塑料制品的设计01精Word文档格式.docx
《塑料制品的设计01精Word文档格式.docx》由会员分享,可在线阅读,更多相关《塑料制品的设计01精Word文档格式.docx(17页珍藏版)》请在冰豆网上搜索。
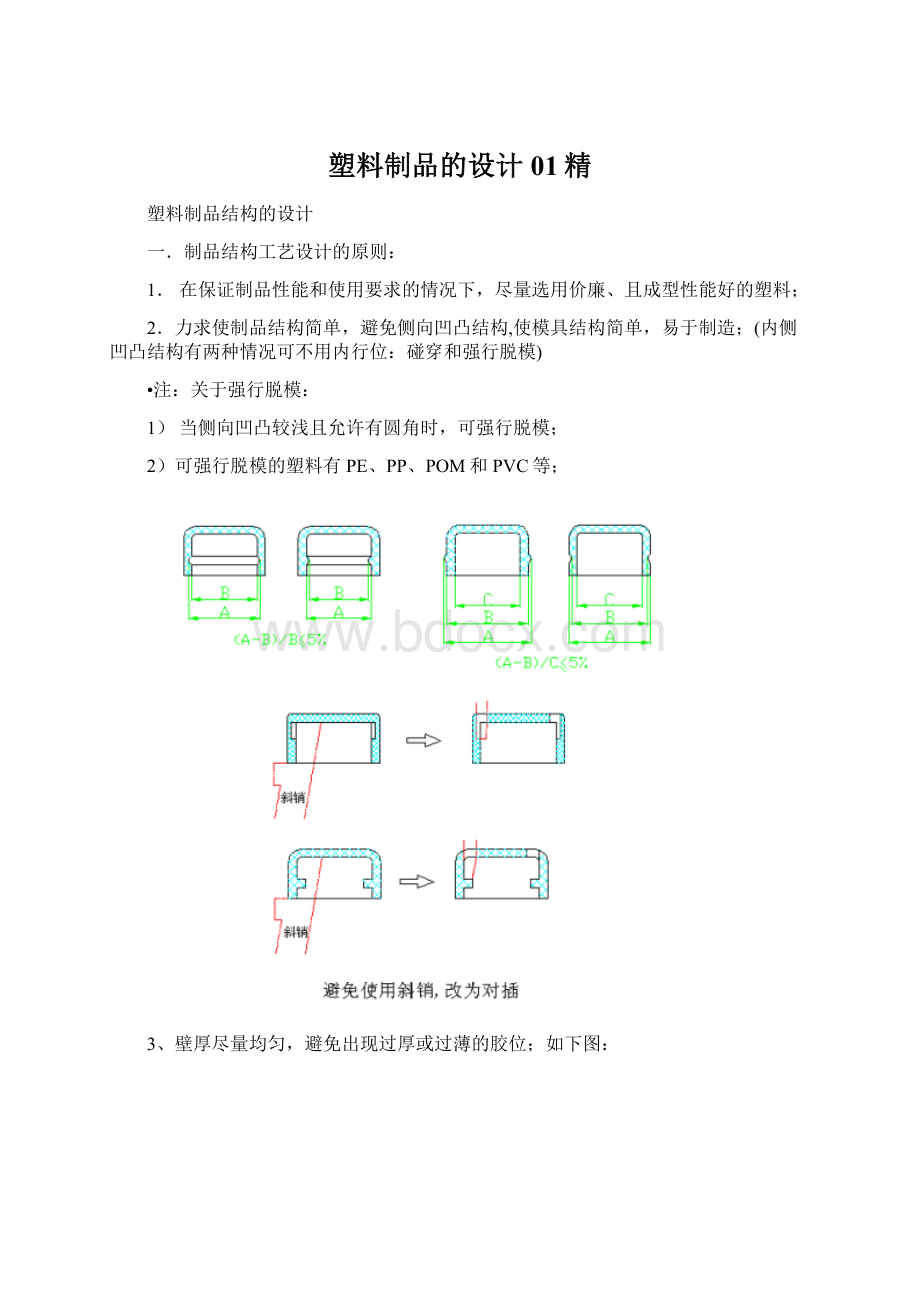
4.产品配合位设计时不能设计成零对零(即两零件之间不能没有间隙,),一般都要单边预留0.1的间隙,结构设计中把0.15以下称死配合,0.15以上称运动配合
5.不许倒扣现象,在进行产品结构设计时产品外形的直身位和涉及到装配位都要加上脱模斜度,产品内部无关紧要的特征可以让模具设计人来增加脱模斜度,结构设计人员只需要在后期的工程图加上未注脱模斜度多少度的字样,给脱模斜度时尽量给到0.5度以上,
6、产品设计要秉承加胶容易减胶难的设计原则,特别对一些要进行紧配合的产品,可以先行做松
一点再进行适当的加胶进行紧配合,那么为什么加胶容易,因为一般的加胶在改模时只要用铜公再打一次火花就可以,减胶则要烧焊(分型面加胶除外,如枕位处加胶则也要烧焊)
7、制品的几何形状要易于成型,并有利于提高制品的强度和刚度;
8、设计制品时应考虑塑料的流动性、收缩性及其它特性;
二.制品的尺寸精度:
1、影响塑料制件尺寸精度的因素主要有以下几方面:
(1)、塑料收缩率的波动:
(2)、成型工艺参数:
成型工艺条件如料温、模温、注射压力、保压压力、塑化背压、注射速度、成型周期等参数都会影响成型收缩率的大小和波动范围。
(3)、模具的制造精度:
模具的结构如分型面选择、浇注系统的设计、排气、模具的冷却和加热等以及模具的刚度等都会影响制件尺寸精度。
(4)、模具的老化:
模具在使用过程中的磨损和模具导向部件的磨损也会直接影响制件的尺寸精度。
2、产品设计者在确定尺寸公差时要考虑以下方面:
(1)、应根据制件的使用要求和塑料材料的特性合理确定制件的尺寸公差。
塑料原料本身的特性,一般结晶型和半结晶型的塑料的收缩率比无定型的大,范围也宽,因此制件尺寸精度也就有差异。
大部分的塑料成形品皆能维持相当紧密之尺寸公差,对于高收缩性的材料如PE,PP,Nylon,POM,EVA及软质PVC,必须指定较大之容许公差方行,因为其尺寸公差很难藉模具设计予以补救。
(2)、不能简单地套用机械零件的尺寸公差
对于工程塑料制件、尤其是以塑代钢的制件,设计者往往简单地套用机械零件的尺寸公差,这是很不合理的,许多工业化国家都根据塑料特性制定了塑料制件尺寸公差。
我国也于1993年发布了GB/T14486-93《工程塑料模塑塑料件尺寸公差》,设计者可根据所用的塑料原料和制件使用要求,根据标准中的规定确定制件的尺寸公差。
先确定用什么样的塑料,塑件尺寸大小,公差等级,查表得到公差范围。
注:
1、本标准的精度等级分成1-8共8个等级。
2、本标准只规定公差,而基本尺寸的上下偏差可按需要分配。
3、未注公差尺寸,建议采用本标准8级精度公差。
4、标准测量温度18-22度,相对湿度60%-70%(在制品成形24H后测量)
塑料制品精度等级的选用
(3).在保证使用要求的前体下,精度设计的尽量低一些。
随著公差的严格要求,其制造加工精度与模具价格亦相对提高,所以产品设计者在图面上记入公差时,要注意公差的使用条件。
(4)、要考察同行同类产品的制造精度,高精度代表高质量。
(5)、要综合考虑工厂生产和加工设备精度及技术水平
三、制品的表面质量:
1、包括制造质量:
型腔省模抛光,一般模具型腔粗糙度为Ra0.02—1.25um,制品的粗糙度比模
具型腔粗糙度低1-2级。
2、注塑质量:
水花,蛇纹,熔接痕,顶白变形,黑斑,披锋、凹痕等。
四.塑料制品的常见结构设计:
1分模线(PartingLine):
•分模线就是将制品分为前模和后模二部分的分界线.分模线向模仁四周延拓就得到分模面.•
2.脱模斜度:
定义:
产品侧壁与开模方向形成的夹角。
•作用:
为了能够轻易的使产品由模具脱离出来.
•不同塑料的脱模斜度不同,在不影响产品性能的情况下,脱模斜度尽量取较大值;
•常取值:
0.5
•考虑因素:
产品深度、产品壁厚、塑料、表面光洁度、有无(晒)蚀纹、外型。
•高度抛光的外壁可使用1/8度或1/4度的出模角。
深入或附有蚀纹的产品要求出模角作相应的增加,习惯上每0.025mm深的(晒)蚀纹,便需要额外1度的出模角,晒纹脱模斜度应取较大值一般为3°
~9°
,最小的晒纹可取1.5º
1).不同塑料的脱模斜度不同,在不影响产品性能的情况下,脱模斜度尽量取较大值;
2).晒纹脱模斜度应取较大值,一般为3°
;
3).硬质塑料比软质塑料的脱模斜度大,收缩率大的塑料比收缩率小的脱模斜度大;
4)、对于大尺寸制件(如制品高度越高,孔越深)或尺寸精度要求高的制件应采用较小的脱
模斜度。
5)、制品形状复杂难脱模时,脱模斜度要大一些;
6)、前模脱模斜度大于后模脱模斜度;
7)、壁厚大的制品,脱模斜度可取较大值;
机械性能强塑料,自润滑性塑料,脱模斜度可取
小一些。
8)、对于增强塑料脱模斜度宜取大;
3.壁厚
塑料制件的壁厚取决于塑件的使用要求,太薄会造成制品的强度和刚度不足,受力后容易
产生翘曲变形,成型时流动阻力大,大型复杂的制品就难以充满型腔。
反之,壁厚过大,不但浪费材料,而且加长成型周期,降低生产率,还容易产生气泡、缩孔、翘曲等疵病。
因此制件设计时确定制件壁厚应注意以下几点:
(1).在满足使用要求的前提下,尽量减小壁厚;
(2).制件的各部位壁厚尽量均匀,以减小内应力和变形;
(3).承受紧固力部位必须保证压缩强度;
(4).避免过厚部位产生缩孔和凹陷;
(5).成型顶出时能承受冲击力的冲击。
(6)、常见壁厚1.5—2mm,一般壁厚1—4mm,大型塑件壁厚6—8mm。
当无法避免壁厚不均时,
A.壁厚应尽量均匀一致,避免突然变化B.改为两个制品再装配.特殊情况:
*****
4.转角部位加R
•塑料产品的尖锐转角常常是造成产品破坏的最大因素。
•圆角的优点:
•
(1)圆角使得成形品提高强度以及降低应力.模具强度获得改善,以避免模具内尖锐的转角,造成应力集中,导致开裂,特别是对于需要热处理或受力较高的部分,圆角更为重要
•
(2)塑料的流动状态将被改善,圆形的转角,使得塑料能够均匀流动,
(3)消除了尖点利边,避免安全隐患•
(4)利于脱模
•作用:
改善流动性,消除内应力;
安全,美观。
•但是
•1.太大的圆弧可能造成缩水,特别是在肋或螺丝柱根部转角圆弧.
•2.但圆角的存在会增加模具的制作难度
下图显示:
圆角加大,应力集中减少.
建议R最小为0.5mm,最佳圆角设计为
R/T=0.6,
超过这点后,R即使再增加,也只能小部分减少应力集中现象.
如:
内圆角R=0.5T,外圆角R=1.5T
5、加强筋(骨位)的设计
为满足制件的使用所需的强度和刚度单用增加壁厚的办法,往往是不合理的,不仅大幅增加了制件的重量,而且易产生缩孔、凹痕等疵病,在制件设计时应考虑设置加强筋,这样能满意地解决这些问题,它能提高制件的强度、防止和避免塑料的变形和翘曲。
设置加强筋的方向应与料流方向尽量保持一致,以防止充模时料流受到搅乱,降低制件的韧性或影响制件外观质量。
(1)、加强筋的作用:
增加强度;
装配定位;
改善走胶。
(2)、加强筋与壁厚的关系:
加强筋基本厚度等于0.5~0.7倍壁厚B=(0.5~0.7)T;
(3)、加强筋应用实例:
平板类零件防变形;
螺丝柱防变形拉断。
(4)、避免双台阶圆柱,应改为加筋台阶
(5)、加强筋的拔模角一般取0.25-2度.
(7)、加强筋应布置在塑件受力较大或易受力之处,以改善塑件的强度!
(8)、
各条加强筋的尺寸尽量相同或相近,可用同一个铜公打火花;
(9)、在满足刚度、强度条件下,加强筋应尽可能设计的矮一些!
有利于脱模。
同时加强筋(骨位)太高,成型模具的相应镶件要组合镶拼,低于15mm时可不镶。
 升级会员
升级会员 