锅炉本体安装.docx
《锅炉本体安装.docx》由会员分享,可在线阅读,更多相关《锅炉本体安装.docx(61页珍藏版)》请在冰豆网上搜索。
锅炉本体安装
锅炉本体钢结构安装1
锅炉篇(1996年版)
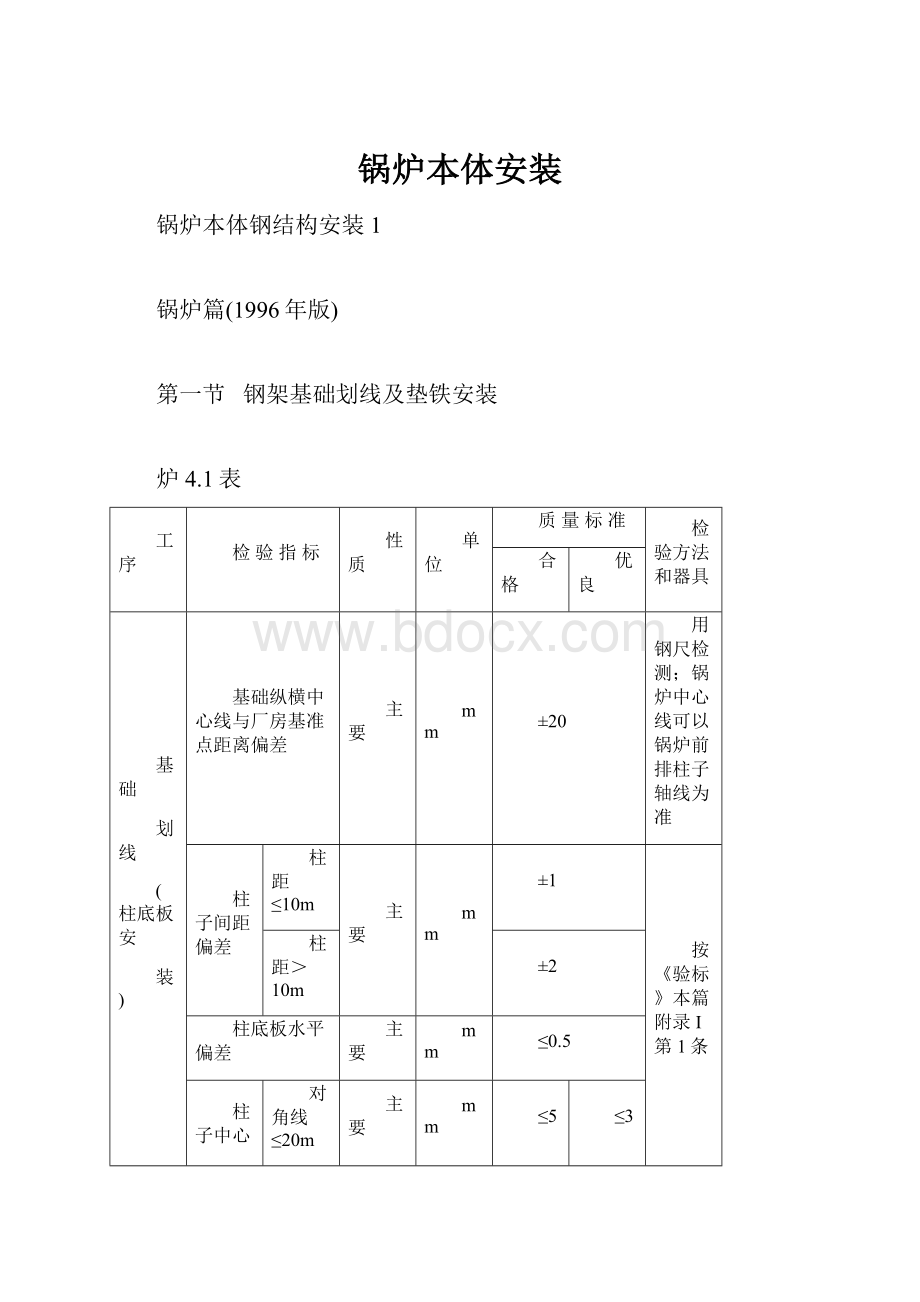
第一节 钢架基础划线及垫铁安装
炉4.1表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
基础
划线
(柱底板安
装)
基础纵横中心线与厂房基准点距离偏差
主要
mm
±20
用钢尺检测;锅炉中心线可以锅炉前排柱子轴线为准
柱子间距偏差
柱距≤10m
主要
mm
±1
按《验标》本篇附录I第1条
柱距>10m
±2
柱底板水平偏差
主要
mm
≤0.5
柱子中心对角线差
对角线≤20m
主要
mm
≤5
≤3
对角线>20m
≤8
≤4
基础
划线
(柱底板安
装)
基础各平面标高偏差
mm
0
-20
按《验标》本篇附录I第2条测量,与设计标高比较
基础外形尺寸偏差
mm
+20
0
作钢尺检测
预埋地脚螺栓中心线偏差
mm
±5
±2
基础表面
打出麻面,且放置垫铁处已琢平
观察,用水平尺检查
垫铁
安装
二次浇灌总高度
mm
≥50
用钢尺检测
每组块数
块
≤3
观察
放置位置
立柱底板立筋板下方
观察
承压力
≥60%基础设计强度
由计算决定
垫铁装订
无松动;相互点焊与柱脚底板点焊
观察:
用手锤试打
第二节 炉顶钢架安装划线
炉4.2表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
安
装
划
线
柱顶主梁支座与柱顶中心偏差
钢筋混凝土构架
主要
mm
≤20
≤10
以锅炉零米中心线为基准,在柱面平面上划出主梁支座纵横中心线,用经纬仪或用吊线锤、拉线,钢尺检测(按《验标》本篇附录I第1条)
钢构架
≤10
≤5
柱顶标高偏差
主要
mm
±5
±3
按《验标》本篇附录I第2条检测柱顶支座中心位置
各立柱间相互标高差
主要
mm
≤3
≤2
钢筋混凝土柱顶预埋板水平度偏差
主要
mm
≤2
≤1
水平仪或玻璃水平管检测
柱顶各支座中心偏差
间距≤10m
主要
mm
±1
按《验标》本篇附录I第1条规定
间距>10m
±2
柱顶各支座中心对角线差
对角线≤20m
主要
mm
≤5
≤3
按《验标》本篇附录I第1条规定
对角线>20m
≤4
≤3
第三节 单根柱对接组合
炉4.3表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合 格
优 良
设备
检查
设备检查
符合《验标》炉3.3表规定
对
接
组
合
主柱对接
划线1)
方法正确,标记明显
立柱柱面中心线以立柱棱角线为基准,底板,顶板中心线以立柱柱面中心线为基准,1m基准标高线按《规范》锅炉篇第35条规定,检测按《验标》本篇附录I第1条规定
对接中心线偏差
mm
≤1.5
拉钢丝,用钢板尺测量
长
度
偏
差
L≤8m
mm
0
-4
按《验标》本篇附录I第1条规定,测量四个棱角长度,取公差最大值
L≤15m
mm
+2
-6
L>15m
mm
+2
-8
柱弯曲度
主要
mm
≤1/1000柱长,且≤10
拉线,用钢板尺检测,检测互成90°的两个方位
柱扭转值
主要
mm
≤1/1000柱长,且≤10
按《验标》本篇附录I第4条规定
托架高度偏差
mm
+2
-4
按《验标》本篇附录I第1条规定,以柱子1m基准标高线为检测基准,检测托架根部两端位置高度,取平均值。
接合板
平整,位置正确,与构件紧贴
观察
焊接
主要
符合《验标》焊接篇
高强螺栓连接
主要
符合《验标》炉3.2表规定
注:
1)立柱划线包括立柱面中心线、立柱底板、顶板中心线、1m基准标高线。
第四节 钢架组合件组合
本节适用于钢架柱、梁的组合件组合。
炉4.4表
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
立柱设备检查
符合《验标》炉3.3表规定
梁设备检查
符合《验标》炉3.4表、炉3.5表
立柆组合
划线
方法正确,标记明显
立柱柱面中心线以立柱棱角为基准,底板、顶板中心线以立柱柱面中心线为基准,1m基准标高线按《规范》锅炉篇第35条规定用《验标》本篇附录I第1条方法规定。
对接中心线偏差
mm
≤1.5
拉钢丝、用钢板尺测量
长度偏差
L≤8m
mm
0
-4
按《验标》本篇附录I第1条规定测量四个棱角长度,取公差最大值。
L≤15m
mm
+2
-6
L>15m
mm
+2
-8
弯曲度
主要
mm
≤1/1000柱长,且≤10
拉线,用钢板尺检测,检测互成90°的两个方位
扭转值
mm
≤1/1000柱长,且≤10
按《验标》本篇附录I第4条规定
柱距偏差
主要
mm
≤1‰柱距,且≤10
≤0.7‰柱距,且≤7
按《验标》本篇附录I第1条规定,在全长上、中、下三处测量
柱间平行度偏差
主要
mm
≤1‰柱距,且≤10
≤0.7‰柱距,且≤7
按《验标》本篇附录I第1条规定,测量两立柱间上、下两端间距差值。
标高偏差
mm
±5
±3
按《验标》本篇附录I第2条规定
梁间平行度偏差
mm
≤1‰柱距,且≤5
≤0.7‰柱距,且≤3.5
按“梁标高误差”推算
组合件对角线差
主要
mm
≤1.5‰柱距,且≤15
≤1‰柱距,且≤10
按《验标》本篇附录I第1条规定,检测组合范围内的最大对角线及主要横梁间的对角线
梁与柱中心相对错位
mm
±5
±3
用钢尺检测梁两端头
接合板安装
平整,位置正确,与梁柱紧贴
观察
焊接
主要
符合《验标》焊接篇
高强螺栓连接
主要
符合《验标》炉3.2表规定
第五节 炉顶钢架组合件组合
本节适用于炉顶钢架(包括柱顶大梁、连接主梁的次梁及小梁,支撑组成的组合件)的组合
炉4.5表
检验指标
性质
单位
质量标准
检验方法和器具
合 格
优 良
设备检查
符合《验标》炉3.4表、炉3.5表
板梁
划线
板梁
划线
主 梁
上、下盖板、腹板均有纵向、横向中心线;一盖板有支点十字量按《验标》本篇附录I第1条规定
以主梁多数托架中心为基准,定横向中心;以两端面腹板分中,引出纵向中心;测量按《验标》本篇附录I第1条规定。
次 梁
定出梁的纵向、横向中心线;方法正确,标记明显
以梁上、下盖板多数吊孔中心为基准,参照腹板中心位置,划出向中心线;以梁上、下盖板多数吊孔为中心为基准,划出横向中心线;测量按《验标》本篇附录I第1条规定
梁标高偏差
mm
±5
±3
检测基准面可选取一大梁下盖板;测量按《验标》本篇附录I第3条规定
梁水平度偏差
mm
≤5
≤3
按《验标》本篇附录I第3规定
梁间距偏差
主要
mm
±5
±3
在梁两端头位置,测量两梁上、下盖板纵向中心线间的距离,方法按《验标》本篇附录I第1条规定。
梁间平行度偏差
主要
mm
≤5
≤3
按“梁间距离误差”推算
梁间对角线差
主要
mm
≤1‰柱距,且≤10
≤0.7‰柱距,且≤7
按《验标》本篇附录I第1条规定
梁腹板垂直度偏差
mm
≤1.5‰立柱长,且≤5
≤1‰立柱长,
且≤3
两端吊线锤,用钢板尺测量
吊孔位置偏差
mm
±3
±2
以主梁纵、横中心线为基准,检测吊孔位置中心横向、纵向偏差,方法按《验标》本篇附录I第1条规定
吊孔对角线差
mm
≤1‰立柱长,且≤10
≤0.7‰立柱长,且≤10
按《验标》本篇附录I第1条规定
接合板安装
平整,位置正确,与构件紧贴
观察
焊接
主要
符合《验标》焊接篇
高强螺栓连接
主要
符合《验标》炉3.2表规定
第六节 钢架组合件、单根立柱安装
炉4.6表
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
柱脚中心线偏差
主要
mm
±5
±3
校对基础中心线与柱脚底板中心线偏移,用钢板尺在前、后、左、右四个方位检测
立柱标高偏差
mm
±5
±3
以厂房基准标高为基准,检测立柱1m标高线位置,方法按《验标》本篇附录I第2条规定
各立柱间相互
标高偏差
mm
≤3
≤2
以各立柱1m示高线位置为基准,按《验标》本附录I第2条方法检测
各立柱间距偏差
mm
≤1‰柱距,
且≤10
≤0.7‰柱距,
且≤7
在立柱上、中、下三个位置,按《验标》本篇附录I第1条规定检测
立柱垂直度偏差
主要
mm
≤1‰立柱长,
且≤15
≤0.7‰立柱长,且≤10
用经纬仪或吊线锤,钢尺在立柱互成90°的两个方位检测
立柱
对角
线差
柱顶大、小对角
主要
mm
≤1.5‰对角线长度,且≤15
≤1‰对角线长度,且≤10
检测各立柱间的大对角线及相应的小对角线,方法按《验标》本篇附录I第1条规定
1m标高处大、小对角
第七节 炉顶钢架安装
本节适用于炉顶钢架组合件安装,炉顶单根横梁预组合安装
炉4.7表
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
主梁支座与柱顶平面支座中心线偏差
主要
mm
≤3
≤2
钢板尺检测
梁标高偏差
主要
mm
±5
±3
按《验标》本篇附录I第2条规定
梁水平度偏差
主要
mm
≤5
≤3
按《验标》本篇附录I第3条规定
梁间距偏差
主要
mm
±5
±3
在主梁两端头位置,测量两梁上、下盖板纵向中心线间的距离,方法按《验标》本篇附录I第1条规定
梁平行度偏差
主要
mm
≤5
≤3
按“主梁间距偏差”推算
梁间对角线差
主要
mm
≤1‰对角线长度,且≤10
≤0.7‰对角线长度,且≤7
按《验标》本篇附录I第1条规定
横梁吊孔位置偏差
mm
±3
±2
以主梁纵横中心线为基础,与图纸尺寸对照,测量按《验标》本篇附录I第1条规定
横梁吊孔对角线差
mm
≤1‰对角线长度,且≤10
≤0.7‰对角线长度,且≤7
按《验标》本篇附录I第1条规定
接合板安装
平整,位置正确,与构件紧贴
观察
焊接
主要
符合《验标》焊接篇
高强螺栓连接
主要
符合《验标》炉3.2表规定
第八节 单根横梁安装
本节适用于立柱之间单根横梁(包括板梁)的安装
炉4.8表
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
设备检查
符合《验标》炉3.4表、炉3.5表
标高偏差
mm
±5
±3
按《验标》本篇附录I第2条规定
水平度偏差
≤5
≤3
按《验标》本篇附录I第3条规定
中心线偏差
±5
±3
用钢板尺没量梁两端中心线与立柱中心线之间的距离
接合板安装
平整,位置正确,与构件紧贴
观察
焊接
主要
符合《验标》焊接篇
高强螺栓连接
主要
符合《验标》炉3.2表规定
第九节 柱脚二次灌浆
本节适用于钢架柱脚的二次浇灌
炉4.9表
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
灌浆前基础检查
无杂物、污垢
观察
地脚螺栓(钢筋)外观检查
无漏焊,无油垢及焊渣
观察
二次灌浆混凝土标号
符合设计要求
核对设计资料
二次浇灌
捣实,无孔洞,表面光洁,无麻面,外形尺寸符合设计
观察,并检查施工记录
第十节 护板组合安装
本节适用于锅炉框架式护板的组合及安装
炉4.10表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合 格
优 良
设
备
检
查
组
合
护板外观检查
无裂纹、重皮、严重锈蚀、损伤
观察
护板(组合件)几何尺寸偏差
边长L≤1m
mm
-6
0
用钢卷尺,测对应两边长
L≤3m
-8
0
用钢卷尺,测三点(两边必测)
L≤5m
-10
+0
L>5m
-12
0
用钢卷尺,测四点(两边必测)
护板(组合件)对角线差
边长L≤2.5m
主要
mm
≤5
用钢卷尺测量
边长L≤5.0m
≤8
边长L>5.0m
≤10
护板(组合件)弯曲度(平弯)
边长L≤2.5m
主要
mm
≤4
拉线,用钢板尺检测
边长L>2.5m
≤8
安
装
护板(组合件)焊缝检查
符合《验标》焊接篇
护板垂直度偏差
mm
≤1‰护板高度,且≤10
吊线锤,用钢板尺检测,每件测两处以上
护板位置偏差
mm
+10
0
以梁或柱中心线为基准,用钢尺检测
螺栓连接
主要
能满足护板膨胀方向及间隙要求,螺栓丝扣露出长度一致
观察
焊接
符合《验标》焊接篇
第十一节 活动式密封装置安装
本节适用于锅炉本体砂封、水封等的密封装置安装
炉4.11表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
安
装
零部件外形尺寸
符合设计要求
用钢尺检测
槽体底板水平度偏差
mm
≤5
用玻璃水平管,每侧检测两点以上
槽体立板(插板)平整度偏差
mm
≤5
观察,在误差明显位置拉线,用钢板尺检测
槽体充水试验
主要
严密不漏
试验、观察
槽体内部清洁
无杂物
观察
砂封槽砂质
干燥,无有机物,泥土等杂物,砂粒一般为1.5~2mm,且粒度均匀
砂封槽铺质
表面均匀,四周高度一致
砂封(水封)安装
主要
槽插板有足够的热膨胀量
观察,用钢板尺检测热膨胀间距
溢、放、进水管安装
符合《验标》管道篇规定
安装部件外观要求
熔渣及飞溅清理干净,气割表面修磨平整,临时加固件已切割
观察
焊接
符合《验标》焊接篇
第十二节 锅炉密封件安装
本节适用于炉顶密封罩壳及炉顶盖板、炉墙外护板(平铁板及波形板)及其它局部密封件的安装。
炉4.12表
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
零部件(构架、密封板等)安装位置、尺寸
符合设计
钢尺检测
密封件平面挠曲
mm
≤5
观察,在挠曲明显位置用钢板尺检测
密封件接口局部平整度偏差
mm
≤5
观察,在误差明显位置用钢板尺检测
密封板开穿管孔
开孔位置、尺寸合适,预留管子膨胀位移量足够
观察
螺栓连接
连接牢固,露出丝扣长度一致,在构件内侧根部满焊,螺栓、螺母、垫圈的数量、位置符合设计要求
观察
自攻螺栓连接
螺钉无松动、脱落,数量、位置符合设计要求
观察,用改锥试紧
热膨胀检查
主要
热膨胀位移足够,无错焊、漏焊
观察,必要时用钢尺检测
人孔门、看火孔、防爆门安装
炉4.13表
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
炉门外观
无缺损、裂纹、穿孔砂眼
观察
炉门与墙皮间密封
有石棉绳等填料,密封严密
观察
炉门开关方向
正确
炉门安装位置偏差
mm
±10
用钢尺检测
固定螺栓安装
根部焊接
在墙皮内侧根部满焊
观察
螺母连接
拧紧,螺栓丝扣露出长度一致
炉门密封面
开关灵活,填料正确,严密不漏
第十四节 管箱式空气预热器组合
炉4.14表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
设
备
检
查
管箱外观检查
管板、管子无损伤、裂纹、锈蚀、压扁,管子内部无杂物
观察
管箱高度偏差
mm
±4
在管箱互相垂直的两个侧面,沿中线分别用钢尺测量,取平均值
管箱侧面对角线
管箱高H≤3m
mm
≤5
在管箱互相垂直的两个侧面,用钢尺测量对角线长度,计算每个侧面对角线的差值,再取均值
管箱高H>3m
≤7
管板边缘平直度偏差
mm
≤10
用1m大钢板尺,150m小钢板尺测量
设备检查
管端焊缝严密性试验
主要
无渗漏
管箱斜置,煤油从管板内侧注入后,观察检查
厂家焊缝
符合《验标》焊接篇
组
合
管箱组合件侧面对角线差
组合件高H≤3m
mm
≤5
在管箱互相垂直的两个侧面,用钢尺测量组合件的对角线长度,计算每个侧面对角线的差值,再取两个侧面对角线差值的平均值
组合件高H>3m
≤7
组合件管板对角线差
mm
≤15
以管板外圈管子的外壁联线为检测基准,用钢尺检测
管箱垂直度偏差
mm
≤5
吊线锤,用钢板尺,在组合位置测量管箱四角边缘管的垂直度
防磨套管组合
装配紧密,点焊牢固,套管露出高度符合图纸要求,套管内清洁
观察,用钢尺检测,按套管总数的1%随机抽查
两管箱相邻管板示高偏差
mm
±5
用钢尺,在两管箱相邻侧管板边缘位置测量
焊接
符合《验标》焊接篇
第十五节 管箱式空气预热器安装
炉4.15表
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
支承框架(梁)标高偏差
mm
±10
±5
按《验标》本篇附录I第2条规定
支承框架上部水平度偏差
mm
≤3
≤2
按《验标》本篇附录I第3条规定
管箱垂直度偏差
mm
≤5
吊线锤、钢板尺检测管箱组合件四角边管垂直度
管箱与炉立柱中心线间距偏差
主要
mm
±5
±3
用下管板边排管中心线为基准,拉线,用钢尺在立柱的两个方位,测量管箱下管板中心线与立柱中心线之间的距离
预热器顶部标高偏差
mm
±15
±8
在管箱组合件的上管板,四个边长的中间位置,按《验标》本篇附录I第2条的方法测量
焊接
mm
符合《验标》焊接篇
第十六节 管箱式空气预热器转折箱(连通箱)及伸缩节安装
炉4.16表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
设备检查
外形尺寸
mm
符合图纸
用钢尺检测进出口端面
对角线差
≤10
安
装
转折箱
(连通管)
出入口中心线偏差
mm
±10
以立柱中心线为准,拉线,用钢尺检测
外观检查
箱体平整,无明显凹凸,临时焊接铁件切割干净,箱体内无杂物
观察
伸缩节
主要
冷拉符合设计规定,密封板焊接方向与介质流向一致
观察,检查冷拉施工技术记录
焊缝严密试验
主要
无渗漏
试煤油观察、检查试验记录
焊 接
符合《验标》焊接篇
第十七节 回转式空气预热器安装
4.17.1 风罩回转式空气预热器安装
炉4.17.1表
工序
检验指标
性质
单位
质量标准
检验方法和器具
合格
优良
基
础
划
线
预热器纵横中心线偏差
主要
mm
±2
以锅炉中心线为准,吊线锤、拉线检查,检测按《验标》本篇附录I第1条规定
定子支座中心线偏差
mm
±2
以预热器纵横中心线为准,吊线锤、拉线检查,检测按《验标》本篇附录I第1条规定
定子支座支撑点标高偏差
mm
+0
-20
在支撑点钢板顶面,按《验标》本篇附录I第2条规定检测
定子支座支撑点水平度偏差
mm
≤2
≤1
在支撑点钢板面面,用水平尺或玻璃水平管检测
定子支座垫铁安装
符合《验标》炉3.9表规定
主
轴
和
轴
承
检
查
主轴弯曲度
mm
≤0.10
在专用架上,用千分表测量
轴承
外观
无裂纹、重皮和锈蚀,转动平稳、灵活
试动、观察
间隙
符合“国标“规定
压铅丝测量
轴承座
冷却室严密性
严密不漏
试验压力按设备厂家规定,或按冷却水最高压力的1.25倍,在试验时观察,或检查试验记录
间隙(紧力)
符合设备厂家技术规定
组装时测量
轴承
与轴承间隙
与轴间隙
组
合
定子外壳圆度偏差
符合《规范》锅炉篇2.8.2.8要求
在定子外壳径向隔板直径位置,用钢尺分别检测上、下端面
定子端面水平度偏差
主要
符合《规范》锅炉篇2.8.3.1要求
用水平
 升级会员
升级会员 