俄罗斯八米滚齿机说明书译文精编版.docx
《俄罗斯八米滚齿机说明书译文精编版.docx》由会员分享,可在线阅读,更多相关《俄罗斯八米滚齿机说明书译文精编版.docx(29页珍藏版)》请在冰豆网上搜索。
俄罗斯八米滚齿机说明书译文精编版
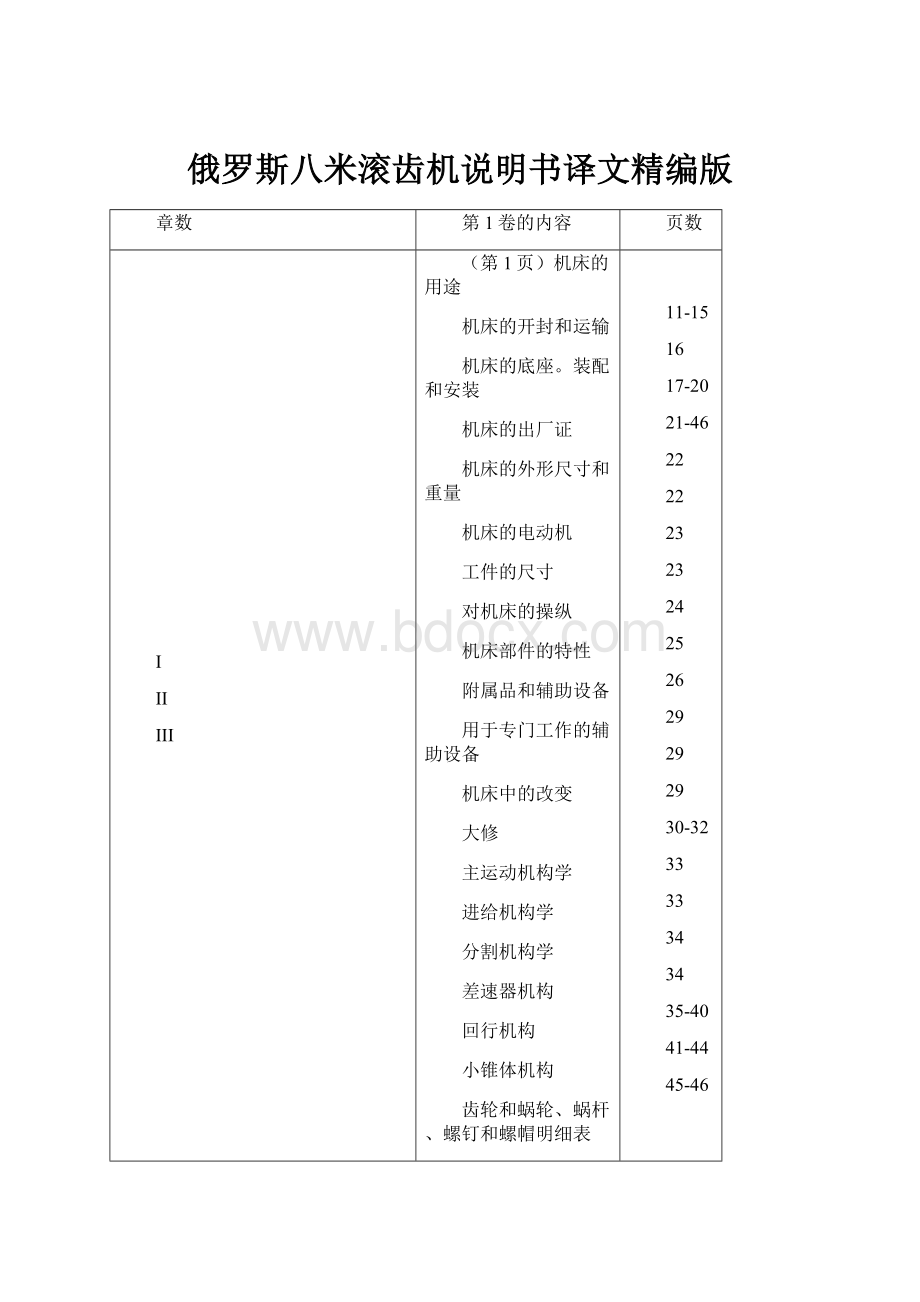
章数
第1卷的内容
页数
I
II
III
(第1页)机床的用途
机床的开封和运输
机床的底座。
装配和安装
机床的出厂证
机床的外形尺寸和重量
机床的电动机
工件的尺寸
对机床的操纵
机床部件的特性
附属品和辅助设备
用于专门工作的辅助设备
机床中的改变
大修
主运动机构学
进给机构学
分割机构学
差速器机构
回行机构
小锥体机构
齿轮和蜗轮、蜗杆、螺钉和螺帽明细表
滚动轴承明细表
操纵机构明细表
11-15
16
17-20
21-46
22
22
23
23
24
25
26
29
29
29
30-32
33
33
34
34
35-40
41-44
45-46
总设计师室
科洛姆纳市
齿轮铣床(滚齿机)
ф5000,ф8000,ф12500
5345
机床手册
5345.03.001
章数
第1卷的内容
页数
V
(第2页)机床结构和工作的简要描述
机床主要部件的描述
1.床身
2.工作台
3.调整箱
4.前支柱
5.主刀架
6.切向刀架
7.用指状铣刀铣切外啮合齿轮用的重叠式铣头
8.用指状和圆盘铣刀以及螺旋旋槽铣刀铣切内啮合齿轮用的重叠式铣头
9.圆盘铣刀用的高速铣头
传动系统图
1.主运动链条
2.工作台转动链条
3.进给链条
4.差速器链条
5.在铣切人字齿轮时工作台的回行链条
47-81
48-49
49-51
51-53
53-55
56-58
58-60
61-62
62-63
64-65
66-68
68-72
72-74
74
74-77
总设计师室
科洛姆纳市
机床手册
5345
5346
5348
第2页
共297页
5345.03.001
章数
第1卷的内容
页数
5345
5343
VI
普通式印度
(第3页)6.小锥体链条
7.加速并调节移动的链条
8.手调移动
电气设备
概述
机床的电传动装置操纵系统图的描述
调整箱润滑泵的电传动装置
工作台润滑泵及液压卸载泵的电传动装置
支柱的润滑、夹紧及液压卸载泵的电传动装置
主电传动装置
主传动装置电动机的起动
主传动装置电动机转速的调节
主传动装置电动机的刹车和停车
冷却风扇的电传动装置
主传动装置的电动机
刀架和支柱快速移动、工作台单件分割和快速转动的电传动装置
研磨支柱和刀架压板的电传动装置
(第4页)液压蓄压器泵的电传动装置
配重泵的电传动装置
沿后支柱移动支架的电传动装置
清除金属屑的传送装置的电传动装置
铣刀冷却泵的电传动装置
用滚切和单件分割的方法在非自动循环中机床的工作
在用单件分割的方法使用圆盘铣刀铣切斜齿齿轮的自动循环中机床的工作
在用单件分割的方法使用圆盘铣刀铣切直齿齿轮的自动循环中机床的工作
在用单件分割的方法使用指状铣刀铣切斜齿、人字和直齿齿轮的自动循环中机床的工作
局部照明
机床电气设备的维护说明
电气设备的明细表
77
78-80
80-81
82-85
86-87
87-89
89-95
96-98
99-101
101-106
106-107
107-112
113
114-121
122
123-124
124
125
125
126-127
127-134
135-141
142-146
146-148
149-150
150-151
152-163
总设计师室
科洛姆纳市
机床手册
5345
5346
5348
第3、4页
共297页
5345.03.001
章数
第1卷的内容
页数
5345
5343
VII
VIII
IX
X
(第5页)机床的液压装置
工作台导向装置的液压卸载
支柱的液压装置
1.夹紧支柱的液压系统
2.供配重附加应力用的液压装置
3.卸载支柱重量的液压系统
用指状铣刀铣切外啮合轮的重叠式铣头的液压系统
(第6页)机床的润滑和器械的冷却
调整箱机构的润滑
工作台机构的润滑
支柱和压板机构的润滑
刀架的润滑
床身、乳剂及金属屑收集器、特殊收费部件机构的润滑
切割器械的冷却
初始起动前机床的准备,初始起动。
安全技术规程
机床的调整和调试,工作规范
1.安装工件
2.检查半成品的跳动
3.安装刀架
4.安装铣刀
5.机床工作的自动和非自动循环以及安装停止限制器
(第7页)6.进给挂轮架的切削用量及调整
7.调整分度齿挂轮架
分度齿挂轮架调整表
8.调整差动挂轮架
9.调整人字(回行)挂轮架
10.调整小锥体挂轮架
11.调整机床以便加工带有起始数轮齿的齿轮
12.安装铣刀到切削深度
179-181
181
182-183
183-184
184
184a-186
187-195
187-188
188-190
190-191
191
193
193-195
196-198
199
200-234
200-201
201-202
202-204
205-206
207-209
210-214
214-223
224-227
227-228
228-229
230-233
233-234
总设计师室
科洛姆纳市
机床手册
5345
5346
5348
第5-7页
共297页
5345.03.001
章数
第2卷的内容
页数
普通式印度
机床的调整
1.调整主轴的刹车主轴在主切向刀架的传动副中
2.调整机床和刀架导板中的楔子
3.安装并调整分度副
4.调整内啮合齿轮的重叠式铣头的蜗轮传动中的间隙
(第8页)5.安装和拆卸铣刀用的旋臂起重机。
旋臂起重机的装配图图59
附件
机床的验收证书5345.02.001
全套器材清单5345.05.001
全套器材清单5346.05.001
全套器材清单5348.05.001
第2卷
图纸,插图和简图
机床部件的运输图1,2,3,4
在床身内安装走刀杆和螺钉图5
安装支柱的上部图6
传动系统图范围内的齿轮规格图7
滚动轴承配置图图8
机床的传动系统图5345.00.002
机床的操纵机构和全图图9
调整箱图10
(第9页)回行机构图11
小锥体机构图12
调整箱图13
调整箱的操纵杆图14
主刀架图15
主刀架图16
切向刀架图17
外啮合轮指状铣刀的重叠式铣头图18和19
内啮合轮的重叠式铣头图20和21
快速铣头图22,23,24,25
单件分割机构图26
工作台花盘的润滑及液压卸载示意图图29
工作台液压卸载机构图30
235-238
235
235
235-237
237-238
238
239
240-243
244
245
246
247
248
249
250
251
252
253
254
255
256
257
258-259
260-261
262-265
266
267
268
总设计师室
科洛姆纳市
机床手册
5345
5346
5348
第7-9页
共297页
5345.03.001
章数
第2卷的内容
页数
普通式印度
支柱的液压系统图及润滑图31和32
支柱的压紧机构图33
机床的润滑示意图534500.005
滑油过滤器图34
磁性过滤器和网状过滤器图35
(第10页)器械的冷却图36
工件的固定和调准图37和38
托架的设计安装图图39
圆盘铣刀和旋槽铣刀的安装和固定图40
指状铣刀的安装和固定图41
射线图图42
调整图
用滚切法铣切直齿齿轮图43
用滚切法铣切斜齿齿轮图44
用滚切法铣切内啮合直齿和斜齿齿轮图45
径向走铣刀来铣切蜗轮图46
用指状铣刀铣切人字齿轮图47
铣切带有小圆锥角的轮图48
轴向走器械来铣切蜗轮图49
用单件分割法铣切斜齿齿轮图50
269-270
271
272
273
274
275
276-277
278
279
280
281
282
283
284
285
286
287
288
289
总设计师室
科洛姆纳市
机床手册
5345
5346
5348
第9-10页
共297页
5345.03.001
章数
第2卷的内容
页数
5345
5343
普通式
(第11页)用车刀-单齿铣刀铣切蜗轮图51
用单件分割法铣切直齿齿轮图52
分度齿挂轮架变换齿轮的联接性图表图53
差动挂轮架变换齿轮的联接性图表图54
切向刀架(剖面图)图55
楔子的调整图56
分度组蜗杆的调整图57
内啮合轮重叠端蜗杆传动间隙的调节,图58
基础任务书5345.70.002
基础任务书5346.70.002
基础任务书5348.70.001
操纵原理图5343.90.001(共3页)
机床装配图5345.90.002
外接图5345.90.003
(第12页)悬挂式操纵台的装配图5343.91.003
操纵台的装配图5343.91.007
配电板I的装配图5343.92.003
配电板II的装配图5343.92.004
配电板III的装配图5343.92.005(共2页)
脉冲计数继电器的使用说明书图2
(5343.03.001)
床身和支柱导向装置的特种润滑油的使用须知共6页
5343;5363;5345;5346;5348型机床电气设备的调试须知共20页
附件
遵照总机械师的服务规范制成的图纸5345.04.001。
遵照总机械师的服务规范制成的图纸5346.04.001。
遵照总机械师的服务规范制成的图纸5348.04.001
290
291
292
293
294
295
296
297
总设计师室
科洛姆纳市
机床手册
5345
5346
5348
第11、12页
共297页
5345.03.001
(第13页)床身和支柱的导向装置以及支柱和压板的垂直导向装置的特种润滑油的使用须知
5345;5346;5348型齿轮铣床(滚齿机)/见机床润滑图表)
为了保证支柱沿床身、以及压板沿支柱垂直导向装置的缓慢运动的均匀性以及设定位移的准确性,最好用特种润滑油对这些导向装置进行润滑/见润滑图表/。
最好根据暂行技术规程No石油加工-26-59(附件No1)用全苏石油加工科学研究所-401润滑油充当列宁格勒石油润滑油工厂集中制造的基性油。
对于床身和支柱的导向装置、以及压板垂直导向装置的润滑,在没有全苏石油加工科学研究所-401润滑油的情况下,可以使用用户工厂根据附件No2中描述的工艺规程小批量制造的А.М.С-3。
(第14页)特种润滑油使用规程
准备措施
在注入特种润滑油之前必须:
1.从滑油系统中,从床身及支柱、支柱及压板的导向装置上去掉之前使用的润滑油。
先用纯煤油、然后用新鲜的工业用润滑油洗涤滑油系统。
在支柱沿床身以及压板沿支柱进行了2-3次位移之后,再次给床身及支柱的导向装置上特种润滑油。
2.把特种润滑油注满滑油系统。
使用
1.特种润滑油应该不超过6个月完全更换一次。
2.在使用时必须清除机床内过多的润滑油污垢,避免导向装置强烈磨损以及润滑油中添加剂浓度降低。
3.用煤油和含18-22%硬脂油酸铝的润滑添加剂AMC-3对润滑油进行稀释,对于慢速运动的均匀性没有不良影响(在保持润滑油中硬脂油酸铝的浓度不低于1.6%的情况下,也可以向用户推荐,以便调整这种润滑油的粘性)
总设计师室
科洛姆纳市
特种润滑油验收须知
5345
5346
5348
1-2
6
5345.03.001
(第15页)附件I
批准:
金属切削机床实验科学研究所科学工作副所长
/普罗卡波维奇A.E./
1959年3月17日
批准:
全苏石油加工科学研究所学术部门副所长
/马卡洛夫S.K./
1958年12月22日
副本
全苏石油加工科学研究所-401润滑油试验批量的暂行技术规程石油加工No26-59
1.本技术规程适用于全苏石油加工科学研究所和金属切削机床实验科学研究所共同推荐的,由含阿塞拜疆及东方含硫石油的工业12型矿物油以及甲基聚硅氧烷溶液型抗浮沫硬脂酸铝添加剂,根据以下比例混合而成的全苏石油加工科学研究所-401润滑油:
a)符合化学工业部技术规程335-53的硬脂酸铝—1.75%-2%
b)甲基聚硅氧烷溶液—0.015%±0.001%
c)工业用润滑油12—剩余比例到100%
2.全苏石油加工科学研究所-401润滑油的用途是保证金属切削机床(工作台)刀架慢速运动的均匀性或者其设计位移的准确性。
3.全苏石油加工科学研究所-401润滑油应该满足下列要求。
(第16页)
示度名称
额度
试验方法
a)运动粘度,厘斯:
在范围内:
在50摄氏度情况下
在100摄氏度情况下
b)在开口坩埚中确定的闪点摄氏度不低于
c)凝结点摄氏度不高于
d)机械杂质含量%%不多于
e)含水量%%不多于
f)含灰量%%不多于
16.5-20.0
4.5-5.5
165
最小15
0.025
痕迹
0.15
全俄国家标准33-53
全俄国家标准4333-48
全俄国家标准1533-42
全俄国家标准6370-52
全俄国家标准2477-44
全俄国家标准1461-52
备注:
不允许有砂子及其它磨料,包括机械杂质。
4.根据全俄国家标准1510-50对全苏石油加工科学研究所-401润滑油进行包装、标记、保存、运输和验收。
全苏石油加工科学研究所
工业用润滑油实验室主任
/彼佳吉娜E.I./
金属切削机床实验科学研究所
机床管理公共问题部部长
/维德林P.G./
5.根据全俄国家标准2517-52对全苏石油加工科学研究所-401润滑油进行采样。
取1.5升润滑油进行试样检查。
普通式
总设计师室
科洛姆纳市
特种润滑油验收须知
5345
5346
5348
3-4
6
5345.03.001
(第17页)附件No2
增加了慢速位移均匀性的特种润滑油的成分和制造工艺*)
特种润滑油的成分
符合全俄国家标准2712-52的AMC-3润滑油10%±1%
工业用润滑油1290%±1%
备注:
1.适当地使用符合全俄国家标准8675-58的含硫石油制工业用润滑油12,或者在没有这种油的情况下用符合全俄国家标准1707-51的润滑油,来充当基础矿物油。
在很多情况下可以适当地采用粘度更大或更小的润滑油。
2.AMC-3润滑油和矿物油应该符合现行的技术规程。
特种润滑油的制作工艺
在干净的油箱里加入矿物油,其数量是用于制造特种润滑油的AMC-3润滑油的相应三倍的量。
把全部AMC-3润滑油加入该油中;在加热到约等于130度时搅拌混合液直到块状润滑油消失,然后在不断搅拌的情况下逐渐加入其它油,温度保持在70-90度范围内。
在指定的温度下搅拌混合液15-20分钟并倒进干净的油箱中。
(第18页)备注
1.在制造基础(工业用)润滑油之前应该进行无水试验。
为了避免在润滑油制造过程中因为有水而使热混合液从油箱中喷出,基础油必须脱水。
润滑油的脱水方法是加热到80-90度,在该温度下沉淀8-12小时,排出剩下的水,随后加热到约等于130度(在不断搅拌的情况下)直到泡沫破裂。
2.润滑油应该在没有任何污垢(砂子及其它东西)的情况下制造。
油箱及搅拌装置(铲子,搅拌器)必须事先仔细清洁;木铲应该磨光滑。
3.成品润滑油应该保存在带密封盖的铁桶中避免被污染。
成品油可适当地倒入小型容器中。
*)在缺少ВНИИНП-401润滑油时,及为无循环式润滑系统的机床小批量生产特种润滑油时,建议使用。
总设计师室
科洛姆纳市
特种润滑油验收须知
5345
5346
5348
5-6
6
5345.03.001
(第19页)5343,5363,5345,5346,5348型机床电气设备的
调试须知
工厂总设计师:
/巴列托夫/
电传动装置部部长/弗伦克尔/
主任设计师/沙布诺夫/
普通式
No300页
(第20页)完成机床电气设备调试工作所必需的仪表清单
1.ТТ-1型安伏欧三用表(三用表)
2.Ц315型安伏欧三用表(或者刻度达到3安培的磁电式安培计)-2台
3.ЦО-10型手握离心式转速表
I调试主电传动装置和辅助电传动装置的预备工作
在接通电气设备之前察看并使电气设备的所有元件都进入工作状态。
为此必须进行下列工作:
1)仔细地把机器的灰尘擦干净。
最好用压缩空气把灰吹干净。
应确认发动机、发电机和测速发电机刷握中的电刷移动自如并能对整流子均匀按压,以及电刷架是根据工厂的标记安装的。
如果有需要,则应进行相应的调整。
用细玻璃砂纸根据整流子研磨贴合得不紧密的电刷。
用无绒软布稍微沾点汽油把机器的整流子擦干净。
2)用1000-2500伏特电压的兆欧计检查所有电机和磁放大器的绝缘状态。
绝缘电阻应该不低于0.5兆欧。
如果电机或者磁放大器的绝缘电阻下降到低于该值,则必须给它们通风直到绝缘电阻高于0.5兆欧。
(第21页)3)检查所有的接触连接,拧紧接线板、电气设备和电机上的螺钉。
4)察看并且在有需要的情况下用油光锉磨光电气设备的工作接点。
不允许用磨料磨光接点。
5)察看继电器、接触器、磁力起动器、电磁离合器和电磁铁的活动部分。
这些活动部分应该是活动自如不紧涩的。
6)检查保护接地的安全性。
7)检查双机机组的2号和1号、起动和停车按钮,以及接通控制电路和应急工作台的3号、4号、5号和31号按钮的通电及工作是否正确。
按钮的常闭和常开接点应该严格按照控制原理图使用。
8)接通自动输入装置和控制电路的3号、4号及6号自动输入装置。
在应急工作台继电器上测量到的在103和87点之间的电压应该等于127伏,在89和87点之间–5伏,交流,(第22页)在115和87点之间没有电压。
按3号按钮并确认,当切向刀架插座中尚未安装连接线时(或者当切向刀架的15号极限开关未通电时),应急工作台继电器未接通。
在5363机床上要检查到其它点(37-29)内的电压-127伏;(3A-29)-5V;(31-29)无电压。
应该注意的是机床5363没有切向刀架。
9)在切向刀架的插座中安上连接线并按3号按钮。
应该接通应急工作台继电器。
要确认115和87点之间的电压等于127伏。
要确认在按4号、5号和31号中任何一个带红色菌形挺杆的按钮时应急工作台继电器会断开。
断开自动输入装置。
普通式
10)断开发电机(1号发电机的发动机(Д1Г);2号发电机的发动机(Д2Г);1号发电机的Ш(Ш1Г);2号发电机的Ш(Ш2Г);1号发电机的Я(Я1Г))接线板中的外安装导线。
11)从其它设备上断开接近1号、2号和3号磁放大器接线板的所有导线。
12)借助于TT-1型三用表或者其它仪表测量磁放大器控制绕组的直流电阻。
1号和2号磁放大器的每个控制绕组OI,ОII,ОIII,ОIV的电阻在20摄氏度时等于14欧姆。
总设计师室
科洛姆纳市
调试须知
5343
5363
5345
5346
5348
第301-303页
共319页
(第23页)3号磁放大器的每个控制绕组(OI,ОII,ОIII,ОIV)的电阻在20摄氏度时等于6.6欧姆。
测量的数据与以上数值符合则表明,磁放大器与证书数据及控制系统图参数相符合。
13)确定1、2和3号磁放大器的控制绕组和工作绕组头尾标记的正确性。
根据图No1用归纳法对控制绕组的标记进行检查。
通过刀型开关或者按钮把控制绕组之一(例如OI)的首端接入直流电源的正极(+)。
为了限制电流进入绕组电路应使用附加电阻R。
图No1
其它的控制绕组ОII,ОIII,ОIV轮流连接磁电式伏特计V(伏特计的“+”极连接绕组首端)或者三用表(通用插孔连接绕组尾端)。
如果标记是正确的,则在给OI绕组供电的瞬间伏特计的(第24页)指针向右偏转。
如果在仪表接通某个控制绕组时指针向左偏转,则应该转换接线板上绕组的引线,更换首尾(Н和К)端子上导线的位置。
应该记住的是,控制绕组OI要用短脉冲供电,在此情况下绕组中的电流应该是0.5a级。
知道了直流电源的电压(U)值和控制绕组的电阻(Zoy),附加电阻的必要值(R)应该根据下列公式来确定:
R=2U-Zoy【欧姆】
R-附加电阻,欧姆
U-直流电源的电压,伏特
Zoy=14欧姆–对于1号和2号磁放大器
Zoy=6.6欧姆–对于3号磁放大器
普通式
同样用归纳法根据图No2来检查工作绕组的标记。
在检查前应该接入三用表(像欧姆表)来证实工作绕组接法的完整性X1-A1-X2-A2,Y1-B1-Y2-B2,Z1-C1-Z2-C2。
总设计师室
科洛姆纳市
调试须知
5343
5363
5345
5346
5348
第304-305页
共319页
图No2
(第25页)如图1所示,直流电源接至OI控制绕组。
在工作绕组上,依次向Х1-А2,У1-В2,Z1-С2点连接磁电式伏特计V或不按仪表极性连接测试仪。
如果标记是正确的,则在给控制绕组OI供电的时候,仪表指针不会偏转(或者只有很小的偏转)。
为了进一步确认,把伏特计V两次接入每个工作绕组并改变其极性来检查指针的偏转–两次测量指针都不应该偏转(或者只有轻微的偏转)。
在半工作绕组标记(即接线)不正确或者其螺钉数目不同的情况下,当给控制绕组OI脉冲供电时,伏特计V的指针发生很大的偏转。
在铁心截面不同或者抽得不均衡的情况下也会发生那样的情况。
(第26页)在某个工作绕组使伏特计指针发生很大偏转的情况下应该改变它的一个半绕组的接线方式(“翻过来”),例如,更换进入端子A1和X1的导线的位置。
此后重新在端子X1和A2上接入伏特计并重新在给控制绕组供电的情况下检查伏特计指针的偏转。
如果指针不再偏转或者偏转的幅度大大减小,应该保留半绕组接到端子的新方式。
如果在转换半绕组之后指针的偏转还是很大,则应该恢复之前的半绕组接线法并使用磁放大器或者取一个新的看看其工作中的状况。
14)确定发电机分流线圈尾端标记的正确性。
根据图No3用归纳法进行检查。
 升级会员
升级会员 