飞达克XT36送料机操作方法.docx
《飞达克XT36送料机操作方法.docx》由会员分享,可在线阅读,更多相关《飞达克XT36送料机操作方法.docx(13页珍藏版)》请在冰豆网上搜索。
飞达克XT36送料机操作方法
飞达克XT-320(326)送料机操作
方法
FEDEKXT-320送料机的操作方法
9-2
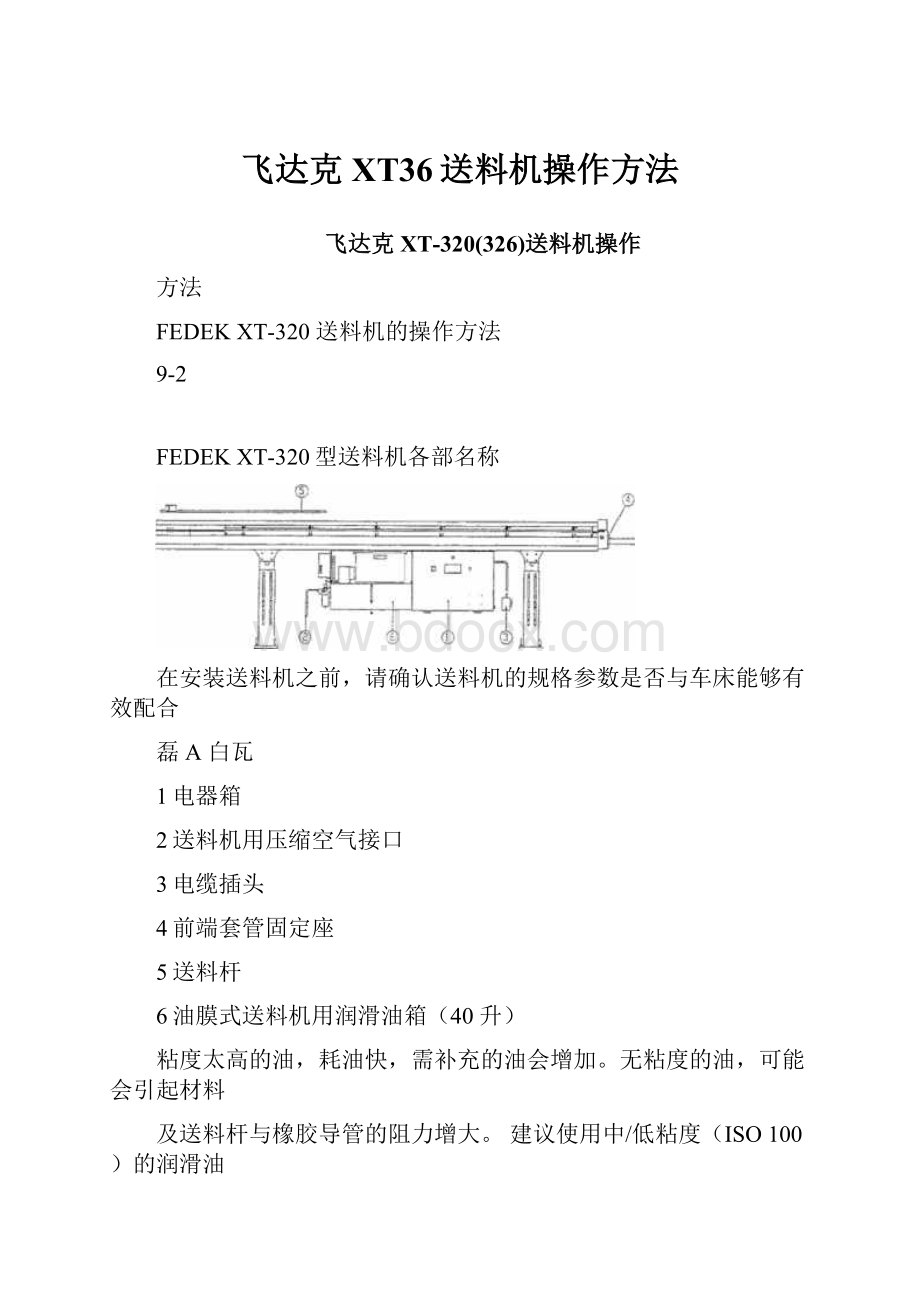
FEDEKXT-320型送料机各部名称
在安装送料机之前,请确认送料机的规格参数是否与车床能够有效配合
磊A白瓦
1电器箱
2送料机用压缩空气接口
3电缆插头
4前端套管固定座
5送料杆
6油膜式送料机用润滑油箱(40升)
粘度太高的油,耗油快,需补充的油会增加。
无粘度的油,可能会引起材料
及送料杆与橡胶导管的阻力增大。
建议使用中/低粘度(ISO100)的润滑油
走心式(主轴移动型)车床附属的前端伸缩式套管
走刀式车床附属的前端套管
送料机的安装
必须在车床的水平调整好进行。
⑴送料机高度调整
安装送料机上的前端(伸缩式)套管。
(对于主轴移动型车床,须予先将主轴箱
移动到Z轴行程最后端),让前端套管端面与车床主轴最后端保持20mm的距离。
调整送料机的高度与车床的高度大致一致。
调整的方法:
㈠松开各地脚螺栓,并调整到送料机不会摇摆的程度。
㈡松开支架上的所有螺丝(①、②、③),调整送料机的高度。
9-3
FEDEKXT-320送料机的操作方法
⑵送料机的套管中心与车床主轴孔中心的同心调整
㈠将前端套管及送料杆拆下,并将治具①装上。
㈡将送料机后端的橡管卸出后,把治具②放置在送料机后端的橡管座上,并且安装牢固。
㈢将治具③安装在主轴夹头上并用夹头夹紧。
㈣用绳子将三治具串联起来。
㈤调整前、后支架的高度,使绳子穿过车床主轴孔中心与送料机的套管中心呈一条线,绳子将位于治具①的中心。
(六)锁紧前、后支架及地脚螺栓,并确认绳子位于治具①、②、③的中心。
㈦卸掉绳子及治具①、②、③,重新安装上前端套管及送料机后端的胶管、送料杆,移动送料杆,确认送料杆能否顺利插入车床主轴孔中。
如果不能顺利插入,请重新调整。
㈧用膨涨螺栓将送料机地脚固定。
需在地面钻4个①13.0的圆孔,将地面、孔内清洁干净。
安装膨涨螺栓。
⑶将送料机的电缆插头插入车床的电缆接口内。
⑷将润滑油倒入油箱内。
⑸接通送料机的电源,调整送料机参数。
FEDEKXT-320送料机的操作方法
9-4
手控操作盒上按键的使用方法
急停按键〔在紧急情况下.按此键送料机会立即停止.
同时便与CNC车床联接的电缆紧急信号〔EML,EM2)处于断路状态,使CNG车床紧烏停止。
:
在接通自动方武键后,须确认满足以下衆伴之一,方可押自动起动键口
1•闭盖,且送料杆不在原点.
N开盖’且材料供应部在出料。
自动方式键:
当闭盖或开盖且材料供应部在出料状态下,可押自动方式键。
手动方式:
报警发生时,进行复位匚手动操作方式,分为开盖与闭羞两种状态口
闭盖时的手动操作
手动送料杆快速前进.
手动送料杆慢速前进口
丰动送料杆快速后退■
丰动送料杆慢速后退。
H开盖■键D
在送料杆在后退极限开关位置时,押此键,_可进行拔料及幵盖动作&
送料杆的叶片在夹爪前端,可开盖换料夹
送料杆在原点位置,可开盖勾料
FEDEKXT-320送料机的操作方法
9-5
开盖时的手动操作
手动定位滑块烧:
遠前逬。
手动定位滑块快速后退。
材料供应部出料B
(在开盖时,押此键为出料功能)
防震组件的调整
加工不同外径的材料时,必须调整防震组件开、闭的位置。
开位置:
松开锁紧螺螺母①,旋转捏手②,直到感觉到捏手②上的螺杆接触上推板拧紧锁紧螺母①,即将防震组件张开的最大位置确定。
闭位置:
将加工材料放入送料机的胶管内,将送料机按键转换到自动模式。
松开螺母③、④,旋选捏手⑤,直到防震滚轮夹住材料后,拧紧锁紧螺母③、④
FEDEKXT-320送料机的操作方法
9-6
西门子TD200设定键的操作说明
門,F2,F3,F4,F5,F6,F7,F8功能键
NTER(输入键)CS|(退出键)。
选择功能键門,F2,F3,F4后-(显示器会出现上下两行数据)-押△或▽选择(被选择数据的左边会出现一旗标)-押[ENTER|(输入键)*(旗标移至右边);-更改参数(被选择的数据右边VF为所修改的参数)-押|ENTER|(输入键)*(即把右边VF参数储存入左边F功能参数内,修改结束)。
选择功能键F5,F6,F7,F8时一先押〔shift](转换键)一再押耐,F6,乩
F&
茶功能键的功能
F1—BARDIAMETE(加工棒料直径)
(3—26mm):
____
F2—PARTFORChUCKS=(加工制品时,夹头夹紧次数)
F2:
PARTLENGTH=二_(加工制品长度+切断刀头宽度)
F3—GUIDINGCHANNEL(胶管尺寸)
ETER(输入范围):
8—29mmF3=
F4—ENDOFBARPOSITION:
(前进端极限位置一材欠)
_(__)F4=
F5—TOP-CUTPOSITION(料端切除位置)
NOW(棒料已通过切端检测开关后的伸出长度的现在位置):
F5:
F6—F6:
ANTI-VIBRRST(防震轮张开位置)
NOW(料夹的现在位置值):
(OPTION选项)
F7—TOOSHORT(材料送出过短是否异常)(0/1)
F7:
TOOLONG(材料送出过长是否异常)(0/1)
F8—PUSHERMOVEPOS(送料杆移动距离)=
F8:
FIRSTFEED(定位滑块前进距离)=
各功能键详解
⑴F1—BARDIAMETE(加工棒料直径)
(3—26mm):
加工棒料直径值,取值范围3〜26mm输入值为正整数,若有小数点,贝U四舍五入。
⑵F2—PARTFORCHUCKS=(加工制品时,夹头夹紧次数)
F2:
PARTLENGTH=_—(加工制品长度+切断刀头宽度)
PARTFORCHUCKS=(加工制品时,夹头夹紧次数)。
1一般设定值为“0”通常主轴夹头只夹紧一次即可加工出的制品。
2设定值为“1”,加工长轴件制品时,主轴夹头须夹紧松开两次(含两次
FEDEKXT-320送料机的操作方法
9-7
以上)才可加工出的的制品2
~F2:
~PARt-LENGtH=(加工制品长度^切断刀头宽"5
力卩工制品长度+切断刀头宽度,输入值为正整数,若有小数点,则四舍五入。
⑶F3—GUIDINGCHANNEL(胶管尺寸)
ETER(输入范围):
8—29mmF3=
胶管尺寸,制造商提供的分别为21mm19mm17mm14mm11mm此机可根据不同材料外径,选择相适应的胶管。
但是须将胶管尺寸规格输入。
输入范围8〜29mm因为它涉及到送料杆推力大小。
胶管尺寸在胶管底部够槽中有标识。
⑷F4—ENDOFBARPOSITION:
(前进端极限位置一料欠)
_(二丿F4=:
1设定料欠位置即送料杆(料夹)前端与主轴夹头后面最小有20mm间隔。
此时,产生的料头最短。
2不管制品长度如何变更,料欠位置一经设定,始终不变。
3扩号内显示的是送料杆前端的当前位置,设定料欠时当参照值使用。
扩号前端显示可加工制品的数量。
⑸F5—TOP-CUTPOSITION(切除棒料前端料头位置)
NOW(棒料已通过切端检测开关后的伸出长度的现在位置):
F5:
1不管材料长短如何,此值一经设定,始终不变。
2NOW显示的现在位置,设定切除棒料前端料头位置F5时,当参照值使用。
⑹F6—F6:
ANTI-VIBRRST(防震轮张开位置)
NOW(料夹的现在位置):
(OPTION选项)
1NOW(料夹的现在位置值)~:
2OPTION选项:
为选项移动式防震轮张开位置。
3ANTI-VIBRRST(防震轮张开位置)。
⑺F7—TOOSHORT(材料送出过短是否异常)(0/1)
F7:
TOOLONG(材料送出过长是否异常)(0/1)
送出长度与设定长度F2对比:
它是防止因送料杆与材料错位,造成送出的材料过短或过长的安全检测。
1TOOSHORT(材料送出过短是否异常)
设“0”,材料送出过短不报警。
设“1”,材料送出过短报警。
2TOOLONG(材料送出过长是否异常)
设“0”,材料送出过长不报警。
设“1”,材料送出过长报警。
⑻F8—PUSHERMOVEPOS(送料杆移动距离)=
F8:
FIRSTFEED(定位滑块前进距离,即挡块定位数值)=
1PUSHERMOVEPOS(送料杆移动距离);闭盖,材料插入送料杆上的
料夹时,送料杆往前移动的距离。
标准设置数值为:
60.0mm>根据材料
插入料夹的深浅修整,其修整范围20<送料杆移动距离w50。
2FIRSTFEED(定位滑块前进位置)。
FEDEKXT-320送料机的操作方法
9-8
P0—(调整送料推力(力矩))
P1—(走刀式车床用(材料移动到前定位块的减速距离))
操作画面上显示的数值
操作送料机时(手动方式/自动方式),显示器显示手动画面的操作信息或自动画面的操作信息。
①当报警发生时,会转换成报警画面。
②当操作者调整参数时的参数设定画面。
⑴手动画面
押二键,显示手动画面
±30%,t
P0=
P仁
%S
%t
走刀式车床用(材料移动到前定位面旳读逹距韻)
勒陳艾書墓肆前壬序漪壬
显示手动按作中送料电机速度的百分率
显示手动援作中送料电机推力的百分率
⑵自动画面
键,
显示自动画面。
从开机到目前
#:
显示奎床夹头开信号.士二显示辛床夹头闭信夸。
ON:
显示伺服机构处于ON状态.
OFF:
显示伺服机枸处于OFFK态。
显不月前破加工材料的当前位置纺
/
%S
%t
员参考用)。
百分率律
FEDEKXT-320送料机的操作方法
9-9
材料供应部
⑴勾料板的调整
材料供应部是通过气缸的动作,使勾料板①每动作一次,既可放下一根新料。
对于不同规格的材料,须调整勾料板的位置。
勾料板的调整方法:
在料架上放入一根材料,松开锁紧螺钉③,旋转螺钉②,目视使勾料板①的勾尖对准
材料外径的中间位置。
调整好后,将锁紧螺钉③锁紧。
⑵押板的调整
将被加工材料放到材料供应部④的位置,松开锁紧旋钮⑥,调整押板与材料的间距0.5〜2.0mm后,锁紧旋钮⑥。
 升级会员
升级会员 