焊接结构学口试题解答(200题完整版)文档格式.docx
《焊接结构学口试题解答(200题完整版)文档格式.docx》由会员分享,可在线阅读,更多相关《焊接结构学口试题解答(200题完整版)文档格式.docx(84页珍藏版)》请在冰豆网上搜索。
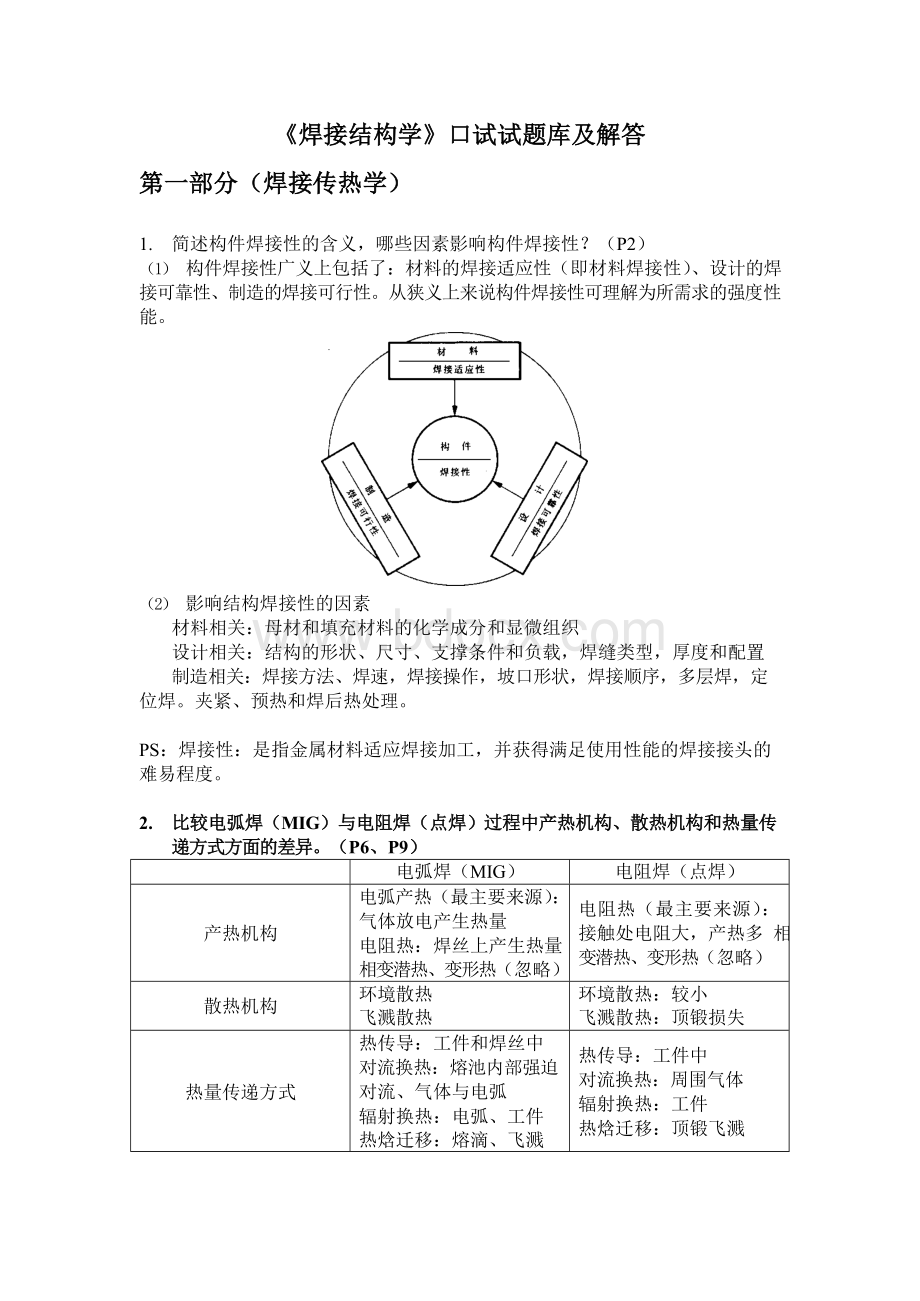
散热机构
环境散热
飞溅散热
环境散热:
较小
飞溅散热:
顶锻损失
热量传递方式
热传导:
工件和焊丝中对流换热:
熔池内部强迫对流、气体与电弧
辐射换热:
电弧、工件
热焓迁移:
熔滴、飞溅
工件中
对流换热:
周围气体辐射换热:
工件
顶锻飞溅
3.哪些因素会影响MIG过程产热及散热?
(自想)根据产热、散热机制一个个分析;
产热:
(1)电弧电流、电弧电压——电阻热、电弧热
(2)材料热物理性质——电阻热
(3)电离气体种类——电弧热;
散热:
(1)电弧形态——对流散热、辐射散热;
(2)周围气体介质——对流散热;
(3)材料热物理性质——工件传导散热;
(4)熔滴过渡——飞溅散热;
4.举例说明焊接结构过程中涉及到几种热量传递方式。
(P6)电弧焊MIG为例:
(1)热传导:
由于温差存在,熔池、工件和焊丝上高温区域向低温区域传递热量;
(2)对流换热:
熔池内部在电弧冲击下强迫对流换热,工件表面与周围气体介质和电弧等离子流发生对流换热;
(3)辐射换热:
高温电弧想周围低温物体辐射、工件向周围辐射换热;
(4)热焓迁移:
高温的熔滴从焊丝端部向母材熔池过渡迁移,发生传质与传热;
焊接飞溅从熔池向四周飞散,传质传热。
5.比较交流TIG焊与电阻焊的有效热功率的差异。
(P11)有效热功率:
加热工件(接头)的热量/焊接过程中产生的热量
(1)交流TIG:
产热机制:
借助外部集中热源,通过对流换热、热焓迁移向工件表面传递,热量从表面向工件内部进行传导;
散热机制:
因而电弧与周围环境的对流换热散失较大。
(2)电阻焊:
从内部通过电阻热作为高温热源,电阻热在工件内传导;
因而仅工件与周围环境的对流散热、顶锻飞溅散热,程度较小。
因此,电阻焊的有效热功率大于TIG焊。
6.请给出描述焊接熔池的三维数学模型(控制方程组及边界、体积力初始条件)
(P46-P48)
举例:
TIG(非熔化极)电弧以恒定的速度u0沿X方向移动、移动坐标系:
(1)控制方程组
热能方程——能量守恒
rc[¶
T+(u-u)¶
T+v¶
T+w¶
T]=¶
(l¶
T)+
�¶
T)
¶
t 0¶
x ¶
y ¶
z ¶
x
y
z
动量方程——动量守恒
r ¶
u ¶
u
P ¶
2u
c[(u-u0)¶
x+v¶
y+w¶
z]=X-¶
x+m(¶
x2+¶
y2+¶
z2)
v ¶
v
2v
z]=Y-¶
y+m(¶
w ¶
2w
z]=Z-¶
z+m(¶
x2
连续性方程——质量守恒
�+
y2
�+ )
z2
u+¶
v+¶
w=0
(2)边界条件
热能方程的边界条件为:
当z=0(工件表面),热流q(r)向工件输入热量
hIU r2
q(r)=h exp(-
2ps2
�2s2)
q q
当z=δ、z=0,对流和辐射向环境放热
-l¶
T=a(T-T)
z 0
在固液界面上——温度为熔点
T=Tm
y=0,温度场关于中心平面(x-y)对称
T=0
动量方程和连续性方程的边界条件:
在固体中和固液相界面上——速度与坐标相同
u=-u0,v=0,w=0
在熔池表面上——粘力与表面张力
m¶
s¶
T
z=-¶
T¶
(3)体积力初始条件
z=-¶
体积力X,Y,Z包括电磁力和自然对流项
X=(j´
B)x
Y=(j´
B)y
Z=(j´
B)z-rgbDT
7.如何理解焊接熔池流场计算模型中控制方程组得以成立的物理基础
(P46-P47)
该控制方程组主要适用于非熔化极气体保护焊TIG的熔池流体场计算。
TIG中不需考虑熔滴对熔池的撞击力,熔池内仅有自然对流,以及电磁力和表面张力等作用力作用产生的强迫对流。
因此,焊接熔池内的热量传递主要是依靠对流换热(而不是热传导),可以用热能方程、动量方程、连续性方程来描述。
8.焊接热源有几种简化方式?
其适用条件如何(举例说明)(P12-P15)集中热源:
(1)点热源——三维传热——半无限体——厚板表面堆焊
(2)线热源——二维传热——无限大板——薄板对接焊
(3)面热源——一维传热——无限长杆——焊丝、焊条、摩擦焊分布热源:
(1)高斯热源(正态分布热源)——面热源——薄板熔透焊+电弧
挺度小
高斯热源拉长——带状热源——高速焊接
(2)双椭球热源(卵形热源)——体热源——厚板高能束焊
清华大学激光深熔小孔焊是高斯旋转体热源
9.热源空间尺寸的简化会造成何种偏差?
其使用范围如何?
(P11-P12)
当计算点远离热源时,用集中热源的简化是成功的,但在接近热源区域则很难模拟,特别是热源中心处,成为数学处理上的一个奇异点,温度将会开高至无限大。
实践证明,在电弧,束流和火焰接焊时,更有效的方法是采用分布热源模型。
集中热源:
10.给出高斯分布热源的表达式,并说明式中各参数的含义及确定方法。
(P13)
max
表达式:
(qr)=q* exp(-kr2)
k——表示热源集中程度的系数[1/mm2];
当q*max相同而k不同时,热流密度的集中程度不同,k值↑,热源集中程度↑,热量就更集中,所以一般电子束、激光束的k值大,电弧的k值适中,火焰的k值小。
k可被时间常数1/(4at0)替代。
q*max——最大热流密度[J/mm2s];
¥
2 p k
q=q(r)dF=q e-kr2prdr,q= q ,\q* = q(q——热源有效功
ò
ò
max
�kmax max p
F 0
率[J/s];
)
r——圆形热源内某点与中心的距离[mm];
q* =0.05q*
min max
认为加热斑点内集中了95%以上的热量,按此条件,正态分布热源加热
3
k
斑点的外径dn为:
dn=2 /
有关文献介绍,电极斑点直径大约为5㎜的电弧测量出的dn=14〜35㎜,而气体火焰的dn=55〜84㎜,决定于其焊矩的尺寸。
11.证明瞬时点热源作用于半无限体时,温度场T=Qexp(-R2/4at)/cρ(4πat)3/2
的正确性。
(P18)
瞬时点热源Q在t=0瞬时作用于半无限大立方体表面的中心处,热源无移动,因而u=v=w=0,热量呈三维传播,是一个纯导热问题,只需证明将该式为热能方程的一个特解
T=
�l ¶
2T
(
�+¶
2T+
t cr
12.瞬时点热源作用于半无限体t=0时,热源作用点的温度为多少?
为什么?
(P19)
在热源作用点(R=0)处,其温度为
(T-T0)
�
R=0
�= 2Q
cr(4pat)32
在此点,当t=0时,T-T0→∞,这一实际情况不符合(电弧焊时,Tmax约为
2500℃,这是点热源简化的结果,造成了热源作用点处的奇异)。
13.说明瞬时点热源、线热源及面热源作用时的温度场特征及彼此的差异。
(P17-P21)
共同特征:
随着时间t延长,温度T随1/tm/2呈双曲线趋势下降,双曲线高度与
Q成正比。
在中心以外的各点,其温度开始时随时间t的增加而升高,达到最大值以后,逐渐随t→∞而下降到环境强度T0。
差异特征:
√1/(4at)的指数:
(1)3D——3次——半无限体
(2)2D——2次——无限大板
(3)1D——1次——无限长杆降温速度从3D-1D变缓。
14.薄板上A热源作用5秒钟后,B热源开始作用,B热源作用5秒钟后,A热源停止作用。
求板上任一点P在A热源开始作用15秒钟后的温度表达式。
(P21、P23)
某一点的温度变化可由单独热源作用分别求解,然后再进行叠加。
n
叠加原理:
假设有若干个不相干的独立热源作用在同一焊件上,则焊件上某一点的温度等于各独立热源对该点产生温度的总和,即
T=å
T(ri,ti)
i=1
其中;
ri——第i个热源与计算点之间的距离,
ti——第i个热源相应的传热时间。
有了叠加原理后,我们就可处理连续热源作用的问题,即将连接热源看成是无数个瞬时热源迭加的结果。
由题意可知:
相当于v=0的移动点热源(固定连续热源),tA=10s,tB=10s,故不能直接用书上的瞬时热源公式,下面的是错误的:
T=QA exp[
�(AP)2
�-b´
10]
A
hcr(4pa´
10) 4a´
10
T=QB exp[
(BP)2
-b´
B
TP=TA+TB
正确的做法是,利用2-58的固定连续点热源极限状态温度公式,计算Tlim:
T(R,x)-T= q
�=
 升级会员
升级会员 