电机完成定位安装时,就有必要调整好位置反响元件的角度检测相位与电机电角度相位之间的相互关系,这种调整可以称作电角度相位初始化,也可以称作编码器零位调整或对齐。
下面列出了采用增量式编码器,绝对式编码器,正余弦编码器,旋转变压器等位置反响元件的永磁交流伺服电机的传感器检测相位与电机电角度相位的对齐方式。
增量式编码器的相位对齐方式
在此讨论中,增量式编码器的输出信号为方波信号,又可以分为带换相信号的增量式编码器和普通的增量式编码器,普通的增量式编码器具备两相正交方波脉冲输出信号A和B,以及零位信号Z;
带换相信号的增量式编码器除具备ABZ输出信号外,还具备互差120度的电子换相信号UVW,UVW各自的每转周期数与电机转子的磁极对数一致。
带换相信号的增量式编码器的UVW电子换相信号的相位与转子磁极相位,或曰电角度相位之间的对齐方法如下:
1.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;
2.用示波器观察编码器的U相信号和Z信号;
3.调整编码器转轴与电机轴的相对位置;
4.一边调整,一边观察编码器U相信号跳变沿,和Z信号,直到Z信号稳定在高电平上〔在此默认Z信号的常态为低电平〕,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,假设电机轴每次自由回复到平衡位置时,Z信号都能稳定在高电平上,那么对齐有效。
撤掉直流电源后,验证如下:
1.用示波器观察编码器的U相信号和电机的UV线反电势波形;
2.转动电机轴,编码器的U相信号上升沿与电机的UV线反电势波形由低到高的过零点重合,编码器的Z信号也出现在这个过零点上。
上述验证方法,也可以用作对齐方法。
需要注意的是,此时增量式编码器的U相信号的相位零点即与电机UV线反电势的相位零点对齐,由于电机的U相反电势,与UV线反电势之间相差30度,因而这样对齐后,增量式编码器的U相信号的相位零点与电机U相反电势的-30度相位点对齐,而电机电角度相位与U相反电势波形的相位一致,所以此时增量式编码器的U相信号的相位零点与电机电角度相位的-30度点对齐。
有些伺服企业习惯于将编码器的U相信号零点与电机电角度的零点直接对齐,为到达此目的,可以:
1.用3个阻值相等的电阻接成星型,然后将星型连接的3个电阻分别接入电机的UVW三相绕组引线;
2.以示波器观察电机U相输入与星型电阻的中点,就可以近似得到电机的U相反电势波形;
3.依据操作的方便程度,调整编码器转轴与电机轴的相对位置,或者编码器外壳与电机外壳的相对位置;
4.一边调整,一边观察编码器的U相信号上升沿和电机U相反电势波形由低到高的过零点,最终使上升沿和过零点重合,锁定编码器与电机的相对位置关系,完成对齐。
由于普通增量式编码器不具备UVW相位信息,而Z信号也只能反映一圈的一个点位,不具备直接的相位对齐潜力,因而不作为本讨论的话题。
绝对式编码器的相位对齐方式
绝对式编码器的相位对齐对于单圈和多圈而言,差异不大,其实都是在一圈对齐编码器的检测相位与电机电角度的相位。
早期的绝对式编码器会以单独的引脚给出单圈相位的最高位的电平,利用此电平的0和1的翻转,也可以实现编码器和电机的相位对齐,方法如下:
2.用示波器观察绝对编码器的最高计数位电平信号;
4.一边调整,一边观察最高计数位信号的跳变沿,直到跳变沿准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,假设电机轴每次自由回复到平衡位置时,跳变沿都能准确复现,那么对齐有效。
这类绝对式编码器目前已经被采用EnDAT,BiSS,Hyperface等串行协议,以及日系专用串行协议的新型绝对式编码器广泛取代,因而最高位信号就不符存在了,此时对齐编码器和电机相位的方法也有所变化,其中一种非常实用的方法是利用编码器部的EEPROM,存储编码器随机安装在电机轴上后实测的相位,具体方法如下:
1.将编码器随机安装在电机上,即固结编码器转轴与电机轴,以及编码器外壳与电机外壳;
2.用一个直流电源给电机的UV绕组通以小于额定电流的直流电,U入,V出,将电机轴定向至一个平衡位置;
3.用伺服驱动器读取绝对编码器的单圈位置值,并存入编码器部记录电机电角度初始相位的EEPROM中;
4.对齐过程完毕。
由于此时电机轴已定向于电角度相位的-30度方向,因此存入的编码器部EEPROM中的位置检测值就对应电机电角度的-30度相位。
此后,驱动器将任意时刻的单圈位置检测数据与这个存储值做差,并根据电机极对数进展必要的换算,再加上-30度,就可以得到该时刻的电机电角度相位。
这种对齐方式需要编码器和伺服驱动器的支持和配合方能实现,日系伺服的编码器相位之所以不便于最终用户直接调整的根本原因就在于不肯向用户提供这种对齐方式的功能界面和操作方法。
这种对齐方法的一大好处是,只需向电机绕组提供确定相序和方向的转子定向电流,无需调整编码器和电机轴之间的角度关系,因而编码器可以以任意初始角度直接安装在电机上,且无需精细,甚至简单的调整过程,操作简单,工艺性好。
如果绝对式编码器既没有可供使用的EEPROM,又没有可供检测的最高计数位引脚,那么对齐方法会相对复杂。
如果驱动器支持单圈绝对位置信息的读出和显示,那么可以考虑:
2.利用伺服驱动器读取并显示绝对编码器的单圈位置值;
4.经过上述调整,使显示的单圈绝对位置值充分接近根据电机的极对数折算出来的电机-30度电角度所应对应的单圈绝对位置点,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,假设电机轴每次自由回复到平衡位置时,上述折算位置点都能准确复现,那么对齐有效。
如果用户连绝对值信息都无法获得,那么就只能借助原厂的专用工装,一边检测绝对位置检测值,一边检测电机电角度相位,利用工装,调整编码器和电机的相对角位置关系,将编码器相位与电机电角度相位相互对齐,然后再锁定。
这样一来,用户就更加无从自行解决编码器的相位对齐问题了。
个人推荐采用在EEPROM中存储初始安装位置的方法,简单,实用,适应性好,便于向用户开放,以便用户自行安装编码器,并完成电机电角度的相位整定。
正余弦编码器的相位对齐方式
普通的正余弦编码器具备一对正交的sin,cos1Vp-p信号,相当于方波信号的增量式编码器的AB正交信号,每圈会重复许许多多个信号周期,比方2048等;
以及一个窄幅的对称三角波Index信号,相当于增量式编码器的Z信号,一圈一般出现一个;
这种正余弦编码器实质上也是一种增量式编码器。
另一种正余弦编码器除了具备上述正交的sin、cos信号外,还具备一对一圈只出现一个信号周期的相互正交的1Vp-p的正弦型C、D信号,如果以C信号为sin,那么D信号为cos,通过sin、cos信号的高倍率细分技术,不仅可以使正余弦编码器获得比原始信号周期更为细密的名义检测分辨率,比方2048线的正余弦编码器经2048细分后,就可以到达每转400多万线的名义检测分辨率,当前很多欧美伺服厂家都提供这类高分辨率的伺服系统,而国厂家尚不多见;
此外带C、D信号的正余弦编码器的C、D信号经过细分后,还可以提供较高的每转绝对位置信息,比方每转2048个绝对位置,因此带C、D信号的正余弦编码器可以视作一种模拟式的单圈绝对编码器。
采用这种编码器的伺服电机的初始电角度相位对齐方式如下:
2.用示波器观察正余弦编码器的C信号波形;
4.一边调整,一边观察C信号波形,直到由低到高的过零点准确出现在电机轴的定向平衡位置处,锁定编码器与电机的相对位置关系;
5.来回扭转电机轴,撒手后,假设电机轴每次自由回复到平衡位置时,过零点都能准确复现,那么对齐有效。
1.用示波器观察编码器的C相信号和电机的UV线反电势波形;
2.转动电机轴,编码器的C相信号由低到高的过零点与电机的UV线反电势波形由低到高的过零点重合。
这种验证方法,也可以用作对齐方法。
此时C信号的过零点与电机电角度相位的-30度点对齐。
如果想直接和电机电角度的0度点对齐,可以
 升级会员
升级会员 