管片生产.docx
《管片生产.docx》由会员分享,可在线阅读,更多相关《管片生产.docx(11页珍藏版)》请在冰豆网上搜索。
管片生产
第七章管片生产
目录
衬砌管片每环由6块(3+2+1)组成,管片内径5400mm,厚度300mm,环宽1500mm。
错缝拼装,弯曲螺栓柔性连接,环缝采用10根M24螺栓连接,纵缝之间采用12根M27螺栓的管片连接。
管片混凝土强度指标为C50,抗渗等级S12。
§1管片生产及供应计划
管片委托广州市政水泥制品厂生产,该厂具有广州地铁一号线、二号线管片的生产经验,双方已签订管片生产合同。
管片生产和运输总量均为4932环,单环体积8.06m3,共折合混凝土工程量为39820m3。
左右线在联络通道处各设2环钢管片,累计需要加工钢管片32环。
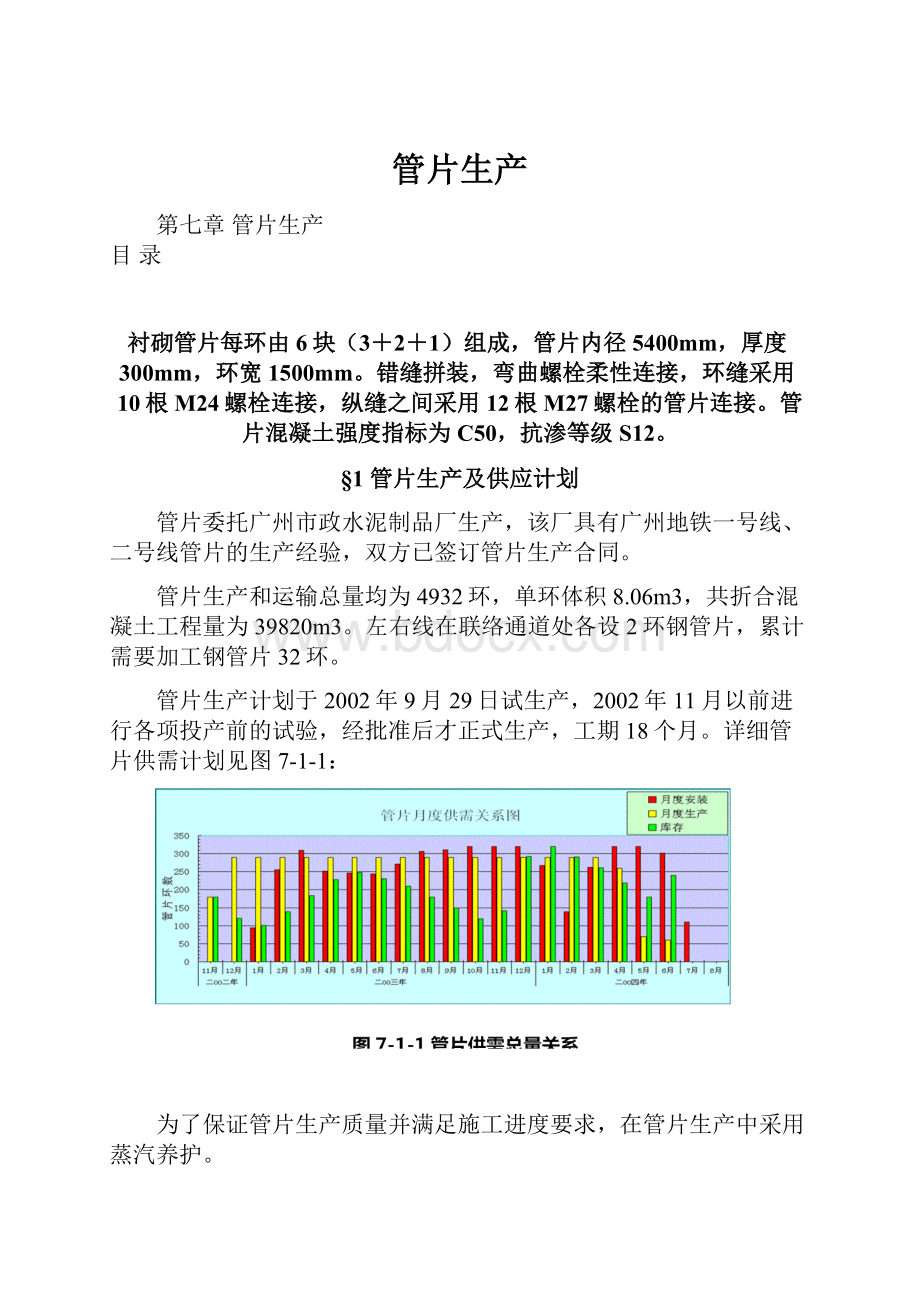
管片生产计划于2002年9月29日试生产,2002年11月以前进行各项投产前的试验,经批准后才正式生产,工期18个月。
详细管片供需计划见图7-1-1:
为了保证管片生产质量并满足施工进度要求,在管片生产中采用蒸汽养护。
§2管片生产厂的布置
根据本工程所需管片数量及生产计划进度,采用6套模具生产管片,其中标准环3套,右转弯环2套,左转弯环1套,每天生产10~12环。
2.1管片厂的生产能力
(1)混凝土生产
厂内有混凝土全自动拌和站,其生产能力为60m3/小时,完全满足蒸养时每天生产20环管片对混凝土的需求。
(2)储存场地:
封顶块占地面积1.2m2;标准块占地面积5.3m2;根据堆放方式每环管片占地面积10.6m2,考虑间隙占地为12m2。
场地面积计算根据施工进度要求,管片的最大库存为400环,需要占地为4800m2,现有储存场地为12000m2,可容纳1000环管片,并且还可根据需要进行增加。
(3)管片生产车间和钢筋笼加工车间
管片生产车间和钢筋笼加工车间的面积都在1000m2以上,完全满足需要。
(4)养护池
养护池内存放7天(高峰每天14环)的管片,分七个区,三层存放,经计算场地面积为1050m2,取养护池面积为1500m2。
(5)拼装场和实验场:
场地内存放拼装模具和抗渗装置各一套,分别占地50m2。
2.2管片生产车间和钢筋加工车间平面布置图
管片钢筋笼加工车间布置见图7-2-1,管片生产车间布置见图7-2-2。
2.3设备配置
见第二章“施工设备配置表”。
§3管片混凝土原材料
管片混凝土原材料主要包括水泥、骨料、水、添加剂和钢筋。
对其质量要求遵守以下国家质量标准控制和招标文件通用技术条款:
1.JGJ55—96《普通混凝土配合比设计技术规定》
2.JGJ63—89《混凝土拌和用水标准》
3.GB50204—92《混凝土结构工程施工及验收规范》
4.JGJ18—96《钢筋焊接及验收规范》
5.GBJ107—87《混凝土强度检验评定标准》
6.GB50164—92《混凝土质量控制标准》
7.GBJ321—90《预制混凝土构件质量检验评定标准》
8.CECS104:
99《高强混凝土结构技术规程》
9.GB175—99《硅酸盐水泥、普通硅酸盐水泥》
10.JGJ52—92《普通混凝土用砂质量标准及检验方法》
11.JGJ53—92《普通混凝土用碎石或卵石质量标准及检验方法》
12.GBJ119—88《混凝土外加剂应用技术规范》
图7-2-1:
钢筋笼加工车间布置
图7-2-2:
管片生产车间平面布
管片生产所用原材料采购、保存、检验均应符合以上规范和标准,同时须得到业主和监理工程师的认可和批准,且必须附有生产厂的产品质量保证书。
各种主要材料的选用标准如下:
(1)水泥:
选用普通硅酸盐水泥,生产龄期不小于7天。
(2)砂:
选用质地坚硬的中粗砂,细度模数为2.3~3.0,粉细物质含量不大于2%,含水率小于2%,氯离子含量不超过0.04%,可溶性硫酸盐按重量计不超过0.4%。
(3)碎石:
粒径为5~20mm,质地坚硬,粉细物质含量不大于2%,压碎性指标不超过30%,氯离子含量不超过0.03%,可溶性硫酸盐按重量计不超过0.4%。
(4)水:
采用清洁的不含有害物质的自来水,注意严格控制水灰比,水胶比不得超过0.45。
(5)钢筋:
钢筋表面应清洁,不得有易脱落的锈皮、油漆等污垢;钢筋必须顺直,调直后表面的伤痕及锈蚀不应使钢筋截面积减少。
§4管片生产工艺流程及技术要点
管片生产包括:
钢筋制作、钢模准备、砼浇注、脱模、养护、储存。
其流程如图7-4-1。
其各个生产环节的技术要点如下:
4.1钢筋制作技术要点
钢筋制作应严格按设计图纸要求断料和弯曲成型。
钢筋进入弯弧机时应保持平衡,防止平面翘曲,成型后表面不得有裂缝。
钢筋骨架焊接成型时必须在符合设计要求的靠模上制作。
骨架首先必须先安装在7套模具上,经测量调整和检验各项尺寸都符合要求,才可作为定型尺寸开料和弯曲成型。
钢筋骨架焊接成型时焊接位置要准确,严格掌握好钢筋骨架的焊接质量。
钢筋笼架接头焊缝高度不小于0.3d(d为钢筋直径),宽度小于0.7d,搭接长度双面焊应>5d,单面焊应>10d。
钢筋焊接电流应控制在100~140A之间;焊接不得烧伤钢筋,凡主筋烧伤深度超过1mm,即作废品处理;焊缝表面不允许有气孔及夹渣,焊接后氧化皮及焊渣必须及时清除干净。
正确选用焊条,焊条型号应符合设计图纸的要求,图纸无特殊要求时,应符合相关规范。
管片钢筋制作允许误差见表7-4-1
表7-4-1钢筋制作允许误差表
序号
项目
允许误差(mm)
1
网片长、宽尺寸
±10
2
网片间距
±10
3
分布筋长度尺寸
±10
4
分布筋间距
±5
5
骨架长、宽、高尺寸
+5-10
6
主筋保护层
+5-3
7
箍筋间距
±10
8
环纵向螺栓孔
畅通、内圆面平整
4.2混凝土浇注的施工技术要点
(1)灌浆孔螺栓和PVC管等预埋件不能损坏,安装位置要正确。
(2)上料系统和搅拌系统必须定期检验,校验电子称量系统的精确度。
由持有试验员上岗证的工程师负责监察混凝土的搅拌质量。
(3)只有被确认坍落度在80±20mm范围内的符合设计级配要求的混凝土方可用于管片生产。
(4)模具上要一次性均匀分布足够量的混凝土才分别启动风动振动器。
振动时间长短的判别是观察混凝土与侧板接触处,如不再有喷射状气、水泡并能均匀起伏为适当时间。
(5)浇筑前必须先按规定项目对组合的模具进行验收,发现任何不合格项应通知上工序返工。
(6)模具经检验合格才可放入钢筋笼,安装预埋件和检查保护层。
(7)组装好的模具经检验合格挂上绿色标志才准许浇筑混凝土。
(8)竖起面板的时间应随气温及砼凝结情况而决定,待混凝土初凝后可进行光面,并按粗、中、精三个工序进行。
4.3脱模及养护施工技术要点
(1)光面后盖上密封地帆布罩,并进行蒸汽养护。
(2)为保证管片的强度和抗渗性,防止出现微裂纹,需要严格控制蒸养时间、升温及降温速率、恒温时间和湿度等。
管片蒸养要满足如下规定控制:
a.砼浇注2小时内养护温度不超过60度,每小时温度增加不可超过20度。
此后温度控制在60-90度之间,直至达到养护强度。
b.砼强度达到规定强度的60%以后,拆模、起吊。
起吊出来的管片在翻转台上进行翻转成侧立状态,拆除活动的棒芯及其它附件,测量及标识后进行脱模后的湿润养护,时间为7天。
蒸汽养护6小时,水中养护7天。
根据供需表动态调整管片库存,以防大量管片积压资金或某种类型管片缺乏影响施工进度。
4.4管片存储及运输
管片存储在预制厂内,按生产日期和类型分三层堆放,以便查找,中间用方木垫隔,以免破损;吊装时用一台龙门吊和一台叉车将管片吊在平板车上,运输至工地,工地设有临时管片存储场,能够存储80环,能够满足高峰期四天的管片需要量。
§5管片生产质量保证措施
管片属于技术含量高,工艺和品质要求特别高的钢筋混凝土构件,按严格的技术质量指标生产,要求从原材料的进货,制造到产品的交货全过程有严格的质量控制。
我们的目标是产品合格率达到100%。
总的要求是在管片的几何尺寸、强度、抗渗、表观质量方面达到规范相关要求。
5.1管片的精度
盾构的管片的几何尺寸在拼装成形及整个隧道的防水方面具有非常重要的作用,管片制作精度要求如下:
表7-5-1管片外形尺寸允许偏差
项目
单位
允许偏差(mm)
备注
管片宽度
mm
±0.5
每块测三点
弧长、弦长
mm
±1.0
每块测三点
内半径
mm
±1.0
设计要求
管片厚度
mm
0~2
每块测三点
环、纵向螺栓孔
mm
±1.0
每块检验
环面间隙
mm
≤1.0
三环整环拼装
纵缝间隙
mm
2~4
三环整环拼装
表7-5-2水平拼装的检验标准
序号
内容
检验要求
检测方法
允许误差(mm)
1
环缝间隙
每环测三点
插片
≤2
2
纵缝间隙
每条缝测三点
插片
≤2
3
成环后内径
测4条(不放衬垫)
钢卷尺
-2+2
4
成环后外径
测4条(不放衬垫)
钢卷尺
-2+6
5
纵环向螺栓部穿进
螺栓与孔间隙
插钢丝
≥(d孔-d螺-2)
涉及的检验项目包括:
Ø管片出厂尺寸检测,检验结果填在出厂合格证上,上面标注其生产日期、出厂日期、检验者姓名、检验合格证号、管片强度等级、管片几何尺寸等。
Ø管片模具的验收,模具的验收标准见钢模的安装及维修保养一节
Ø定期监控模具的尺寸的变化,每周对所有模具检测一遍。
每生产100环对所有模具进行一次全面检测和调整。
Ø三环拼装试验:
按照《地下铁道工程施工及验收规范》每100环需做一次三环拼装试验。
三环水平拼装试验,主要检验管片组装后的成圆度以及构件之间的嵌接是否紧密。
5.2管片的强度
为了验证设计是否满足强度方面的要求,强度试验是重要而必须的一环。
强度试验的前提是施工所采用的钢筋和砂石料都符合规范要求,接受市质检部门的抽检,工地试验室要建立一套完整的对混凝土塌落度、强度等监控系统。
1.钢筋笼
钢筋笼的焊接误差要满足如下要求:
受力钢筋10mm,箍筋20mm。
钢筋的加工允差如下:
受力钢筋长度±10mm,弯曲钢筋的位置±20mm,箍筋的部位长度5mm。
2.混凝土的质量控制
配备自动拌和站,以便混凝土配比的稳定,另外根据天气情况不断调整配比,满足设计的强度要求,另外为了获取更好的表观效果和振动密实,塌落度也是控制的重要因素之一。
3.螺栓、螺帽等组件的质量控制
每500个或一批进货抽样取两个做外观、形状、尺寸及螺栓精度检查,如不合格则此批螺栓、螺帽应不予使用。
每5000个或一批进货抽样取两个做机械及物理性能试验,试验不合格时,可再取两个重新试验、如再不合格则此批螺栓、螺帽应不予使用。
涉及的检验项目:
钢筋、混凝土试件的抽检;管片的抗弯破坏试验;单块管片抗弯试验:
每1500块一次,使用标准块。
为保证吊装的安全,还要进行吊装孔螺栓的抗拔试验。
4.施工过程控制
管片在生产过程中,影响管片尺寸和强度的因素很多,因此规范的操作至关重要。
模具的清理:
混凝土清理不干净,不仅影响脱模后的外观,还会因为模具关不严影响管片尺寸,引起漏浆等。
螺栓的扭矩:
模具的尺寸是在规定扭矩下才达到规定的值,因为操作不当,不用扭矩扳手达到规定的扭矩,或扭矩过大都会影响管片的尺寸。
振动时间:
因为管片的配筋率较高,钢筋非常密,振动时间不足会是管片的表面出现蜂窝麻面,并且影响抗渗性能,振动时间过长会引起混凝土的离析,也会出现麻面。
根据塌落度以及配比控制振动时间是一个需要注意的一个重要方面。
5.3管片抗渗能力试验:
当管片达到龄期以后,对管片的抗渗能力进行检验。
a、凝土试件抗渗试验参照国标和行标进行。
b、单块管片的检漏试验,主要是检验管片混凝土内部的结构是否密实,一般要求在设计的抗渗等级的水压下恒压2小时,其渗水高不超过管片厚度的1/5。
5.4管片的外观质量
表面应光洁平整,无蜂窝麻面,无露筋,无裂纹缺角,注浆孔应完整,注浆孔和螺栓孔内无水泥浆等杂物。
5.5检验测量和试验控制
(1)检验工具
游标卡尺:
0—2000mm精度0.05mm、0—500mm精度0.05mm
样规:
用于弧弦吻合度检验。
水平尺:
检验水平情况。
尼龙线:
Φ1mm长7m扭曲变形情况检验。
所有检测和试验设备必须经国家法定的检测机构检验合格才允许使用,并贴上合格标识,确保量值能溯源到国家基准。
检测仪器设备应在有效期内使用。
使用前应进行校准,使用后应进行复核。
试验室的试验仪器设备经常进行清洁保养,仪器设备的检定按周期检定计划进行。
(2)产品最终检验由质安部派出的质检员负责,行政管理由项目部负责。
质检员发现产品质量问题要及时向技术部报告。
不合格产品即时标识和隔离。
(3)所有检验数据应作记录,并在产品规定的位置上印上标识,表示经检验合格,可进入养护池养护。
§6管片生产管理
(1)派富有经验的工程师驻厂进行管片生产过程的监控,并按要求进行抽检
(2)对不合格产品进行标识,杜绝不合格产品出厂
(3)施工现场进行管片验收,不合格产品严禁存放现场
(4)按施组中“供货商管理”办法进行管理
 升级会员
升级会员 