数控机床实习报告书16页docxWord格式.docx
《数控机床实习报告书16页docxWord格式.docx》由会员分享,可在线阅读,更多相关《数控机床实习报告书16页docxWord格式.docx(16页珍藏版)》请在冰豆网上搜索。
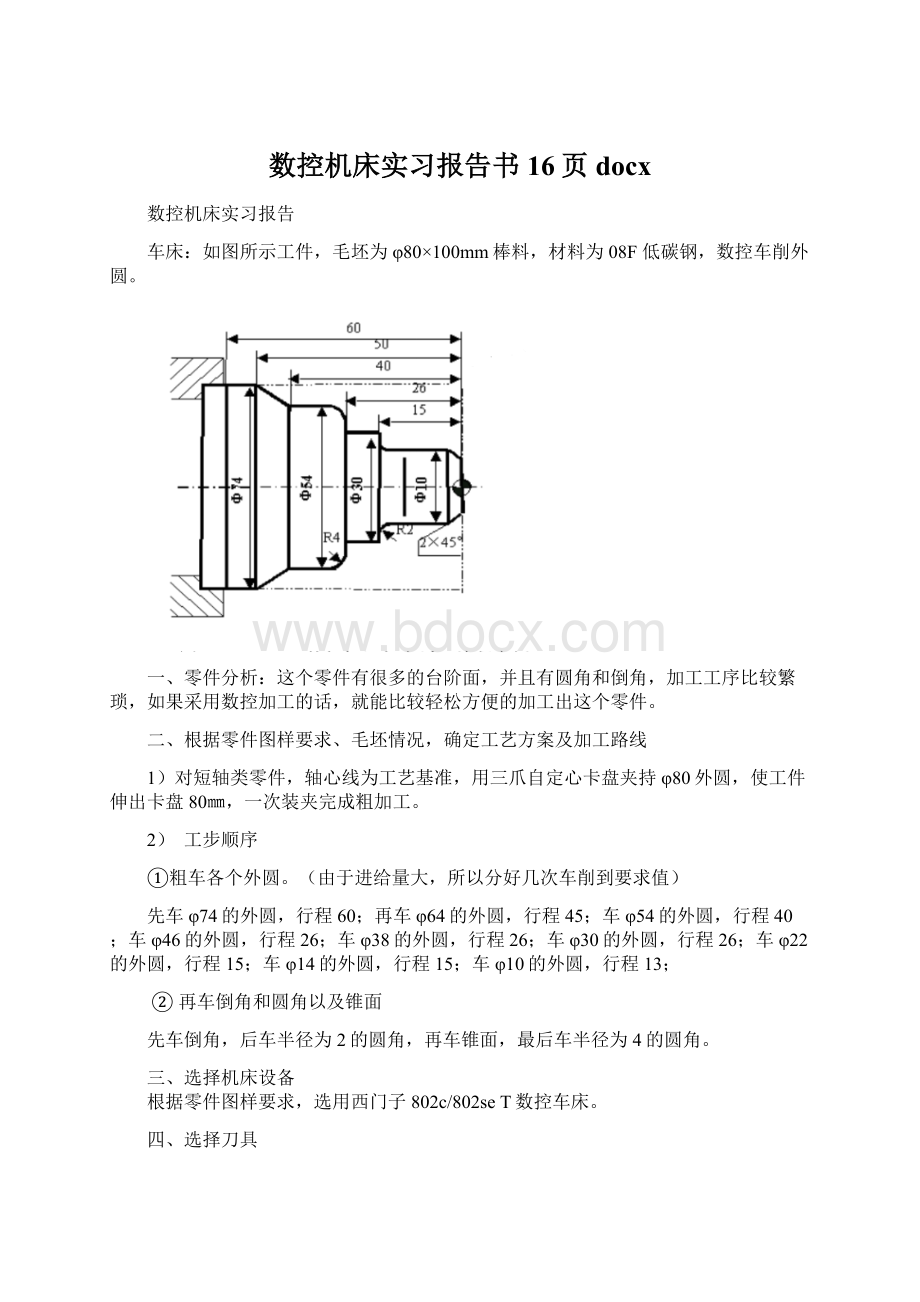
车φ22的外圆,行程15;
车φ14的外圆,行程15;
车φ10的外圆,行程13;
②再车倒角和圆角以及锥面
先车倒角,后车半径为2的圆角,再车锥面,最后车半径为4的圆角。
三、选择机床设备
根据零件图样要求,选用西门子802c/802seT数控车床。
四、选择刀具
根据加工要求,选用刀具,T01为90°
粗车刀。
同时把刀在刀架上安装好,且对好刀。
五、确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
六、确定工件坐标系、对刀点和换刀点
确定以工件右端面与轴心线的交点O为工件原点,建立XOZ工件坐标系,
采用手动试切对刀方法。
七、坐标计算的过程及结果
坐标点
X(直径)
Z
A
74
-50
B
54
-40
C
-30
D
46
-26
E
30
F
-15
G
14
H
10
-2
I
-13
J
6
八、数控加工程序操作过程
1、程序操作步骤
1)打开软件,选择西门子802C/802SeT型号的车床
2)打开使能键
3)回机床原点
点击,再点击,使机床回到原点
4)设置毛坯
点击,设置毛坯,直径80,长度100
改好参数之后,点击确定。
5)选择刀具
点击,选择外圆车刀001,将其拖动到刀号01位置,并点击转到加工位。
6)手动对刀
点击,变成二维模式,点击切换到手动模式,点击使主轴转起来,手动调节刀具走向,开始对刀。
对z方向进行对刀。
让刀具在工件右端先切一小刀,如图。
点击,选择、、点、切换到Z轴,
然后点击、,完成对Z方向零点的对刀。
之后调整刀具,沿工件外圆车一刀。
点击,使主轴停转,点击工件测量中的特征线,可测得切过一刀之后工件的直径,记住这个数值,之后点击测量退出。
再次进入对刀界面,点击切换到对X轴的对刀,将自己测到的直径输入到“零偏”一栏中,再次点击计算,确认。
到此,X轴的对刀完成。
7)导入程序运行。
点击文件中的打开,找到自己存放的程序导入到软件中。
导入程序后,让刀具复位,并点击和,此时车床开始按照程序加工工件。
8)运行之后的结果
铣床:
用φ10的立铣刀铣削工件轮廓,试按绝对坐标完成数控铣削手工编程。
(主轴转速为300rpm,进给速度为150mm/min,机床具有刀具半径补偿功能)
一、零件分析
这是一个结构比较简单的零件,用数控铣床的话一刀就能把他切出来,方便快速,编程也不难。
二、毛坯的选择、走刀路线的确定
我们可以选择110*198*15的毛坯,通过刀具半径补偿,顺时针方向沿着各点坐标一次成型。
根据零件图样要求,选用西门子802c/802seM数控铣床。
根据加工要求,选用刀具,T01为端车刀。
五、确定切削用量和刀具半径补偿
由于刀具的半径为5mm,因此在程序编写时要考虑刀具半径补偿。
六、确定工件坐标系、对刀点。
确定以工件表面的对称中心O为工件原点,建立XYZ工件坐标系。
对刀点在稍后的加工程序中表现出来。
X
Y
-94
22
-66
50
94
-10
O
由于铣床的软件操作过程基本和之前的车床差不多,所以这里就不在重复之前的操作,但需要注意的是铣床坐标是三维的,在对刀的时候需要通过点击“轴+”对X、Y、Z三轴进行对刀,由于此次我是打算把工件零点定在工件的几何中心,因此在对刀时需要通过快速定位到几何中心,然后分别对三轴进行零点对刀。
对完刀之后,导入程序进行加工。
部分截图如图:
1)选择毛坯198*110*15
2)选择刀具
3)选择夹具
4)分别对X Y Z对刀
5)导入程序,运行
九、课程设计的体会和结论
数控机床作为机械专业的一门必修课,是每一位同学必须认真学习和研究的。
作为一名学机械专业的学生,是应该把数控机床这门课学好的。
老师对这门课也是很重视,从课时方面来说,这门课的课时是很长的,目的也就是让我们有更多的时间去学,确实让我们受益匪浅,更加深刻了解数控机床这门课程。
本次在教二后面工程楼的数控实习,前后大约经历一个礼拜的时间,同学们也是按时按点积极参加实习。
虽然只是上机的理论学习,但是同学们依然能从中发现问题、解决问题。
在我们相互探讨问题的过程中,使得学习能力得到一定的提高,动手能力得到进一步加强。
平时编的程序只有运用到加工中,才能知好坏,辨优劣。
在这一过程中,同学们积极钻研,在遇到问题实在无法自己解决的情况下积极向老师请教,老师也是认真讲解,解开同学们心中的疑惑,培养学生解决问题的能力和信心。
不过遗憾的是这次实习的时间太短,尤其表现在实际操作方面和编程方面。
通过实习我也发现了自身的不足,如程序的编制还不熟练,实践经验比较欠缺,今后一定要虚心学习,努力提高自己的专业水平。
十、参考文献:
[1]机床计算机数控技术,任玉田等,北京理工大学出版社
[2]数控技术,廖效果、刘又午,湖北科学技术出版社
[3]数控机床实验指导书、自编
[4]机床数控系统课程设计指导书、杨俊、中国科技出版社
附录:
N10G90S600T01D01M04;
N20G00X74Z2
N30G01Z-60F300
N40G00Z2
N50G01X64
N60Z-45
N70G00Z2
N80G01X54
N90Z-40
N100G00Z2
N110G01X46
N120Z-26
N130G00Z2
N140G01X38
N150Z-26
N160G00Z2
N170G01X30
N180Z-26
N190G00Z2
N200G01X22
N210Z-15
N220G00Z2
N230G01X14
N240Z-15
N250G00Z2
N260G01X10
N270Z-13
N271G00Z2
N272X6Z0
N273G01X10Z-2
N274G00X10Z-13
N280G02X14Z-15I4K0
N290G00X54
N300Z-40
N310G01X74Z-50
N320G00X54Z-30
N330G02X46Z-26I-8K0
N331G00X100Z100
N340M05
N350M02
N01S800T1M03;
N20G90G41G00X-94Y-100Z-15D01;
N30G01X-94Y22F10;
N40X-66Y50;
N50X-26Y50;
N60G03X54Y50I40J0;
N70G01X94Y50;
N80X94Y-10;
N90G02X54Y-50I-40J0;
N100G01X-94Y-50;
N120G00Y-100Z100;
N130M05;
N140M02;
 升级会员
升级会员 