彩涂镀锌板知识.docx
《彩涂镀锌板知识.docx》由会员分享,可在线阅读,更多相关《彩涂镀锌板知识.docx(19页珍藏版)》请在冰豆网上搜索。
彩涂镀锌板知识
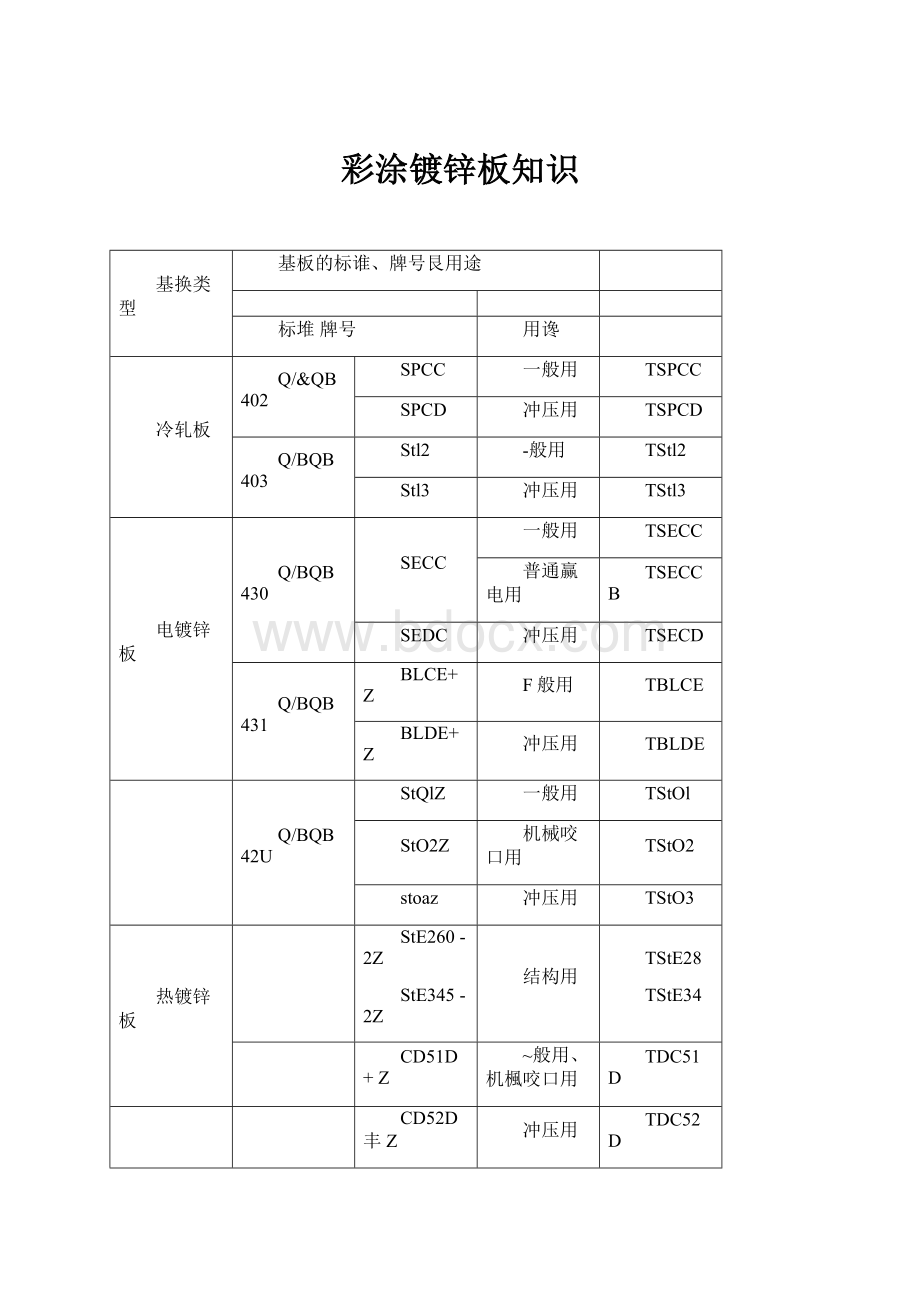
基换类型
基板的标谁、牌号艮用途
标堆牌号
用谗
冷轧板
Q/&QB402
SPCC
一般用
TSPCC
SPCD
冲压用
TSPCD
Q/BQB403
Stl2
-般用
TStl2
Stl3
冲压用
TStl3
电镀锌板
Q/BQB430
SECC
一般用
TSECC
普通赢电用
TSECCB
SEDC
冲压用
TSECD
Q/BQB431
BLCE+Z
F般用
TBLCE
BLDE+Z
冲压用
TBLDE
Q/BQB42U
StQlZ
一般用
TStOl
StO2Z
机械咬口用
TStO2
stoaz
冲压用
TStO3
热镀锌板
StE260-2Z
StE345-2Z
结构用
TStE28
TStE34
CD51D+Z
~般用、机楓咬口用
TDC51D
CD52D丰Z
冲压用
TDC52D
Q/BQB422
S280GD+Z
结构用
TS280GD
S350GD+Z
TS350GD
S550GD+Z
TS550GD
注:
牌号肓加G表示钢窗用》}DTStO2G.T5ECCG.TDC51DG.
产品简介
在连续机组上以冷轧带钢,镀锌带钢(电镀锌和热镀锌)为基板,经过表面预处理(脱脂和化学处理):
用辊涂的方法,涂上一层或多层液态涂料,经过烘烤和冷却所得的板材即为涂层钢板。
由于涂层可以有各种不同的颜色,习惯上把涂层钢板叫做彩色涂层钢板。
又由于涂层是在钢板成型加工之前进行的,在国外这叫做预涂层钢板。
工艺流程
彩色涂层钢板是以冷轧钢板和镀锌钢板为基板,经过表面预处理(脱脂、清洗、化学转化处理),以连
续的方法涂上涂料(辊涂法),经过烘烤和冷却而制成的产品。
常见的二涂二烘型连续彩色涂层机组工艺流程主要生产工序为:
开卷t预处理t涂敷t烘烤t后处理
t卷取。
产品用途:
涂层钢板具有轻质、美观和良好的防腐蚀性能,又可直接加工,它给建筑业、造船业、车辆制造业、家具行业、电气行业等提供了一种新型原材料,起到了以钢代木、高效施工、节约能源、防止污染等良好效果。
使用镀锌钢板为基板的彩色涂层钢板,除有锌保护外,锌层上的有机涂层起了覆盖隔离作用,可防止钢板生锈,使用寿命比镀锌钢板更长,据介绍涂层钢板的使用寿命比镀锌钢板长50%。
但是,在不同的地区和不同的使用部位,采用相同镀锌量、同种涂料、相同涂层厚度的彩色涂层板,其使用寿命会有很大的不同。
例如,在工业区或沿海地区,由于受到空气中二氧化硫气体或盐分的作用,腐蚀速度加快,使用寿命受到影响。
在雨季,涂层长期受雨水浸湿、或者在日夜温差太大易结露的部位,都会较快地受到腐蚀,使用寿命均会降低。
用彩色涂层钢板制造的建筑物或厂房,经常受到雨水冲洗时使用寿命较长,否则,由于受二氧化硫气体、盐和灰尘的作用而影响使用。
因此,在设计时,若屋顶的倾斜度越大,则越不容易积聚灰尘等污物,
使用寿命越长;对于那些不受雨水经常冲洗的区域或部位,应定期用水冲洗。
彩涂钢板分类
彩色涂层钢板产品可以采用冷轧基板、热镀锌基板和电镀锌基板。
按基板分类的彩色涂层钢板种类如下:
彩色涂层钢板冷轧基板彩色涂层钢板热镀锌彩色涂层钢板热镀铝锌彩色涂层钢板镀5%铝锌彩色涂层钢板镀55%铝锌彩色涂层钢板电镀锌彩色涂层钢板其它印花彩板
金属压花彩板
■冷轧基板彩色涂层钢板由冷轧基板生产的彩色板,具有平滑美丽的外观,且具有冷轧板的加工性能;但是表面涂层的任何细小划伤都会把冷轧基板暴露在空气中,从而使露铁处很快生成红锈。
因此这类产品只能用于要求不高的临时隔离措施和作室内用材。
■热镀锌彩色涂层钢板把有机涂料涂复在热镀锌钢板上得到的产品即为热镀锌彩涂板。
热镀锌彩涂板除具有锌的保护作用外,表面上的有机涂层还起了隔绝保护、防止生锈的作用,使用寿命比热镀锌板更长。
热镀锌基板的含锌量一般为180g/m2(双面),建筑外用热镀锌基板的镀锌量最高为275g/m2。
■热镀铝锌彩涂板根据要求,也可以采用热镀铝锌钢板作为彩涂基板(55%AI-Zn和5%AI-Zn)。
■电镀锌彩涂板用电镀锌板为基板,涂上有机涂料烘烤所得的产品为电镀锌彩涂板,由于电镀锌板的锌层薄,通常含
锌量为20/20g/m2,因此该产品不适合使用在室外制作墙、屋顶等。
但因具有美丽的外观和优良的加工性能,因此主要可用于家电、音响、钢家具、室内装璜等。
■涂料涂料是一种流动状态或粉末状态的有机物,涂敷于底材上能干燥固化形成一层薄膜,均匀地覆盖和良
好地附着。
其主要性能为防护性(如耐潮湿性、耐水性、耐候性、耐化学性等)和装饰性(具有各种不同的颜色和光泽)。
■涂料的组成及其作用
各种不同的涂料,都有四个部分组成,即
(1)树脂
(2)颜料(3)溶剂(4)助剂。
其中溶剂是挥发
分,其作三个部分基本是不挥发分。
(1)树脂树脂即成膜物质,是涂料中的最主要成分和基础,也称基料,它是决定涂膜性质的主要因素。
要求作为成膜物质的树脂在涂料储存期内相当稳定,不发生明显的物理变化和化学变化;在成膜时,在规定的条件下,能迅速固化成膜。
树脂种类繁多,在卷材涂料中常用的树脂有丙烯酸树脂、环氧树脂、聚酯树脂和聚氨基甲酸酯树脂等。
不同的树'脂,其物理性能和化学性能、以及耐候性、耐蚀性等是不一样的。
(2)颜料颜料须与树脂配合使用,在涂料中的主要作用是使涂膜着色,颜料比例不同会影响涂膜硬度、光泽度以及耐蚀性等。
(3)溶剂溶剂是液态涂料的重要组成部分,在涂料烘干过程中是能挥发的成分。
一般也用溶剂调节涂料粘度,这种用于调节涂料粘度的溶剂称为稀释剂。
溶剂对涂料的制造、贮存、涂敷、漆膜的形成和成膜质量有着很大的影响。
(4)助剂助剂是为改善涂料性能而加入的少量添加剂。
助剂在涂料中用量极少,作用却显著,如有的能改进涂料和涂膜的性能,有的能改善烘干时间、有的能防止涂膜产生病态等。
助剂种类繁多,有催干剂、固化剂、流平剂、消泡剂、消光剂,稳定剂等。
几乎绝大部分液态涂料都由上述四个成分中的某些原料组成,其中最主要的是树脂,这是任何涂料都少不了的。
可以说树脂(有时加溶剂和助剂)就是透明漆,再加入颜料就可成各种色漆。
彩色涂层钢板用涂料一般根据用途分为两大类:
即建筑用和家电用。
建筑用涂料根据使用环境的不同,在环氧树脂、聚酯树脂、聚氯乙烯塑料溶胶、硅改性聚酯和聚偏氟乙烯中选择。
家电用涂料一般彩聚酯树脂。
彩涂基板类型及对应牌号如兔所示:
彩色涂层钢板的应用:
建筑业(室外)厂房、农用仓库、住宅预制构件、瓦楞屋顶、墙壁、雨水管道、阳台栏杆、书报亭、冷藏库、货售亭、卷帘门
建筑业(室内)门、门框、房屋轻钢结构、屏风、天花板、电梯、楼梯、通风道
电器电器冰箱、洗衣机、开关柜、仪表柜、空调、微波炉、面包机
家具暖气片、灯罩、衣柜、桌子、床、更衣箱、书架
运输业汽车和火车内装饰、隔板、集装箱、隔离栏、轮船隔仓板
其他写字用白板、垃圾箱、广告牌、钟表、打字机、仪表盘、体重器、照相器材
镀锌钢板:
1.概述
(1)定义:
为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂以一层金属锌,这种涂锌的薄钢板称为镀锌钢板。
(2)分类和用途:
按生产及加工方法可分为以下几类:
1热浸镀锌钢板。
将薄钢板浸入熔解的锌槽中,使其表面粘附一层锌的薄钢板。
目前主要采用连续镀锌工艺生产,即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板;
2合金化镀锌钢板。
这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500C左右,使
其生成锌和铁的合金被膜。
这种镀锌板具有良好的涂料的密着性和焊接性;
3电镀锌钢板。
用电镀法制造这种镀锌钢板具有良好的加工性。
但镀层较薄,耐腐蚀性不如热浸法镀锌板;
4单面镀和双面差镀锌钢板。
单面镀锌钢板,即只在一面镀锌的产品。
在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好的适应性。
为克服单面未涂锌的缺点,又有一种在另面涂以薄层锌的镀锌板,即双面差镀锌板;
5合金、复合镀锌钢板。
它是用锌和其他金属如铅、锌制成合金乃至复合镀成的钢板。
这种钢板既具有卓越的防锈性能,又有良好的涂装性能。
除上述五种外,还有彩色镀锌钢板、印花涂装镀锌钢板、聚氯乙烯叠层镀锌钢板等。
但目前最常用的仍为热浸镀锌板。
镀锌钢板按用途又可分为一般用、屋顶用、建筑外侧板用、结构用、瓦垄板用、拉伸用和深冲用等镀锌钢板。
(3)主要生产厂及进口生产国家:
①国内主要生产厂:
武汉、鞍钢、宝钢及广东等;
②国外主要生产国有日本、德国、俄罗斯、法国等。
2•尺寸规格
有关产品标准都列明镀锌板推荐的标准厚度、长度和宽度及其允许偏差。
可查阅本节冬”中所提供的
有关产品标准。
3•外观
(1)表面状态:
镀锌板由于涂镀工艺中处理方式不同,表面状态也不同,如普通锌花、细锌花、平整锌花、无锌花以及磷化处理的表面等。
德国标准还规定有表面级别。
(2)镀锌板应具有良好的外观,不得有对产品使用有害的缺陷,如无镀、孔洞、破裂以及浮渣、超过镀厚、擦伤、铬酸污垢、白锈等。
国外标准对具体外观缺陷规定都不十分明确。
订货时对一些具体缺陷应在合同上列明。
4.镀锌量
(1)镀锌量标准值:
镀锌量是表示镀锌板锌层厚度的一个普遍采用的有效方法。
镀锌量的单位为g/
m2。
日本、美国及德国标准对镀锌薄钢板镀锌量的规定详见表6—7—4。
(2)测定方法:
取样要求及试验方法见0”中有关标准。
5.化学成分
对镀锌板基板的化学成分的要求,各国标准规定不同,如日本就不要求,美国则要求。
一般不作成品检验。
6.包装
分为切成定尺长度的镀锌板和带卷镀锌板包装两种。
一般铁皮包装,内衬防潮纸,外以铁腰子捆扎在托架上。
捆扎要牢靠,以防内装镀锌板相互摩擦。
7.有关镀锌板方面的国外主要标准
(1)产品标准:
JISG3302—94
镀锌钢板
JISG3312—94
涂色镀锌铁皮
JISG3313—90(96)
电镀锌钢板及钢带;热浸镀锌薄钢板的一般要求;
ASTMA526—90
商业级热镀锌薄钢板
ASTMA527—90(75)
咬合成型级热镀锌薄钢板
ASTMA528—90
深冲级热镀锌薄钢板;屋面和壁板用热浸镀
锌薄钢板;
ASTMA444—89
沟渠用热镀锌薄钢板
ASTMA446—93
结构级热镀锌薄钢板
ASTMA599—92
冷轧电镀锌薄钢板
ASTMA642—90
热镀锌特殊脱氧深冲级薄钢板
rOCT7118—78
镀锌薄钢板
DINEN10142-91
部分1低碳钢热镀锌钢带和钢板
DINEN1012-92
部分2热镀锌薄钢板|
(2)试验方法标准:
JISH0401—83热浸镀锌试验方法;DIN50952—69热浸
镀锌试验方法。
8.机械性能
(1)弯曲试验:
弯曲试验是衡量薄板工艺性能的主要项目,但各国标准对各种镀锌板的要求并不一致,美国标准除结
构级以外,其余均不要求弯曲和抗拉试验。
而日本则除结构级、建筑波纹板及一般波纹板以外其余均要求作弯曲试验。
1要求:
一般要求镀锌板弯曲180。
后,外侧表面不得有锌层脱离,板基不得有龟裂及断裂;
2试验方法:
取样部位及数量见8”有关产品标准,弯曲角度为180°内侧间隔与试验样品板厚之比,见“8”中所列的有关产品标准。
(2)抗拉试验:
①性能指标:
一般说来,只有结构用、拉伸用和深冲用镀锌板有抗拉性能要求。
其中结构用镀锌板要求有屈服点、抗拉强度和伸长率等;拉伸用只要求伸长率。
具体数值见本节“8”中
有关产品标准;②试验方法:
与一般薄钢板试验方法相同,见8”所提供的有关标准及普通碳素钢薄钢
板”所列的试验方法标准。
什么是涂料的硬度?
答:
硬度是指漆膜对于外来物体侵入其表面时所具有的阻力。
漆膜硬度是其机械强度的重要性能之一。
一般来说,漆膜的硬度与漆的组成及干燥程度有关,如漆膜干燥得越彻底,硬度越高。
我是做彩钢行业的。
我们用的是中华505铅笔或者是日本三菱铅笔。
漆膜的硬度是按铅笔划分的。
你所说
的4H要是中华101铅笔硬度范围是34~41(HK),还算可以。
如果是中华505铅笔4H的硬度范围是48±2(HK)那硬度就非常厉害了。
漆膜硬度是表示漆膜机械强度的重要性能之一,是衡量涂料产品质量好坏的重要指标,不同的涂料产品由于使用目的的不同,要求的硬度也不同。
通过在漆膜上推压已知硬度标号的铅笔,以没有使涂层出现划痕的最硬的铅笔的硬度,称为漆膜的铅笔硬度。
铅笔法测定漆膜硬度的现行国家标准为GB/T6739—1996,
该标准系等效采用日本工业标准JISK5400-9—8.4而制定。
我国加入世贸组织后,国际间贸易活动不断
增加,迫切需要用国际上统一的标准来检验产品的质量,为了及时跟踪和采用国际标准,加快与世界接轨的步伐,全国涂料和颜料标准化技术委员会已于2004年底完成了对国家标准GB/T6739-1996的修订,修订后的标准为等同采用国际标准ISO15184:
1998。
下面将该标准修订前后的主要技术差异作一详细介绍。
1修订前后的主要技术差异表1GB/T6739—1996修订前后的主要技术差异差异内容现行标准GB/T6739—1996修订后标准采标情况等效采用JISK5400-9-8.4等同采用ISO15184:
1998可采用的底材钢板、马口铁板符合GB/T9271规定的底材都可以采用,如钢板、马口吻板、铝板、木板等施加的负载仪器法:
(100±50)g手动法:
以不折断铅笔芯为度仪器法:
(750±10)g手动法:
未作规定(最好使用仪
器法)铅笔的硬度标号9H、8H、7H、6H、5H、4H、3H、2H、H、F、HB、B、2B、3B、4B、5B、6B9H、8H、7H、6H、5H、4H、3H、2H、H、F、HB、B、2B、3B、4B、5B、6B、7B、8B、9B铅笔芯露出长度3mm5mm~6mm试验后擦试漆膜表面的工具高级绘图橡皮软布、脱脂棉或绘图橡皮观察缺陷的方式目视观察,没有规定观察时间30s后以裸视观察,也可以使用放大镜观察结果表示(缺陷类型)
(1)擦伤
(2)刮破
(1)塑性变形
(2)内聚破坏(包括擦伤和刮破)结果判定对于硬度标号相邻的两支铅笔,在五道刮划试验中,找出涂层破坏二道以上(包括二道)及未满二道的铅笔,以后者的铅笔硬度标号作为涂层的铅笔硬度以7mm距离中出现划痕小于3mm的最硬的铅笔的硬度标号作为涂层的铅笔硬度2分析与讨论从表1的差异分析中可以看出,修订后的标准在技术上的改进均不存在操作上的问题,主要是增加了一种缺陷类型,即塑性变形,其定义为:
漆膜表面永久的压痕,但没有内聚破坏。
修订标准
时,主要针对塑性变形这种缺陷类型的观察和判断进行验证试验。
选择了10个不同品种的样品(编号I〜
10)在同一实验室内由5名操作人员(编号A〜E)按本标准的规定进行了验证试验,以验证不同的操作
人员对塑性变形的判断是否一致(只观察塑性变形),试验结果见表2。
表2由5名操作人员对10个样品进行铅笔硬度(塑性变形)试验的结果编号12345678910A2HH//3HH2BB/2HB2HH2H/3HH2BB/2HCHH2H//F2BB/2HD2HH2H/3HF2BB/2HE2HH//3HHBB/2H注:
“/表”示该操作人员认为该样品没有出现塑性变形这种缺陷,而是直接出现了内聚破坏。
从表2可以看出,5名操作人员
对10个样品的结果判断中,5个样品的结果完全一致,3个样品的结果相差一个铅笔硬度单位(在标准规定的允许误差范围内),2个样品结果判断不一致,但其中1个样品有3名操作人员的结果判断完全一致,
1个样品有4名操作人员的结果判断完全一致。
由此可以认为该方法具有较强的可操作性。
3结语铅笔
法测定漆膜硬度具有操作快速简单和适用于多种底材的特点,已广泛应用于新产品开发和生产控制试验,产品标准也常引用该方法测定漆膜硬度。
因此,作为标准的使用人员和产品标准的制修订人员有必要关注该标准的修订信息及其最新版本。
参考文献:
[1]GB/T料6739—1996
随着微电子技术的普及产业化,对半导体薄膜材料的硬度测量需求,越加迫切。
从七十年代末以来,对用于薄
膜材料表面硬度测量方法、装置进行过种种研究,见下表:
1998年日本NEC柳沢发表了用层积压电元件加
荷,电子天秤和光学法测负荷和位移的新型薄膜硬度计,其最重要的特点是负荷、位移测量互不干扰,提高了
测量精度。
此外该装置还可进行薄膜的杨式模量试验彩涂板具有经济实用、耐蚀性好、色彩鲜艳、外观漂亮、易于加工成型,使用寿命长等优点,因而已广泛应用于建筑业、家用电器、家具和办公器具等各个领域。
专家刘振作先生在本文中叙述了我国彩涂板产业的发展与彩涂板生产的质量状况,并对国内彩色涂层钢板试验技术的开发与应用现状作了重点介绍。
ThecoIoredzincpIatedsteeIpossessesmanyadvantagesincIudingIowcost,goodanticorrosionabiIity,beautifuIcoIor,wonderfuIapperance,easytobemouIedandIongIifetouse.ItiswideIyappIiedinthefieIdsofarchitecture,househoIdappIiance,furnitureandofficeequipments.TheexpertMr.LiuZhenzuopresentsinthispaperthedeveIopmentofChina'scoIoredzincpIatedsteeIindustryandthequaIity
statusofcoIoredzincpIatedsteeImanufacture.ThedeveIopmentanditsappIicationsituationofnativecoIoredzincpIatedsteeItestingtechnoIogyarestressed.
1、我国彩涂板产业的发展彩涂板具有经济实用、耐蚀性好、色彩鲜艳、外观漂亮、易于加工成型,使用寿命长等优点,因而已广泛应用于建筑业、家用电器、家具和办公器具等各个领域。
彩涂板生产技术1927年首创于美国,1936年建成第一条涂层钢板生产线,1955年又建成世界第一条带钢连续彩涂板生产线。
自二十世纪60年代始,彩涂板生产在北美、西欧和日本等一些工业发达国家获得迅速发展,目前全世界已拥有400多条彩涂板生产线,年产已达1400万吨。
我国彩涂板生产起步较晚,自上世纪80年代末才陆续筹建彩涂板生产线,且主要建于钢铁厂或合资企业,而彩涂工艺设备和质检仪器基本上是从国外配套引进的。
至1999年底,国内已先后在武钢、宝钢等国有
大型冶金企业和北京、苏州、珠海、大连、青岛等地的一些大型企业集团建成8条生产线,其设计生产能力可达年产60万吨,2000年全国实际生产彩涂板约40万吨,预测2005年我国彩涂板总消费量将达到125〜140万吨。
2、国产彩涂板的质量状况
我国于1991年制订发布了GB/T12754-91《彩色涂层钢板及钢带》的产品国标,继而于1992年又制订发布了GB/T13448-92《彩色涂层钢板及钢带试验方法》的方法国标。
上述标准的发布实施,强化了国内彩涂板生产的质检手段,严格规范了彩涂板的产品质量,有效地促进了我国彩涂板生产技术的总体发展。
关于国产彩涂板的质量,以宝钢产品为例,从总体上看,若按企业标准评定,均高于国标要求,基本上可满足建筑业的使用需求;若按国外的检验方法和要求检测,其性能指标也相当于国外的同类产品的质量水平。
尽管如此,国产彩涂板仍时有以下质量问题发生:
(1)宽度超出公差,有的多达10mm以上,因而这对于有严格公差要求的建筑制品则不能使用。
(2)偶尔发生小批量彩涂板出现加工时涂层产生不同程度的开裂或脱落。
(3)时而出现彩涂板中两层钢板粘接现象。
(4)有时发生周期性粘层和条状漏涂现象。
(5)偶尔产生彩
涂板背面涂层结合力差、造成复合板的芯材仅与彩涂板的背涂层粘结而与基板脱离。
(6)涂层表面有时出现
凹坑、压痕和划伤等缺陷。
上述这些质量缺陷大多有可能来源于基板自身,或属基板板形不良,因而在涂层辊压时产生划痕;或因生产工艺(其中包括涂料质量)不稳定造成涂层的结合力产生波动。
因此国产彩涂质量仍待进一步改善提高。
国家标准GB/T12754—91对彩涂钢板及钢带的性能作出严格的规定(如表1
所示)。
本文拟重点叙述彩涂钢板试验技术的开发与应用现状。
3、彩涂钢板试验技术的开发状况
国家标准GB/T13448—92《彩色涂层钢板及钢带试验方法》中规定的9项性能试验包括涂层厚度测定、涂层镜面光泽测定、弯曲试验、冲击试验、铅笔硬度试验、划格试验、盐雾试验、潮湿试验和加速气候试验,并对各项试验的方法、试样、仪器、试验步骤、结果计算和试验报告都作出明确的规定。
3.1涂层厚度测定彩涂钢板的涂层厚度测定,其目的在于合理选择和有效监控所采用不同类型涂料的涂层厚度,以获取与其相关联的各项机械物理性能和耐候性的最佳应用效果。
表1国家标准GB/T12754-91对彩涂钢板及钢带的性能规定
彩涂钢板的涂层厚度测定,推荐采用磁性测厚仪法(GB/T4956-85)、杠杆千分尺法(GB/T1764-79)和金相显微镜法(GB/T13452.2-92;用于仲裁试验)三种测定方法。
采用磁性测厚仪测定,要求涂层厚度在50um以下精确至1um;在50um以上精确至2um,并以求出3个测量点涂层厚度的算术平均值表示测定结果。
采用杠杆千分尺测定时,要求读数精确至2um,其测定结
果是以先在3个不同部位测出的试样总厚度与基材厚度之差的涂层厚度,再以3次测定的涂层厚度的算术平均值作为试样的涂层厚度。
采用金相显微镜测定时,则要求读数精确至2.5um,并以目镜标尺在试样被切割断面7点位置止所测涂层厚度的算术平均值表示试样的涂层厚度。
关于磁性涂镀层测厚仪,国产的代表性产品有北京时代集团的TT220型,上海华阳检测仪器有限公司的HCC-24型。
上海现代环境工程技术有限公司的BC100A型和天津市建筑仪器试验机公司的QUC—200型。
若采用杠杆千分尺测定,可选用天津市建筑仪器试验机公司应市的QUJ型漆膜测厚仪。
3.2涂层镜面光泽测定
 升级会员
升级会员 