铸铁的浇注系统Word格式.docx
《铸铁的浇注系统Word格式.docx》由会员分享,可在线阅读,更多相关《铸铁的浇注系统Word格式.docx(38页珍藏版)》请在冰豆网上搜索。
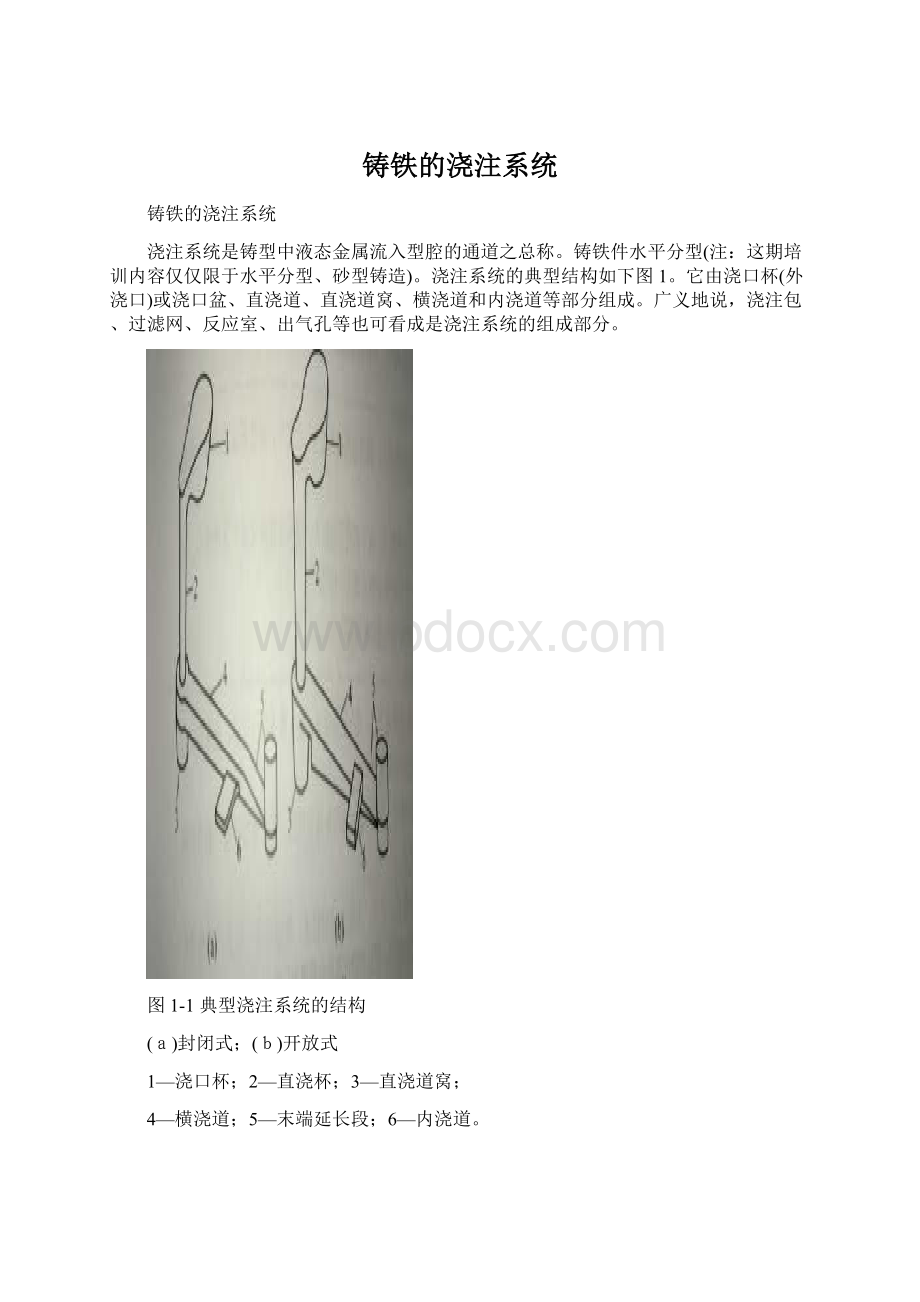
3—直浇道窝;
4—横浇道;
5—末端延长段;
6—内浇道。
浇注系统设计得正确与否对铸铁件的品质影响很大,据资料介绍
(1)
(2)(3),铸铁件废品中约有30%是因浇注系统设计不当而引起的,文献(8)认为由于浇注系统设计不当,其产生的废品约占总废品量30-40%,甚至70%。
到目前为止,在铸造专业的教学和培训中,浇注系统常常是被忽略的,在内容上轻描淡写,一带而过。
尚有很多铸造工作者对铸件的浇注系统的设计也很不重视,对浇注系统的基本要求和功能不甚了解,对浇注系统中各组元的作用和互相的搭配、联结比较模糊,而使铸件废品率居高不下,因此我们有必要系统的学习浇注系统方面的有关知识,互相交流成功和失败的经验,以满足各行各业对铸件质量日益增长的高标准要求,并降低由于铸件废品率高而造成的经济损失。
现在,在有关铸造的各种铸造杂志上,以及各种铸造专业会议上,例如每年全国及各省的铸造学会、协会会议上,很难看到有比较系统的浇注系统的专项介绍,一些铸造书籍手册上、教科书上的介绍也比较简单,并且很多内容雷同,有的学者专家也可能认为在浇注系统的设计上没多少知识技术含量吧。
因此,我不由想起了史蒂芬·
I·
卡赛(STEPHEN·
I·
KARSAY)博士,他应当是当今世界知名的铸造方面的泰斗吧。
1981年他来华讲学时,我曾去听过他的课,他出版过好几本铸铁的浇冒系统设计原理的专著,理论与实践结合,对浇注系统深入浅出地进行了讲解。
很受国人和世界各地铸造工作者的推崇,尤其是对球墨铸铁冒口设计提出了独特的见解,例如无冒口铸造方法,控压力冒口方法,及直接实用冒口方法,广为国内外书刊杂志所介绍。
我这次所讲的内容,很多取自他的著作,但我还是希望大家亲自去拜读他的原著,以免我理会有误。
另外我也要介绍一位国内的西安理工大学的魏兵教授,他也是我的一位熟人朋友,这么多年来,他一直在做这方面的工作,写文章、著书、办学习班,提出了大孔出流和均衡凝固理论,尽管在学术观点上有人提出了不同的看法甚至反对意见,但还是值得大学去认真学习的。
下面我把我的学习心得和自己的一些体会,或经验介绍给大家,希望引起大家对浇注系统的重视,两天的学习交流时间,不能讲得太详细,只把我认为应当关注的一些方面提出来和大家共享,有错误的地方请大家指正。
1、浇注系统的基本要求
正确地设计浇注系统是科学,它的设计是建立在各学科理论的基础上,卡赛在他的一本专著上,论述设计前,他建议读者还是不要为了权宜之计走捷径,希望去读读他推荐的一些原理。
如能量守恒定律(伯努利方程)、托里析利定理,连续流动定律、帕斯卡定律、层流与紊流,以及斯托克斯定律和牛顿定律等,以便加深对铸造过程浇注系统设计的理解。
因此,正确地设计浇注系统是一门科学,但它也是一门艺术,不但要有理论基础,还要有丰富的实际经验,只有两者结合,才能正确地对浇注系统进行设计,才能确保铸件无缺陷,或少缺陷,并获得好的工艺出口率。
要想设计出好的浇注系统,首先要了解我们对浇注系统提出了哪些要求。
对于这一点,可能由于各人的理解不同,铸件质量要求各异,因此提出的要求也不一致。
文献(4)提出,浇注系统的基本功能就是其目的是让铁水充满型腔,而同时把渣撇掉。
可能大多数铸造工作者、工程师们,都认可浇注系统的主要功能就是挡渣,但是随着时代的发展,对铸件的质量要求越来越高,因此对浇注系统的基本要求也越来越多,文献(5)认为浇注系统应满足以下4点要求:
即①控制金属流动的速度和方向,并保证充满型腔;
②有利于铸件温度的合理分布;
③金属液在型腔中的流动应平稳,均匀,以避免夹带空气,产生金属氧化物及冲刷砂型;
④浇注系统应有除渣功能。
这四点要求和文献(6)提出的对浇注系统的功能几乎一样,和文献(4)相比,它们已经对浇注系统提出了更多的要求,突出的一点就是要依铸件是以顺序凝固或同时凝固而使铸型内的温度有一个合理分布。
这十多年间,随着对铸件质量要求的提高,也对铸件的浇注系统的功能提出了更多的基本要求,如文献
(1)
(2)(3)把这种要求增加到了十条,即
1)所确定的内浇道位置、方向和个数应符合铸件的凝固原则或补缩方法;
2)在规定的浇注时间内充满型腔;
3)提高必要的充型压力头,保证铸件轮廓、棱角清晰;
4)使金属液流动平稳,避免严重紊流。
防止卷入吸收气体和金属过度氧化;
5)具有良好的阻渣能力;
6)金属液进入型腔时线速度不可过高,避免飞溅,冲刷型壁或砂芯;
7)保证型内金属液面有足够的上升速度,以免形成夹砂结疤、皱皮、冷隔等问题;
8)不破坏冷铁和芯撑的作用;
9)浇注系统的金属消耗小,并容易清理;
10)减少砂型体积,造型简单,模样制造容易。
上述十条对浇注系统的基本要求,是华中理工大学、河北工业大学和西安理工大学的三位教授在他们主编的教科书或专著上提出来的,当然更全面了。
但对于一个实际铸造工作者,在铸造底层干了六十年的我,根据在现场所遇到的一些实际生产技术问题,我认为的铸铁浇注系统应该满足什么要求呢?
在这里我把我的认知和体会贡献给大家,望大家指正。
我所理解的铸铁浇注系统的主要功能,简单地讲,就是要快速平稳地将干净的铸铁液,经铸件的合适部位进入型腔,并且最大限度地提高铸件的工艺出口率,降低清理成本。
快速:
就是浇注时要大流量,即每秒钟浇入型内的金属液要尽量多,就是我们平常所说的要快浇,在一般情况下,要放弃慢浇,要以比较短的时间来完成每型及每浇注包的浇注工作。
为什么提出快浇?
我的体会是,
快浇!
快浇才能:
1)满足日益增长的生产率,保持与现代化的自动线生产节拍相一致;
2)减少冶金衰退,包括球化衰退和孕育衰退;
3)求得每件每型及每浇注包的所浇铸件,其硬度、金相组织和机械性能更趋于一致;
4)减少温度损失和温度差、压缩每型、每包的浇注温度范围;
5)快浇有利于铸件各处的温度均匀;
有益于降低浇注温度;
减少局部地区的流动热节,有利于减少缩孔缩松;
即浇注系统要辅助补缩系统而不是阻碍补缩系统。
6)减少铁液氧化。
平稳!
平稳就是在大流量下,要保持小的流速,使流速处在临界浇注速度下,使在浇注系统内,和进入型腔时不产生严重紊流,不产生喷射,不冲蚀铸型。
平稳低速才能使已带入浇注系统的熔渣和氧化渣留在模浇道内,平稳低速才能不致于产生二次氧化渣。
只有这样才能获得干净的铁液!
虽然要完全满足上述要求是不容易的,甚至是不可能的,对于某些质量要求不高的铸件,可能也没有必要去样样满足这些要求,但是作为一个铸造工作者,尤其是现场的铸件工艺设计者,应当清醒的了解浇注系统的功能,才能对具体的铸件,平衡利弊,做出合理的设计。
2、基本原则
文献(7)提出在设计浇注系统时应遵守四条基本原则,即
1)要使首流铁水存留在直浇道窝或横浇道末端的集渣孔内,因首流铁水是质量最差的铁水,它
温度低----首流铁水经过室温的浇注系统,尤其浇注系统长时,其温度已降低到很低。
脏-----因首流铁水清扫着浇注系统内的浮砂和脏物,以及刚开始浇注时从浇口杯内流下的熔渣。
2)浇注速度
无冒口铸造时要尽量快浇;
高度大的铸件,底浇时应尽量快速;
顶浇时尽可能慢;
通过(热)冒口浇注时,尽可能慢;
3)尽可能低温浇注,因每100摄氏度液体铁水会收缩1.5%(有的文献为1.6%),认为高于1427摄氏度(华氏2600度)浇注时,对潮模砂型和壳型会引起质量问题;
4)正确地设计浇注系统各组元的尺寸,根据铸件的形状和重量,不要过于追求工艺出品率,要保持一个合理的出品率,对于潮型砂铸来讲,球铁的出品率为55--65%,灰铸铁为65--75%,当然对于铁型覆砂,采用发热冒口,和厚大模数的铸铁件,出品率会高于此数。
3、浇注系统的基本类型
根据组成浇注系统各组元的横截面比例的不同,和阻流位置不同,人们通常将浇注系统分为封闭式(压力式)和开放式(非压力式)浇注系统,以及混合式(半封闭式、封闭开放式)浇注系统。
1、封闭式浇注系统的最小截面是内浇口,即内浇道为阻流,封闭式浇注系统可理解为在正常浇注条件下,所有组元能为金属液充满的浇注系统,也称为充满式浇注系统,因全部截面上的金属液压力均高于型壁气体压力,故是有压或正压系统。
封闭式浇注系统有较好的阻渣能力,可防止金属液卷入气体,消耗金属少,清理方便,主要缺点是:
进入型腔的金属液流速高,易产生喷溅和冲砂,使金属氧化使型内金属液发生扰动,涡流和不平静。
因此,主要用于不易氧化的各种铸铁件。
封闭式时,各组元截面的比例关系为F直>F横>F内=F阻。
2、开放式浇注系统
文献
(1)、
(2)、(3)都把开放式浇注系统的阻流设计在直浇道的上口,因而认为,在正常浇注条件下,金属液不能充满所有组元的浇注系统,所以才称为非充满式或非压力式浇注系统,它们的各组元截面比例为F阻<F直<F横<F内。
在金属流未能充满的部位存在着等大气压力的自由表面。
完全开放式浇注系统在内浇道未淹没之前,各组元均呈非充满状态,几乎不能阻渣且会带入大量气体。
因此使用转包浇注的铸铁件不宜使用这种浇注系统,并且还说开放式浇注式浇注系统的内浇道截面积比阻流面积大得多,一般F内/F阻≥3,当直浇道不充满时,会使金属液高度紊流,造成氧化、卷气等,故生产中往往要求应用充满式直浇道,也建议将阻流设在直浇下端或靠近的横浇道上。
他们认为,开放式浇注系统的优点就是进入型腔时,金属液流速度小,充型平稳,冲刷力小,金属氧化轻,因而适应于轻合金、球铁件等。
而文献(4)(7)认为,如果将阻流设在直浇道与横道的交接处,如下图,其截面积比为F直>F阻<F横<F内。
图3-1直浇道/横浇道控制系统示意图
这种浇注系统在浇注开始阶段时,其档渣机理与内浇道横浇道控制系统(即内浇道为阻流)有根本的区别。
这种浇注系统设计的基本特点是横浇道总是在下型,同时内浇道都在上型,这个特点保证含渣较多的铁水液面达到分型面之前不会经过内浇道进入型腔,另外,该横浇道的另一基本特点,它是向上倾斜的。
这样的斜度使得铁水向上爬坡,因而减少紊流。
向上斜的另一特点是横浇道截面积随着内浇道数量的减少而减少。
向上斜的横浇道的另外两个特点如下:
①首流铁水也和封闭式(压力式)浇注系统一样,应当有横浇道末端延长段,甚至有集渣坑。
②较大的横浇道横截面面积只在直浇道与第一个内浇道之间的部位才是需要的,因此,铸件工艺出口率由于有斜度而受益。
3、混合式浇注系统
它结合了封闭式与开放式浇注系统。
图3--2一个典型的封闭式(内浇道/横浇道)控制系统
图3--3开放式(直浇道/横浇道)控制系统
图3-4一个混合式浇注系统
4、阻流位置与截面积比
浇注系统内,阻流位置与截面积比不同,决定了浇注系统的类型。
一、阻流位置(12)
封闭式浇注系统和开放式浇注系统之间的区别,在于通道内单位时间流量最小截面积的位置,这个在大部分时间浇注期内,控制浇注速度的最小截面积叫做阻流。
1、封闭式浇注系统
封闭式浇注系统的阻流正好是内浇道的横截面,一旦浇注系统充满,铁水就以相当于包嘴到内浇道的垂直距离的全部铁水静压头的速度进入型腔,因此取名为封闭式浇注系统,或压力式浇注系统。
如果阻流设计在内浇道横截面以外的任何地方,则叫开放式浇注系统。
通过内浇道的铁水流速将由阻流来决定,并低于(至少最初是)阻流相等的封闭式浇注系统。
自铁水从浇包到内浇道的整个通道中,阻流可设计在下述部位:
①浇包嘴上设置阻流。
由于浇注缓慢,直
 升级会员
升级会员 