烟叶制丝工二级实操技能试卷D设置要求和评分技术要素SQ34X型切丝机Word文件下载.doc
《烟叶制丝工二级实操技能试卷D设置要求和评分技术要素SQ34X型切丝机Word文件下载.doc》由会员分享,可在线阅读,更多相关《烟叶制丝工二级实操技能试卷D设置要求和评分技术要素SQ34X型切丝机Word文件下载.doc(4页珍藏版)》请在冰豆网上搜索。
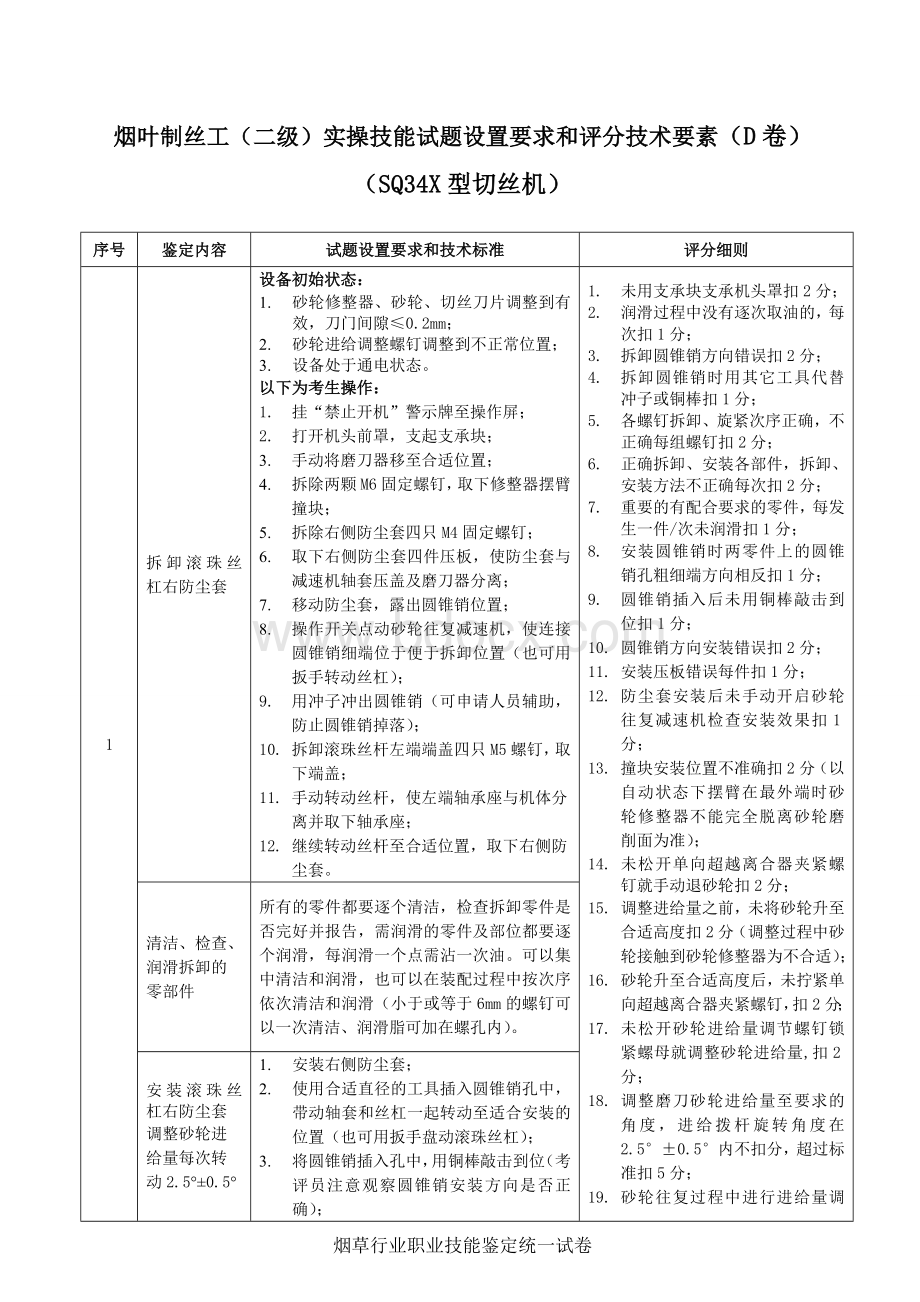
5.拆除右侧防尘套四只M4固定螺钉;
6.取下右侧防尘套四件压板,使防尘套与减速机轴套压盖及磨刀器分离;
7.移动防尘套,露出圆锥销位置;
8.操作开关点动砂轮往复减速机,使连接圆锥销细端位于便于拆卸位置(也可用扳手转动丝杠);
9.用冲子冲出圆锥销(可申请人员辅助,防止圆锥销掉落);
10.拆卸滚珠丝杆左端端盖四只M5螺钉,取下端盖;
11.手动转动丝杆,使左端轴承座与机体分离并取下轴承座;
12.继续转动丝杆至合适位置,取下右侧防尘套。
1.未用支承块支承机头罩扣2分;
2.润滑过程中没有逐次取油的,每次扣1分;
3.拆卸圆锥销方向错误扣2分;
4.拆卸圆锥销时用其它工具代替冲子或铜棒扣1分;
5.各螺钉拆卸、旋紧次序正确,不正确每组螺钉扣2分;
6.正确拆卸、安装各部件,拆卸、安装方法不正确每次扣2分;
7.重要的有配合要求的零件,每发生一件/次未润滑扣1分;
8.安装圆锥销时两零件上的圆锥销孔粗细端方向相反扣1分;
9.圆锥销插入后未用铜棒敲击到位扣1分;
10.圆锥销方向安装错误扣2分;
11.安装压板错误每件扣1分;
12.防尘套安装后未手动开启砂轮往复减速机检查安装效果扣1分;
13.撞块安装位置不准确扣2分(以自动状态下摆臂在最外端时砂轮修整器不能完全脱离砂轮磨削面为准);
14.未松开单向超越离合器夹紧螺钉就手动退砂轮扣2分;
15.调整进给量之前,未将砂轮升至合适高度扣2分(调整过程中砂轮接触到砂轮修整器为不合适);
16.砂轮升至合适高度后,未拧紧单向超越离合器夹紧螺钉,扣2分;
17.未松开砂轮进给量调节螺钉锁紧螺母就调整砂轮进给量,扣2分;
18.调整磨刀砂轮进给量至要求的角度,进给拨杆旋转角度在2.5°
±
0.5°
内不扣分,超过标准扣5分;
19.砂轮往复过程中进行进给量调整扣2分;
20.砂轮进给量调整到位后,未旋紧砂轮进给量调节螺钉锁紧螺母扣2分;
21.砂轮进给量调整方法错误扣5分;
22.检查刀门状况时未用手触摸检查下刀门是否高于刀门座扣1分;
23.安装完成未手动盘车(刀辊)就开机调整扣2分;
24.盘动刀辊未采用保护措施扣2分;
25.刀辊门未锁紧到位扣1分(以考评员所画基准线为准);
26.打开砂轮门之前未将限位块转至水平位置扣1分;
27.砂轮门未锁紧扣1分(以未使用扳手为准);
28.砂轮门关闭后未将限位块转至垂直位置扣1分;
29.检查人机界面时未发现影响开机的因素,扣1分;
30.未启动除尘设备就开机扣1分;
31.未开门检查刀片刃磨结果扣1分;
32.安装调整时已检查过的部位可不做重复检查;
33.本项扣分累计以该项满分为上限;
34.其他评分标准详见基本评分标准。
清洁、检查、润滑拆卸的零部件
所有的零件都要逐个清洁,检查拆卸零件是否完好并报告,需润滑的零件及部位都要逐个润滑,每润滑一个点需沾一次油。
可以集中清洁和润滑,也可以在装配过程中按次序依次清洁和润滑(小于或等于6mm的螺钉可以一次清洁、润滑脂可加在螺孔内)。
安装滚珠丝杠右防尘套
调整砂轮进给量每次转动2.5°
1.安装右侧防尘套;
2.使用合适直径的工具插入圆锥销孔中,带动轴套和丝杠一起转动至适合安装的位置(也可用扳手盘动滚珠丝杠);
3.将圆锥销插入孔中,用铜棒敲击到位(考评员注意观察圆锥销安装方向是否正确);
4.安装右防尘套全部压板及固定螺钉;
5.安装滚珠丝杆左端轴承座;
6.安装滚珠丝杆左端端盖及固定螺钉;
7.开启砂轮往复减速机检查安装效果;
8.安装修整器摆臂撞块并调整至合适位置;
9.清洁安装部位;
10.将砂轮提升至合适位置;
11.拆卸六颗M4螺钉,取下砂轮进给机构盖板;
12.松开砂轮进给量调节螺钉锁紧螺母;
13.通过转动调节螺钉来调整撞臂的偏摆角度,转动磨刀装置往复至最左端,通过撞臂使砂轮自动进给;
14.观察砂轮架顶部的刻度来检查进给量,使砂轮进给量达到要求;
15.调整完毕后将砂轮进给量调节螺钉锁紧螺母拧紧;
16.安装砂轮进给机构盖板,紧固六颗M4螺钉;
17.考评员停止计时,检查砂轮进给量是否符合要求(手动开启磨刀装置往复数次,使用刻度盘、指针检验砂轮单次进给量进给拨杆每次转动角度);
18.调整砂轮至轻蹭砂轮修整器。
开机检验拆装调整质量
1.考生报告“请求开机”,考评员同意;
2.打开刀辊门,检查刀门、机内排链上状况是否正常(考评员注意观察是否用手触摸检查下刀门高度);
3.关闭并锁紧刀辊门;
4.打开砂轮门,检查所有刀片能否正常通过刀门;
5.转动砂轮检查砂轮情况;
6.关闭并锁紧砂轮门;
7.检查砂轮修整装置;
8.从人机界面屏幕检查是否具备开机条件;
9.启动除尘器;
(有联动功能的机器可省略此步骤)
10.按下悬吊盒上“主启动”按钮,切丝机开始运行;
检查砂轮修整器修整砂轮是否有效,检查砂轮磨削刀片是否有效;
11.考生通过观察火花状态,判断刀片刃磨情况;
当考生认为刀片刃磨好后,按下停机按钮;
12.打开砂轮门,检查刀片的刃磨情况;
13.检查完毕后,关闭并锁紧砂轮门;
14.关闭各防护门罩。
2
检查安全装置、其余未拆装部件的有效性
1.检查所有防护门(罩)是否完好有效;
2.检查左右防尘钢带与卷筒的贴合程度是否正常(卷曲时无过松现象);
3.检查铜排链传动链条的完整程度(零件无明显崩缺和裂纹)。
1.目测检查时砂轮修整器尖端明显未处于定距滚轮最低点扣1分;
2.未手动开机验证撞块安装位置扣1分;
3.手动开启磨刀器装置往复时不足一个行程扣1分;
4.检查传动链条时未打开左下侧小门扣1分;
5.悬吊盒上各手动旋钮开关位置如有一处未恢复正常就报告检查完毕,扣1分;
6.机身侧后部维修钥匙开关未恢复正常就报告检查完毕,扣1分;
7.压缩空气压力数值读数错误(包括不读或读错单位)扣1分;
8.未检查切丝来料情况扣2分;
9.未检查辅联设备扣2分;
10.本项扣分累计以该项满分为上限;
11.其他评分标准详见基本评分标准。
检查、调整、设置设备相关控制参数
1.检查悬吊盒上各手动旋钮开关状态是否正常(电源开关处于“I”位置,其余处于中间位置);
2.检查人机界面显示屏上刀门高度显示条功能是否正常(符合刀门升降方向);
3.检查机身侧后部维修钥匙开关状态是否正常(处于“关”位置);
4.检查切丝机压缩空气供气压力是否符合不小于0.4MPa的技术要求;
5.检查切丝机气动进刀机构供气压力是否符合不小于0.2MPa的技术要求。
检查环境、前后辅连设备及来料状况
1.检查切丝来料情况;
2.检查上下游辅联设备情况。
3
开机生产调整
开机生产前烟叶已输送至切丝机入口输送设备,切丝机内无烟叶。
1.摘“禁止开机”警示牌;
2.检查调整刀门压力、刀辊转速、切丝宽度;
3.考生将烟叶填充至切丝机料仓高料位后停止上游供料设备。
1.未按照操作规范进行开机生产操作扣2分;
2.未按操作规范处理头料、尾料各扣2分;
3.感官质量判定评分按相关质量检验考核记录表;
4.其他评分标准详见基本评分标准。
感官质量判定(来料质量、产品质量)
质量检验员操作内容:
在考生感官判定的同时取样后检测记录:
1.感官判定切丝来料水分;
2.烟料品种或品牌;
3.感官判定切丝宽度。
生产过程控制
1.开机生产头料不合格品处理完成后开始累积产量;
2.在规定的产量内生产出合格的产品并报告考评员取样;
3.完成取样后继续生产将切丝机内部余料切完(不计产量);
4.完成尾料的回收和标识工作。
生产作业管理
1.查看交接班记录和设备保养记录;
2.核对标识生产牌号和执行的相关工艺标准;
3.清理生产现场环境;
4.记录不合格品的处理与头、尾料处理情况;
5.规范物品定置摆放;
6.填写交接班记录和设备保养记录。
产品质量、产量检验
质量检验员按照产品质量检验国标检验。
4
按操作规范停机
1.按操作规范完成切丝机的停机;
2.联系中控操作工停止辅联设备;
3.关闭切丝机除尘器。
1.考评结束前,磨刀器停在两端使弹簧受力扣2分;
2.未联系中控操作工即关闭隔离开关停止辅联设备扣2分;
3.未关闭除尘器扣2分;
4.要求开启设备进行润滑的部位,如未开启设备润滑,扣2分;
5.润滑后未将多余油脂擦净的,一处扣1分;
6.试卷要求的清洁、润滑保养部位如有遗漏一处扣2分;
7.清洁保养工具时须使用单独的未使用过的抹布或清洁纸,违规扣1分(允许使用一块抹布或清洁纸完成整个工具清洁保养过程);
8.清洁保养机头防护门罩时须使用单独的未使用过的抹布或清洁纸,违规扣1分(允许使用一块抹布或清洁纸完成整个清洁保养过程);
9.其他评分标准详见基本评分标准。
保养润滑
1.使用润滑脂通过油杯润滑磨刀装置上往复导轨(需手动开启往复装置压注),润滑后擦净多余油脂;
2.使用润滑脂通过油杯润滑磨刀装置下往复导轨(需手动开启往复装置压注),润滑后擦净多余油脂;
3.使用润滑脂通过注油嘴润滑滚珠丝杠螺母(加油后需手动开启往复装置使滚珠丝杠转动数周),润滑后擦净多余油脂;
4.使用干净抹布或清洁纸,逐一对工量具清洁保养,然后放回工具台原位置;
5.使用干净抹布或清洁纸对机体前防护罩、机头左右侧门表面卫生进行清洁保养;
6.考生报告“考试结束”,考评员停止计时。
烟草行业职业技能鉴定统一试卷
 升级会员
升级会员 