表面粗糙度的选用原则-适用表面和推荐值Word下载.docx
《表面粗糙度的选用原则-适用表面和推荐值Word下载.docx》由会员分享,可在线阅读,更多相关《表面粗糙度的选用原则-适用表面和推荐值Word下载.docx(4页珍藏版)》请在冰豆网上搜索。
表面粗糙度值要小。
(4)配合性质相同时,尺寸小的零件比尺寸大的表面粗糙度值小;
同一公差等级,小尺寸比大尺寸、轴比孔的表面粗糙度值要小。
(5)运动速度高、单位压力大的摩擦表面比运动速度低、单位压力
小的非摩擦表面的表面粗糙度值小。
(6)一般情况下,尺寸和表面形状要求精确程度高的表面,表面粗
糙度值要小。
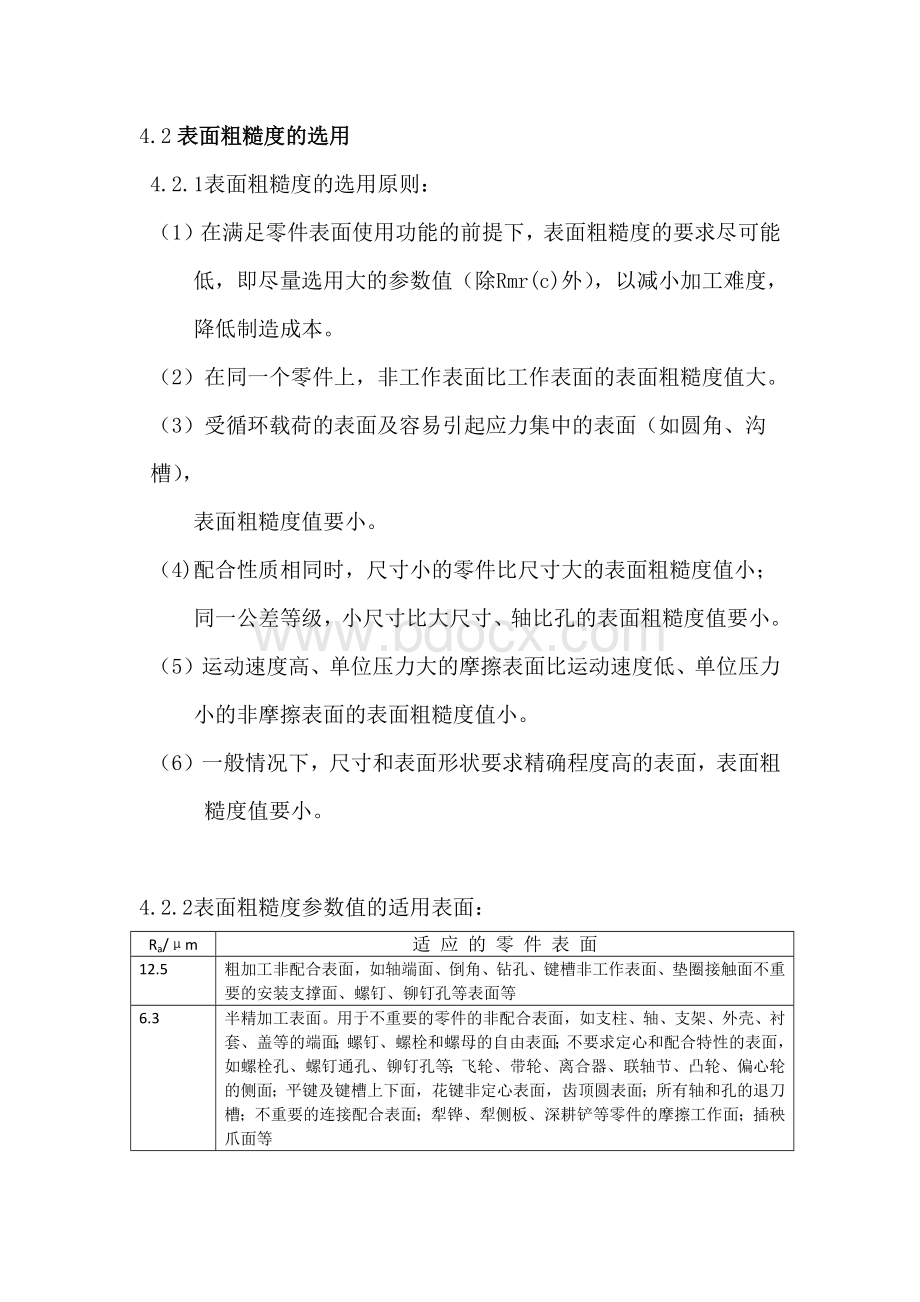
4.2.2表面粗糙度参数值的适用表面:
Ra/μm
适应的零件表面
12.5
粗加工非配合表面,如轴端面、倒角、钻孔、键槽非工作表面、垫圈接触面不重要的安装支撑面、螺钉、铆钉孔等表面等
6.3
半精加工表面。
用于不重要的零件的非配合表面,如支柱、轴、支架、外壳、衬套、盖等的端面;
螺钉、螺栓和螺母的自由表面;
不要求定心和配合特性的表面,如螺栓孔、螺钉通孔、铆钉孔等;
飞轮、带轮、离合器、联轴节、凸轮、偏心轮的侧面;
平键及键槽上下面,花键非定心表面,齿顶圆表面;
所有轴和孔的退刀槽;
不重要的连接配合表面;
犁铧、犁侧板、深耕铲等零件的摩擦工作面;
插秧爪面等
3.2
外壳、箱体、盖、套筒、支架等和其他零件连接面而不形成配合的表面;
不重要的紧固螺纹表面,非传动用阶梯螺纹、锯齿形螺纹表面;
燕尾槽表面;
键和键槽的工作面;
需要发蓝的表面;
需滚花的预加工表面;
低速滑动轴承和轴的摩擦面;
张紧链轮、导向滚轮与轴的配合表面;
滑块及导向面(速度20~50m/min)收割机械切割器的摩擦器动刀片、压力片的摩擦面,脱粒机格板工作表面等
1.6
要求有定心及配合特性的固定支承、衬套、轴承和定位销的压入空表面;
不要求定心及配合特性的活动支撑面,活动关节及花键结合面;
8级齿轮的齿面,齿条齿面;
传动螺纹工作面;
低速传动的轴颈;
楔形键及键槽上、下面;
轴承盖凸肩(对中心用),V带轮槽表面,电镀前金属表面等
0.8
要求保证定心及配合特性的表面。
锥销和圆锥销表面;
与G和E级滚动轴承相配合的孔和轴颈表面;
中速转动的轴颈,过盈配合的孔IT17,间隙配合的孔IT8,花键轴定心表面,滑动导轨面
0.4
不要求保证定心及配合特性的活动支承面;
高精度的活动球状接头表面、支承垫圈、榨油机螺旋轧辊表面等
0.2
要求能长期保持配合特性的孔IT6,IT5,6级精度齿轮齿面,蜗杆齿面(6~7级)与D级滚动轴承配合的孔和轴颈表面;
要求保证定心及配合特性的表面;
滚动轴承轴瓦工作表面;
分度盘表面;
工作时受交变应力的重要零件表面;
受力螺栓的圆柱表面,曲轴和凸轮轴工作表面,发动机气门圆锥面,与橡胶油封相配的轴表面等
0.1
工作时受较大交变应力的重要零件表面,保证疲劳强度、防腐蚀性及在活动接头工作中耐久性的一些表面;
精密机床主轴箱与轴套配合的孔;
活塞销的表面;
液压传动用孔的表面,阀的工作表面,气缸内表面,保证精度定心的锥体表面;
仪器中承受摩擦的表面,如导轨、槽面等
0.05
滚动轴承套圈滚道、滚珠及滚柱表面,摩擦离合器的摩擦表面,工作量规的测量表面,精密刻度盘表面,精密机床主轴套筒外圆面等
0.025
特别精密的滚动轴承套圈滚道、滚珠及滚柱表面;
量仪中较高精度间隙配合零件的工作表面;
柴油机高压泵中柱塞副的配合表面;
保证高度气密的接合表面等
0.012
仪器的测量面;
量仪中高精度间隙配合零件的工作表面;
尺寸超过100mm量块的工作表面等
4.2.3轴和孔的表面粗糙度参数推荐值
4.2.4各种常用加工方法可能达到的表面粗糙度
注:
对于钣金类的冲裁
在普通冲裁中,材料都是从模具刃口处产生裂纹而剪切分离,制件尺寸精度低(<IT11),断面粗糙(Ra=12.5~6.3μm),不平直,断面有一定斜度,往往不能满足零件较高的技术要求,有时还需再进行多道后续的机械加工。
精密冲裁是使材料呈纯剪切的形式进行冲裁,是通过改进模具来提高精度和改善断面质量的,制件尺寸精度可达到IT6~IT9,断面粗糙度Ra=1.6~0.4μm,断面垂直度可达89°
30′或更佳。
 升级会员
升级会员 