年产100万吨连铸坯的电弧炉炼钢车间工艺设计毕业设计文档格式.docx
《年产100万吨连铸坯的电弧炉炼钢车间工艺设计毕业设计文档格式.docx》由会员分享,可在线阅读,更多相关《年产100万吨连铸坯的电弧炉炼钢车间工艺设计毕业设计文档格式.docx(73页珍藏版)》请在冰豆网上搜索。
(1)超高功率直流电弧炉具有电极消耗低、节电且对渣线耐火材料侵蚀小等特点,是世界范围内电炉发展的总趋势。
并且要充分利用超高功率电弧炉的一些强化冶炼技术,提高电炉生产能力,逐步缩小与转炉出钢周期的差距,达到电炉转炉化的水平。
(2)尽可能地利用电炉冶炼废热和化学能,发展废钢预热及烟气二次燃烧技术。
竖式电炉不仅在生产率、能量利用、环境适用性及炉料灵活性等方面占有优势,而且实现了电炉炼钢的连续化,是目前最有发展前途的电炉。
但其设备结构的复杂性以及其产生的二噁咽等问题也是值得注意并有待解决的。
(3)用初级能源代电,采用氧燃烧嘴助熔技术,可以降低电耗、降低生产成本、缩短冶炼时间,尤其是煤——氧助熔技术更有发展前途。
(4)扩大铁源应用范围,除废钢外广泛应用DRI、HBI、碳化铁、高炉铁水、熔融还原铁、生铁块等灵活配比,以适应不同地区的原料供应状况。
(5)电炉炼钢应逐步趋向连续化操作,改善劳动条件,提高设备的利用率。
(6)环保问题是全世界永恒的话题,应注意环境保护和废气物的回收利用。
2电弧炉炼钢车间的设计方案
2.1电炉车间生产能力计算
2.1.1电炉容量和台数的确定
电炉车间产量系指一定的生产期内合格产品的产量。
通常指经检验合格的连铸坯产量。
本设计题目为年产量100万t/年。
电弧炉车间年产量计算式
A=24nga/t(2-1)
式中:
n——全年实际有效作业日数;
n=365×
作业率(98%)=358;
G——一炉熔炼钢水的量;
t——平均一炉的冶炼时间,取t=55min;
a——钢水铸成铸坯的收得率,取a=98.0%。
。
∴
考虑到电炉的过装系数f可取1.2~1.3,故取电弧炉的公称容量120t,且车间有一台电弧炉可满足要求。
2.1.2电炉车间生产技术指标
(1)产量指标
合格钢产量100万吨/年;
冶炼时间55min
(2)质量指标
铸坯合格率:
方坯99.0%
(3)作业率指标
连铸机作业率:
85%
(4)连铸生产技术指标
连铸比:
100%
连铸坯收得率98.0%
2.2电炉车间设计方案
2.2.1电炉炼钢车间设计与建设的基础材料
(1)建厂条件:
1)各种原料的供应条件,特别是钢铁材料来源;
2)产品销售对象及其对产品质量的要求;
3)水电资源情况,所在地区的产品加工,配件制作的协作条件;
4)交通运输条件,水路运输及地区公路、铁路的现状与发展计划;
5)当地气象、地质条件、环保要求;
(2)工艺制度:
确定工艺制度是整个工艺设计的基本方案,是设备选择,工艺布置等一系列问题的设计基础。
1)冶炼方法:
超高功率电弧炉冶炼,然后进行炉外精炼;
2)浇注方法:
采用全连铸;
3)连铸坯的冷却处理与精整:
铸坯在冷床上冷却并精整;
4)在技术或产量方面应留有一定的余地。
2.2.2产品大纲
本设计题目为年产100万吨连铸坯的电弧炉炼钢车间工艺设计,产品大纲为:
碳素结构钢50万吨,合金结构钢50万吨。
2.2.3电炉炼钢车间的组成
1)炼钢主厂房,包括原料跨、炉子跨、精炼跨、浇注跨和出坯跨。
2)废钢料堆场及配料间包括废钢处理设施(预热、烘烤等);
3)铁合金及散状材料间;
4)钢锭、坯存放场地;
5)中间渣场;
6)机电修理间及快速分析室;
7)炉衬制作与各种备件修理场地;
8)耐材库、备件备品库、车间变、配电室;
9)水处理、烟气净化设施及车间管理、生活服务设施。
2.2.4电炉车间各跨的布置情况
由于是一台超高功率电弧炉,且是全连铸,考虑到物料顺行、劳动安全条件和未来发展,采用横向高架式布置。
(1)原料跨:
此跨主要是为外来废钢、返回废钢、炼钢生铁、合金料、散状料等提供场地。
废钢坑可按其块度大小分几个不同的坑,另外还有合金料和散装料的烘烤区。
(2)炉子跨:
此跨配有一座120吨超高功率偏心底出钢电弧炉,一座140吨LF精炼炉,炉体彻修区、炉盖修理区、耐火材料干燥室,钢包烘烤区,电炉装料配置,电炉变压器房,供氧系统,粉尘处理系统等,由高架行车进行跨间的整体运输工作。
LF精炼炉主要是进行钢水的脱氧,脱硫脱气,合金化等操作。
(3)精炼跨:
此跨设有钢包回转台,连铸机,钢包修理备用区,中间包修理区及烘烤区,结晶器修理区及烘烤区。
因运输量大,设有两台行车进行钢包的调运工作。
(4)浇注跨:
此跨主要进行铸坯的凝固,另外,此跨间还有铸机备件区、检修区、良坯存放区、缓冷区等等。
(5)出坯跨:
此跨主要包括铸坯堆放区,连铸机维修区、铸坯操作室等等。
3电弧炉炉型设计
随着钢质量不断提高,熔炼工艺在革新,也向炉子结构提出了更高的要求。
炉型尺寸的计算既可用于设计新炉子,又可用于核算改造旧炉子。
3.1电弧炉炉型
炉型是指炉子内部空间的形状和尺寸。
现今,大型高功率电弧炉均为圆桶形炉体和拱顶炉盖,三电极分布在等边三角形顶点上。
另外,自发展电炉高功率和超高功率技术以来,新型电炉多采用水冷壁以及水冷炉顶,而当今采用水冷壁的电弧炉炉壁均作成柱形。
3.1.1炉缸
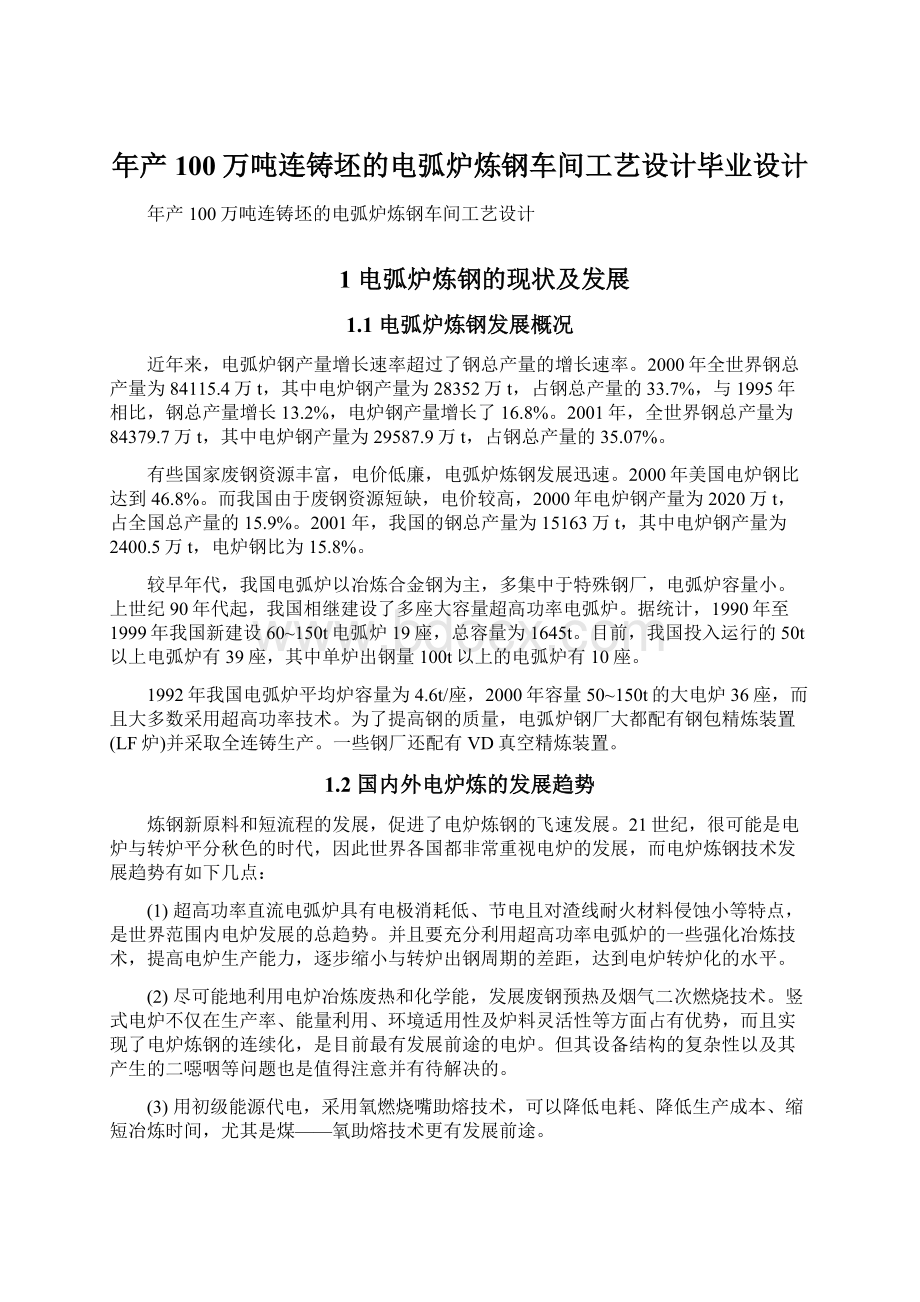
将炉体剖开,向炉门方向看,熔池形状见图3-1。
图3-1电弧炉炉型
图3-1中,D——钢液面直径;
H——钢液深度;
h1——球缺状钢液高度;
h2——锥台状钢液高度;
d——球缺直径;
α——锥台与水平的夹角。
根据计算与经验,D/H=3.5~5。
h1=H/5,炉底采用球形便于在熔化初期聚集一定的钢液,既可保护炉底,又有利于吹氧助熔,加速熔化。
α一般取45°
,在操作过程中熔池的形状易于保持,且便于出钢后修补炉坡(镁砂自然堆角45°
),出钢时钢水与渣能够倒尽。
对于一定质量的钢液,其体积为:
V=GV0(3-1)
G——炉子额定容量,t;
V0——一定钢液的体积,m3/t,V0=0.14m3/t。
计算得:
V=16.8m3。
钢液面直径为:
D=2.0CV1/3(3-2)
C=0.875+0.042D/H
所以得:
D=2.0×
(0.875+0.042×
5)×
8.41/3=3.92m
炉渣体积可取钢液体积的10~15%,由此即可计算渣层厚度。
炉门坎平面应高于渣液面20~40mm,炉缸与炉壁连接面应高于炉门坎面30~70mm,减轻炉渣对炉壁与炉坡接缝处的侵蚀。
所以炉缸上缘直径(或即为熔化室直径)DB为:
DB=D+0.1~0.2(3-3)
所以:
DB=D+0.1=3.92+0.1=4.95m
H=D/5=3.92/5=0.78m
3.1.2熔化室
炉缸以上至炉顶拱角以下的空间称作熔化室。
熔化室的高度即为炉壁的高度,计算为:
H1=0.40DB=0.40×
4..02=1.61m。
熔化室的容积加上炉缸容积应能容纳一炉所需废钢铁料,其上部直径为:
D1=DB+2H1tanβ(3-4)
D1=4.40.m。
3.1.3电极分布
电弧炉是以三个电极圆心构成的圆的直径Dp来表示电极在炉内的分布,比值Dp/DB决定电极在炉中的位置,同时也决定炉内热量的分布。
考虑到炉壁热负荷的均匀和电极把持器的位置,电极分布圆直径Dp与DB有如下关系:
Dp/DB≦0.25~0.35(3-5)
取值为0.3,所以Dp=1.206m。
电极直径取为500mm。
3.1.4工作门
现代电弧炉只设一个工作门,用于加料、炉前操作和观察炉况。
依据经验公式,得:
炉门宽度:
l=(0.20~0.30)D=0.2×
3.92=0.780m
炉门高度:
b=(0.75~0.85)l=0.8×
0.78=0.624m
3.1.5炉衬厚度
炉衬厚度是按耐火材料的热阻计算的。
(1)炉底厚度d底
d底=1000mm。
(2)炉壁根部厚度d壁
炉壁根部厚度即炉缸平面处炉衬的厚度,一般取δ壁>
400~600mm。
120t炉子,d壁=600mm。
(3)炉壁与炉盖厚度
对于超高功率电弧炉大多都采用水冷炉壁、水冷炉盖,其厚度取决于水冷构件的形式、材质及炉内热负荷等。
3.2电弧炉变压器容量选择
由熔化时间来计算变压器容量:
熔化期长短主要是由供电功率来确定。
变压器的容量由下式计算:
(3-6)
P——炉用变压器额定容量,kVA;
q——熔化每吨废钢料及熔化相应的渣料并升温所需要的电量,kWh/t,q≈350kWh/t;
G——电炉装入量,t;
tm——预期的熔化时间,h;
cosφ——熔化期平均功率因数,超高功率选取0.70;
η——变压器有功功率的热效率,选取0.80;
N——熔化期变压器功率平均利用系数,选取1.1。
所以,计算得:
P=40909.09kVA
若按电弧炉的额定容量计算其单位功率则为40909.09/120=341kVA/t,属于超高功率范围。
3.3水冷炉壁与水冷炉盖
3.3.1水冷炉盖的设计
炉盖直径的确定:
Dg=Dr+2dc(3-7)
Dg——水冷炉盖的直径
Dr——熔化室直径
dc——添加系数其值为300mm
故:
Dg=4.4+2×
0.3=5m。
图3-2EBT结构图
炉盖上开五个孔,其中三个为电极孔,一个为排尘孔。
后一个孔的直径为450mm,炉盖圈的高度为300mm,环形凸圈的高度定为60mm,宽度也定为60mm,炉盖上还焊有6根拉筋,起加固炉盖的作用。
3.3.2水冷炉盖的安装
分为炉壳内装式和框架悬挂式两种。
前者炉壁、炉盖有完整的钢板炉壳,炉壁炉盖采取内装方式;
后者炉壁、炉盖无完整钢板炉壳,而是水冷的框架,依靠悬挂在上面的水冷炉壁、水冷炉盖组成完整的炉体。
为便于运输、安装、维护以及提高寿命,将装有水冷炉壁的炉体制成上下两部分,在水冷炉壁的下沿与炉底及渣线分开,采用法兰连接。
3.4偏心底出钢的设计
偏心底出钢电弧炉(EBT电炉)采用留钢留渣操作,不但做到了无渣出钢,而且留钢操
 升级会员
升级会员 