品质管理资料水轮发电机组大修质量标准精品版.docx
《品质管理资料水轮发电机组大修质量标准精品版.docx》由会员分享,可在线阅读,更多相关《品质管理资料水轮发电机组大修质量标准精品版.docx(31页珍藏版)》请在冰豆网上搜索。
品质管理资料水轮发电机组大修质量标准精品版
机组大修质量标准
水轮机部分
序号
项目
质量标准
验收级别
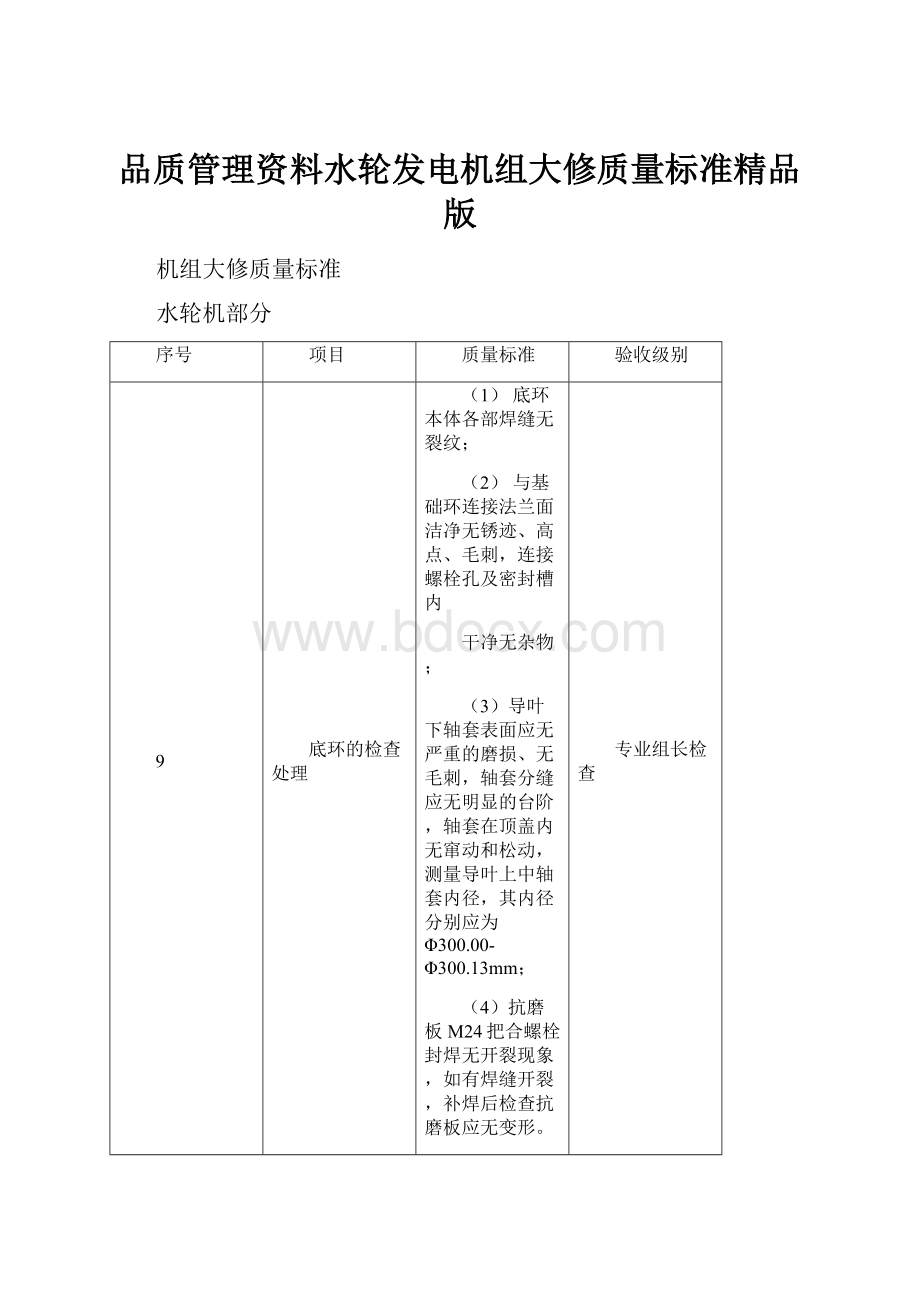
9
底环的检查处理
(1)底环本体各部焊缝无裂纹;
(2)与基础环连接法兰面洁净无锈迹、高点、毛刺,连接螺栓孔及密封槽内
干净无杂物;
(3)导叶下轴套表面应无严重的磨损、无毛刺,轴套分缝应无明显的台阶,轴套在顶盖内无窜动和松动,测量导叶上中轴套内径,其内径分别应为Φ300.00-Φ300.13mm;
(4)抗磨板M24把合螺栓封焊无开裂现象,如有焊缝开裂,补焊后检查抗磨板应无变形。
专业组长检查
10
导叶的检查处理
(1)导叶叶身与轴表面干净无油污,导叶上中下轴颈表面光滑,无高点毛刺及划痕;
(2)对导叶进行着色渗透探伤,应无裂纹及较严重的汽蚀;
(3)导叶进行裂纹和汽蚀补焊时,导叶尤其是导叶轴根部应无变形;
(4)补焊后需打磨的部位要用样板检查该部位导叶的波浪度及表面粗糙度。
监理组技术主管
11
转轮本体的检查处理
(1)转轮过流面做渗透探伤检查,应无裂纹及较严重的汽蚀等缺陷,否则应进行补焊处理;
(2)补焊前应对缺陷部位面积、深度、长度、特征进行测绘和描述,记录应准确、完整,对于较为典型的缺陷部位应拍照记录;
(3)补焊打磨结束后做渗透探伤、超声波探伤应无任何焊接缺陷。
详见《转轮叶片裂纹焊接处理工艺》
监理组技术主管
12
泄水锥及补气管的检查处理
泄水锥M42把合螺栓应完整无断裂;泄水锥表面及内部筋板应无裂纹;泄水锥内两段补气管把合螺栓无掉缺;补气基础板上掉孔堵头完整无掉缺。
现场监理
13
大轴及轴领的检查处理
大轴轴领表面粗糙度应为0.8,表面应无毛刺、锈斑等缺陷,进行修刮研磨处理时,注意应沿轴旋转方向进行,不得沿轴向进行,处理后用白布、酒精擦拭表面,然后用白布、橡皮垫将轴领包住,防止其它物体碰撞损伤轴领表面;大轴下法兰面及联轴螺栓孔应无毛刺、锈斑等缺陷;均匀抛光大轴表面,均匀刷涂一层防锈透明漆。
现场监理
机组大修质量标准
水轮机部分
序号
项目
质量标准
验收级别
14
拐臂的检查处理
拐臂表面应干净无油污;拐臂内孔及Φ50锥销销孔表面无高点、毛刺及锈斑,并涂润滑油;拐臂下部摩擦环表面无毛刺及锈斑;连接销、套无碰伤。
现场监理
15
控制环与连杆的检查处理
控制环垂直里衬摩擦块应光滑,无碰损毛刺及过量磨损;导向摩擦块固定完好,把合螺栓无松动;连杆组合螺栓六角槽形螺帽的开口销无掉缺;连杆与偏心销的编号清晰可靠;偏心销“0”位线与控制环径向线夹角为42.82度,“0”位线刻线清晰;偏心销、套无碰伤。
专业组长检查
16
水导瓦的检查处理
(1)水导巴氏合金瓦面干净,无密集气孔,无裂纹,无硬点、无脱壳等缺陷,表面无毛刺、划痕;
(2)组合检查水导瓦,组合面应无错牙,组合面间隙≤0.05mm;
(3)测量轴瓦内径,轴瓦圆度应≤0.05mm;
(4)水导瓦瓦背耐油漆无脱落;
(5)用酒精擦拭瓦面后涂透平油,用毛毡、白布保护、包扎轴瓦,防止其它物体碰撞损伤轴瓦表面。
监理组技术主管
17
水导外油箱的检查处理
(1)水导冷却器铜管应无堵塞,铜管表面无污物及铜锈,进出水接头“o”密封圈应完好;
(2)冷却器渗漏打压试验,试验压力0.975MPa,保压30min,检查应无任何渗漏点;
(3)外油箱内壁、底部及挡油板表面耐油漆应无脱落,补漆注意油漆不可太厚;
(4)检查油槽挡油板应无变形。
现场监理
18
水导内挡油圈的检查处理
内挡油圈36个防甩油叶栅及上部挡油圈表面应无刮痕,焊缝无开裂;内挡油圈与外油箱连接法兰面干净、无高点毛刺,耐油漆均匀平整。
现场监理
19
主轴密封各部件的检查处理
(1)所有碳精块应无破损断裂及过度磨损,弹簧无变形;
(2)空气围带表面尤其是密封面无破损,围带与进气嘴接头处无破损;
(3)围带单独打压,试验气压0.30MPa,将围带逐段浸入肥皂水中检查,应无泄漏。
现场监理
机组大修质量标准
水轮机部分
序号
项目
质量标准
验收级别
20
主轴密封轴套的检查处理
(1)轴封轴套表面应无毛刺、锈斑等缺陷;
(2)清扫处理后用酒精擦拭干净涂透平油后用白布、橡皮垫包住;
(3)如发现轴套与大轴之间漏水较为严重,则必须处理轴套与大轴之间的密封面:
轴套内表面及大轴对应表面应干净无杂质、高点、毛刺;在两瓣轴套内表面及大轴对应位置的表面均匀涂抹一层薄薄的洛克泰598或515平面密封胶;组合时轴套组合面应无错牙。
专业组长检查
21
座环的检查处理
(1)座环与顶盖装配面干净、平整;
(2)清扫座环密封环表面应无高点、毛刺及锈斑,密封环焊缝应无开裂;
(3)检查座环与基础环连接板焊缝应无开裂,连接板密封面无高点、毛刺及锈斑;
(4)120个顶盖调整垫片表面光滑平整,应有清晰的记号;
(5)顶盖与座环M72把合双头螺栓拧入座环深度应合乎要求。
专业组长检查
22
基础环的检查处理
基础环内外环表面应无高点、毛刺及锈斑;均布20点分别测量内、外环水平度,其表面水平度差值应小于或等于0.20mm。
监理组技术主管
23
蜗壳的检查处理
蜗壳放空阀拦污栅应无破损,拦污栅把合螺栓无掉缺;蜗壳进人门整体无变形,各部轴销、螺栓应完整无缺陷,密封面干净、平整。
现场监理
24
尾水管的检查处理
(1)利用锤击法检查尾水管里衬与基础混凝土应无脱空情况;
(2)尾水管里衬焊缝及基础环与尾水管焊缝应无开裂现象;
(3)尾水管管壁上堵板螺孔应无断裂的螺栓;
(4)尾水管进人门整体应干净,无变形,密封法兰面光滑平整,无划痕、无毛刺,紧固螺孔丝扣完好、洁净。
现场监理
25
尾水盘形阀的检查处理
(1)尾水盘形阀活塞上、下进油阀密封完好,充压检查无渗漏;
数学试卷讲评教案
(2)检查盘形阀活塞上、下腔密封圈完好,无老化,压板螺栓紧固无松动,充压检查无渗漏;
(3)盘形阀下部阀杆密封圈完好,无老化,压板螺栓紧固无松动;
校长在家长会上的讲话(4)尾水盘形阀全行程开启速度应为在4min左右全行程(260mm)开启;关闭速度为盘形阀在3min左右全关。
任务标题现场监理
机组大修质量标准
李笑来学习这里水轮机部分
数学与应用数学专业代码序号
项目
质量标准
验收级别
26
导
水
教案的教学反思怎么写机
武术期末考试试卷构
新军事变革全面发展始于。
预
新军事变革全面发展始于。
装
底环安装
底环止漏环圆度应≤0.13mm,与基础环同心度应≤0.50mm,底环径向水平应≤0.13mm,轴向水平应≤0.25mm。
监理组技术主管
27
底环与基础环把合螺栓把合力矩应≥240N.m
现场监理
28
导叶吊装
底环下轴孔排气孔应畅通,密封圈压板安装合格,导叶下轴孔内密封圈长度应合适,接头粘接牢固,无错牙;吊装时在导叶下轴颈表面涂润滑油,吊装过程中注意防止损伤导叶下轴颈及下轴套;导叶吊入后应置于全开位置。
现场监理
29
顶盖预装
顶盖止漏环与底环止漏环同心度应≤0.20mm,顶盖止漏环圆度应≤0.20mm,顶盖水平应≤0.20mm。
监理组技术主管
30
导叶轴孔同心度
#1与#11导叶轴孔X方向同心度偏差应≤0.15mm,Y方向同心度偏差应≤0.20mm,#6与#16导叶轴孔X方向同心度偏差应≤0.20mm,Y方向同心度偏差应≤0.15mm。
监理组技术主管
31
导叶端面间隙
1.50≤导叶上下端面总间隙≤1.80mm
专业组长检查抽查
32
顶盖吊装
(1)顶盖吊起时其水平应≤0.20mm;
(2)座环法兰面、密封环表面及顶盖下法兰面清扫干净,无局部高点;
(3)顶盖密封槽内密封圈接头必须粘接牢固,无错牙,整个密封圈必须可靠地粘接在密封槽内,以防起吊过程中松脱;
(4)导叶中轴套内“O”型密封圈压板安装合格,密封圈长度应合适,接头粘接牢固,无错牙;
(5)吊装过程中注意防止损伤导叶下轴颈及下轴套;
现场监理
33
顶盖把合螺栓打紧
所有把合螺栓上涂乐克泰277螺纹密封胶;利用“凯特克”型号为HY-10MXTAD的专用液压扳手先对称打紧16个螺母,在顶盖排水沟倒入50升清洁水,等待2~3小时,在蜗壳内检查密封圈应无渗漏;对称打紧所有螺栓,其力矩应达到12580N.m。
现场监理
34
转轮与大轴吊装
基础环下环台肩表面干净无杂物,吊装过程中注意防止碰伤底环和转轮止漏环;大轴上临时爬梯搭设牢固可靠;转轮止漏环与底环止漏环同心度应≤0.20mm,大轴上法兰水平应≤0.02mm/m,大轴垂直度应≤0.02mm/m。
监理组技术主管
机组大修质量标准
水轮机部分
序号
项目
质量标准
验收级别
35
顶盖与座环把合螺栓打紧
把合力矩应达到12580N.m。
现场监理
36
控制环的吊装
顶盖上与控制环摩擦面干净,无局部高点及毛刺,并在表面均匀涂抹一层润滑脂,控制环吊装时应处于50%开度位置。
现场监理
37
导叶摩擦装置夹紧螺栓安装
1.20≤螺栓伸长值≤1.50mm,紧固螺杆裸露丝扣上涂黄油。
现场监理
38
导叶止推装置调整
0.08≤导叶止推装置间隙≤0.18mm
现场监理
39
导叶端面间隙调整
(A+C)/2≤A≤(A+C)/2+0.20mm,(B+D)/2≤B≤(B+D)/2+0.20mm,0.90≤A+C≤2.00mm,0.90≤B+D≤2.00mm,其中A为大头上部间隙,B为小头上部间隙,C为大头下部间隙,D为小头下部间隙
专业组长检查
40
导叶立面间隙调整
导叶立面间隙要求无压状态下间隙平均值不超过0.05mm,局部最大间隙不大于0.13mm,有间隙的长度不超过导叶高度的25%,即不超过365mm,并且导叶偏心销转角相差应很小
监理组技术主管
41
水导摆度调整
水导摆度应≤0.19mm
监理组技术主管
42
机组旋转中心调整
机组旋转中心线与底环止漏环中心偏差应≤0.06mm,与顶盖止漏环中心偏差应≤0.20mm以内,推力头与下机架同心度应≤0.10mm。
监理组技术主管
43
水导外油槽安装调整
(1)外油箱下法兰面及顶盖法兰面应无高点及油污;
(2)外油箱方位正确后,外油箱与内挡油圈连接法兰面及密封槽内高点及油污,“O”型密封圈长度合适的,接头粘接牢固无错牙;
(3)在内挡油圈连接法兰面上并均匀涂抹一层洛克泰598平面密封胶,用塞尺检查外油箱与内挡油圈组合面应无间隙;
(4)清扫油箱,无任何异物,倒入20升干净煤油,存放4小时后检查应无渗漏;
(5)清除煤油,清扫油箱,用白布、塑料布将油箱及冷却器盘管盖好;
(6)外油槽与主轴同心度应≤0.40mm。
现场监理
机组大修质量标准
水轮机部分
序号
项目
质量标准
验收级别
44
水导瓦安装调整
(1)轴瓦回装前应用白布及酒精彻底清扫水导下油箱内部包括油冷却器盘管内部,用面团粘除油槽内部的金属微粒和残屑,检查油槽内干净无异物,轴瓦干净,表面无损伤;
(2)4块消泡稳油网应按编号安装,并检查校正稳油网的弧度;
(3)外油箱与轴瓦连接法兰面高点毛刺及密封槽内无局部高点及毛刺、油污,密封圈长度合适,接头粘接牢固,无错牙;
(4)下落过程中注意用钢板尺检查调平轴瓦和调整轴瓦中心,以免使巴式合金瓦面被轴领刮伤;
(5)轴瓦与轴领间隙单边为0.28-0.46mm;
(6)盖板支撑与主轴同心度应≤0.40mm。
监理组技术主管
45
水导油槽盖板安装调整
盖板与主轴同心度应≤0.20mm,盖板密封毛毡的长度应剪取适中,毛毡间采用燕尾槽形式搭接,压紧量适度保证其与主轴轻轻接触。
现场监理
46
水导轴瓦顶丝调整安装
水导瓦顶丝螺杆与水导轴瓦法兰间隙在0.05~0.08mm之间,并打紧顶丝背帽
现场监理
47
主轴密封基础板安装调整
(1)检查大轴法兰上腔,应无任何杂物;
(2)底板上围带安装台肩表面应干净无异物,无高点、毛刺;
(3)清扫轴套表面应光洁无痕;
(4)清扫基础板与顶盖之间的法兰面、密封槽;
(5)清扫处理6瓣基础板之间的组合面应无高点、毛刺;
(6)主轴密封基础板与大轴轴套同心度应≤0.40mm;
(7)组合时按编号组合,确保暗销到位,密封胶条接头粘接牢固
现场监理
48
空气围带安装
围带接头齐整无毛刺,进气接头完好;围带充压0.69MPa,在下密封环槽内倒入清洁水以检查围带充压后应无渗漏
现场监理
49
主轴密封安装调整
碳精盒组合后,四周与轴套间隙均匀,碳精块无裂纹,无缺块,接头依次错开,各接头间距相等,弹簧无锈蚀,弹力良好;各部紧固螺栓紧固,销钉无松动,密封圈完好,接头粘接牢固可靠。
监理组技术主管
50
水导、轴封管路附件安装
管路畅通,接头无渗漏,阀门开关灵活,无锈蚀
现场监理
机组大修质量标准
水轮机部分
序号
项目
质量标准
验收级别
51
水导油槽注油,油样化验
用钢板尺实测油位在480~490mm之间即可,油质化验合格
现场监理
52
金属密封回装
金属密封与抗磨板过流表面应过渡平滑无错牙,开关导叶几次检查金属密封回弹良好,无明显划痕
现场监理
53
空气围带打压试验
围带充压0.69MPa,30min无渗漏
现场监理
机组大修质量标准
发电机部分
序号
项目
质量标准
验收级别
1
上机架检查处理
焊缝无裂纹,各连接处无松动,消防喷头无松动脱落,管路支架无松动
专业组长检查
2
上机架刷漆
刷漆前上机架表面无水迹、油渍和锈迹;漆颜色为奶黄;刷漆后表面应均匀、平滑。
现场监理
3
上导轴承瓦检查处理
瓦面平滑,无划痕、碰伤、裂纹和气孔,无异物嵌入;巴式合金层与瓦体无脱壳;瓦背垫块、排油铜管无松动。
监理组技术主管
4
上导油槽检查处理
油槽的漆面应平滑坚固无开裂,油槽各连接无松动,彻底清扫油槽,确保无异物。
专业组长检查
5
上导油冷却器检查处理
打压试验压力0.975MPa,保压30min,管道无渗漏;冷却翅片无松动脱落,无变形,无异物嵌入;加固件、管路接头无松动。
现场监理
6
上导轴承盖板检查处理
轴承盖板法兰面平整光滑,无毛刺无异物;外表面刷蓝灰油漆,内表面补刷专用耐油漆,漆面平滑坚固,无气泡。
现场监理
7
上端轴及上导挡油圈检查处理
挡油圈焊缝无开裂,法兰面平滑无毛刺,无异物,耐油漆表面平滑坚固,无龟裂、脱落;轴领表面光滑、无毛刺、无突起;轴表面平整,无机械损伤,法兰面平整,无毛刺、高点和锈迹,螺孔清洁无污物,丝扣无损伤。
专业组长检查
8
转子检查处理
转子支架各部焊缝无裂纹;磁轭压紧螺栓、键无松动,焊点无开裂;转子上下法兰面无变形、毛刺、高点和锈迹(对于由变形引起的大面积凹凸不平的,应测量记录高差及详细方位,供盘车时参考);磁极无机械损伤,键无松动;通风槽无油污、异物;螺孔、销孔表面清洁光滑,无毛刺及翻边;支架刷蓝灰色油漆,漆面应均匀均匀整。
监理组技术主管
9
推力/下导瓦检查处理
瓦面平滑,无划痕、碰伤、裂纹和气孔,无异物嵌入;巴式合金层与瓦体无脱壳;下导瓦背垫块无松动,下导瓦和推力瓦被油沟、油孔和RTD孔通畅无堵塞、无油污异物;推力瓦背油沟挡条无裂纹、无松动;托瓦光滑平整,无划伤、无变形。
监理组技术主管
机组大修质量标准
发电机部分
序号
项目
质量标准
验收级别
10
转子螺栓检查处理
丝扣无毛刺、无损伤,无油污杂物,螺母应能轻松旋入切无明显晃动;清扫干净的丝扣上应涂合格透平油保护。
现场监理
11
推力头检查处理
推力头各部焊缝无裂纹,转动裙环与抛油环的固定螺栓无松动;轴领表面光滑,无高点毛刺,无机械损伤;各油孔、销孔和螺孔清洁干净,无毛刺,无油污异物;法兰面平整,无高点毛刺,无变形。
监理组技术主管
12
镜板检查处理
镜板工作面平滑,无毛刺高点,无机械损伤;与推力头结合面无高点毛刺、锈迹;油孔、销孔和螺孔清洁干净,无毛刺,无油污异物。
监理组技术主管
13
推力轴承附件检查处理
瓦架焊缝无裂纹,内裙环连接销钉无松动脱落,表面无损伤,法兰面平整,无高点毛刺,孔清洁干净;小弹簧及定位板无裂纹,无损伤变形,表面平滑洁净、无锈迹。
现场监理
14
推力/下导轴承冷却器检查处理
打压试验压力1.7MPa,保压30min,无渗漏;冷却翅片无松动脱落,无异物嵌入,变形的应矫正;固定夹无松动。
现场监理
15
推力/下导油槽检查处理
油槽内各焊缝无裂纹,各油管无破裂;油槽漆面无龟裂、起皮及脱壳现象;叶栅无松动脱落;回油管通畅无阻塞、无油污异物
专业组长检查
16
高压润滑油系统检查处理
高压油管表面洁净、无污物,管内通畅无阻塞、无异物;粗精过滤器滤芯清洁干净,无油污、阻塞;外部管路无泄露,管夹无松动,阀门操作灵活;油泵运行正常无渗漏。
现场监理
17
定子检查处理
定子机座各部焊缝无开裂;重新紧固铁芯压紧螺栓与机座基础螺栓,铁芯的力矩1280N.M、机座的力矩3500N.M;表面无油污,机座无移动、变形现象;基础板径向键无松动、窜出;定子铁芯通风沟通畅,无堵塞、异物;铁芯上下齿压板漆面完好,齿条无变形或变黑现象;定子机座表面刷奶黄色油漆,漆面均匀平整,无气泡。
监理组技术主管
18
下机架检查处理
机架各焊缝无裂纹;基础板法兰平整无毛刺、锈迹;各孔清洁干净,无油污、毛刺;其余处法兰面平整,无毛刺无锈迹;机架表面刷奶黄油漆,漆面平整,无气泡。
专业组长检查
机组大修质量标准
发电机部分
序号
项目
质量标准
验收级别
19
空冷器检查处理
空冷器打压试验压力1.035MPa,保压30min,管道、水箱无渗漏;空冷器水箱螺栓无松动缺损;冷却翅片无松动,变形的应矫正,表面清洁无异物;更换定子机座密封毛毡。
专业组长检查
20
上下挡风板及附件检查处理
挡风板表面无严重破裂,否则应更换,轻微的裂纹可用环氧、白布粘接;表面无油污异物,更换的新毛毡粘接牢靠;变形的挡风板压板、支撑杆应矫正或更换;各环形挡风板焊缝无裂纹,螺孔清洁,螺丝旋入顺畅;下挡风板支撑杆刷蓝灰油漆,漆面平整,无气泡。
现场监理
21
制动系统检查处理
制动环和闸瓦表面应无毛刺高点,无裂纹、碰伤和掉块现象;制动环无松动,无变形,紧固螺母无松动,螺栓头无突出环面现象;闸瓦厚度只剩12mm或更薄时必须更换;闸瓦托板无变形,否则应矫正;风闸基础螺栓无松动,吸尘围板、管路无破损变形,吸尘柜内无油污、杂物;围板刷奶黄油漆、吸尘管路刷白色油漆,漆面平整,无气泡。
现场监理
22
补气系统检查处理
各补气阀动作灵活,补气管路各密封面、法兰面平整无损伤、无毛刺;管道刷白色油漆,支架刷灰漆漆面均匀平整。
现场监理
23
消防系统检查处理
管路的支撑牢靠,焊缝无裂纹;管法兰连接螺栓无松动,喷头无松动、脱落;阀门操作灵活可靠;供水母管刷橘黄色油漆,漆面均匀平整。
现场监理
机组大修质量标准
发电机部分
序号
项目
质量标准
验收级别
24
推力轴承回装(瓦架、推力头与镜板)
推力瓦按方位编号回装,瓦架、推力头与镜板按径向装配线标示的方位回装;油槽清洁无异物,循环油孔畅通无阻,轴承各部件重新清扫验收,并涂抹一层合格的透平油;推力头与镜板连接螺栓紧固力矩170N.m,所有连接螺栓均涂乐泰242锁锭;将推力头与下机架同心调至0.10mm。
专业组长检查
25
推力高压润滑油管回装
油管清洁通畅,按编号回装管路,各接头和支撑件紧固可靠,螺栓涂乐泰271锁固,回装完做打压试验,压力14MPa,保压10min,无任何渗漏;推力轴承回装完毕并充油后,启动油泵,用百分表对称4点检查推力头的抬起量,抬起量应大于0.10mm且均匀。
现场监理
26
推力冷却器回装
冷却器、油槽清洁无异物,固定螺孔无堵塞;按编号方位吊装冷却器,防止管道碰伤,固定螺栓涂乐泰242锁固;冷却水管及油槽套管法兰面无异物,连接螺栓涂乐泰242锁固。
现场监理
27
推力高压润滑油管回装
螺纹法兰涂乐泰567密封,油槽套管法兰面涂乐泰598密封盘根为Φ6mm耐油橡胶条;所有接头均不得泄漏。
现场监理
28
推力/下导油槽密封盖回装
所有法兰面应平整无异物,盘根必须为Φ10mm耐油橡胶条,胶条在盘根槽中的固定不准用乐泰495或其它脆性胶,应用专用胶;盘根应平顺的压在槽中,不得突出槽外;所有法兰平面均涂598密封,分块盖板间胶皮挤压平整。
现场监理
29
下机架回装
回装前检查验收基础板平整清洁,无异物,并在水平键上均匀涂一层二硫化钼;下机架与主轴同心度为0.25mm,水平为0.08mm;基础板连接螺栓紧力为950N.M,径向调整螺栓与机架支腿间隙0.35mm,水平合格后可靠点焊水平键。
监理组技术主管
30
转子回装
检查转子、大轴和推力头的法兰面平整干净,无异物;桥机安全可靠,平衡梁连接稳固;吊运区无障碍;转子理论空气间隙为33.5mm,摆度标准为1.01mm;定子圆度1.68mm,转子圆度1.34mm,定子相对转子同心度0.84mm,转子相对定子同心度0.50mm。
联轴螺栓伸长值0.32~0.38mm,联推力头螺栓力170N.M;转子与大轴、推力头法兰间隙为0.01~0.062mm。
监理组技术主管
机组大修质量标准
发电机部分
序号
项目
质量标准
验收级别
31
上端轴回装
检查上端轴、转子法兰面平整干净,无异物,上导内挡油圈固定牢靠;联转子螺栓伸长值0.21~0.30mm,上导轴领净摆度0.05mm,上端轴与转子法兰间隙不大于0.05mm,顶丝与轴法兰调至零间隙,并将顶丝可靠点焊。
监理组技术主管
32
上机架回装
检查各基础板清洁无异物,吊运区无障碍;水平标准0.25mm,与上端轴同心度0.25mm,基础螺栓紧固力矩950N.M,水平支臂基础板与切向顶丝调至零间隙。
专业组长检查
33
上导轴承回装
下油槽回装后做煤油渗漏试验,4小时无渗漏;导瓦回装前应检查油槽洁净无异物,瓦体洁净,瓦面无损伤;油槽内挡油圈与轴同心度0.25mm;瓦隙调整符合下列标准:
瓦侧面间隙2.5+/-1.3mm,相对瓦间隙和0.32+0.05/-0,相邻瓦间隙差不大于0.025mm;瓦抱完后测轴承绝缘大于0.5兆欧,盖板连接螺栓涂乐泰242锁固,法兰面涂乐泰598密封,与轴间隙不小于0.70mm。
专业组长检查
34
下导轴承回装
导瓦回装前应检查油槽洁净无异物,循环油管畅通无异物,瓦体洁净,瓦面无损伤;瓦隙调整标准:
瓦侧面间隙2.5+/-1.3mm,相对瓦间隙和0.86+0.075/-0,相邻瓦间隙差不大于0.05mm;油槽上盖板连接螺栓涂乐泰242锁固,法兰面涂乐泰598密封,与推力头间隙不小于0.70mm,密封毛毡回装后洒一层净油。
专业组长检查
35
补气系统回装
补气管各法兰面平整无异物,盘根平顺;中段和水平段补气管装后应充水试验至少30分钟,无渗漏;补气头摆度标准为0.10mm,与补气室同心度为0.50mm;和补气室相连的部件(水管、补气管和碳刷架)与之绝缘应大于0.50mm;所有螺栓均涂乐泰242锁固。
专业组长检查
36
空冷器回装
按编号回装,各法兰密封垫
 升级会员
升级会员 