作业测定在装配生产线中的应用实例.docx
《作业测定在装配生产线中的应用实例.docx》由会员分享,可在线阅读,更多相关《作业测定在装配生产线中的应用实例.docx(27页珍藏版)》请在冰豆网上搜索。
作业测定在装配生产线中的应用实例
作业测定在装配生产线中的应用实例
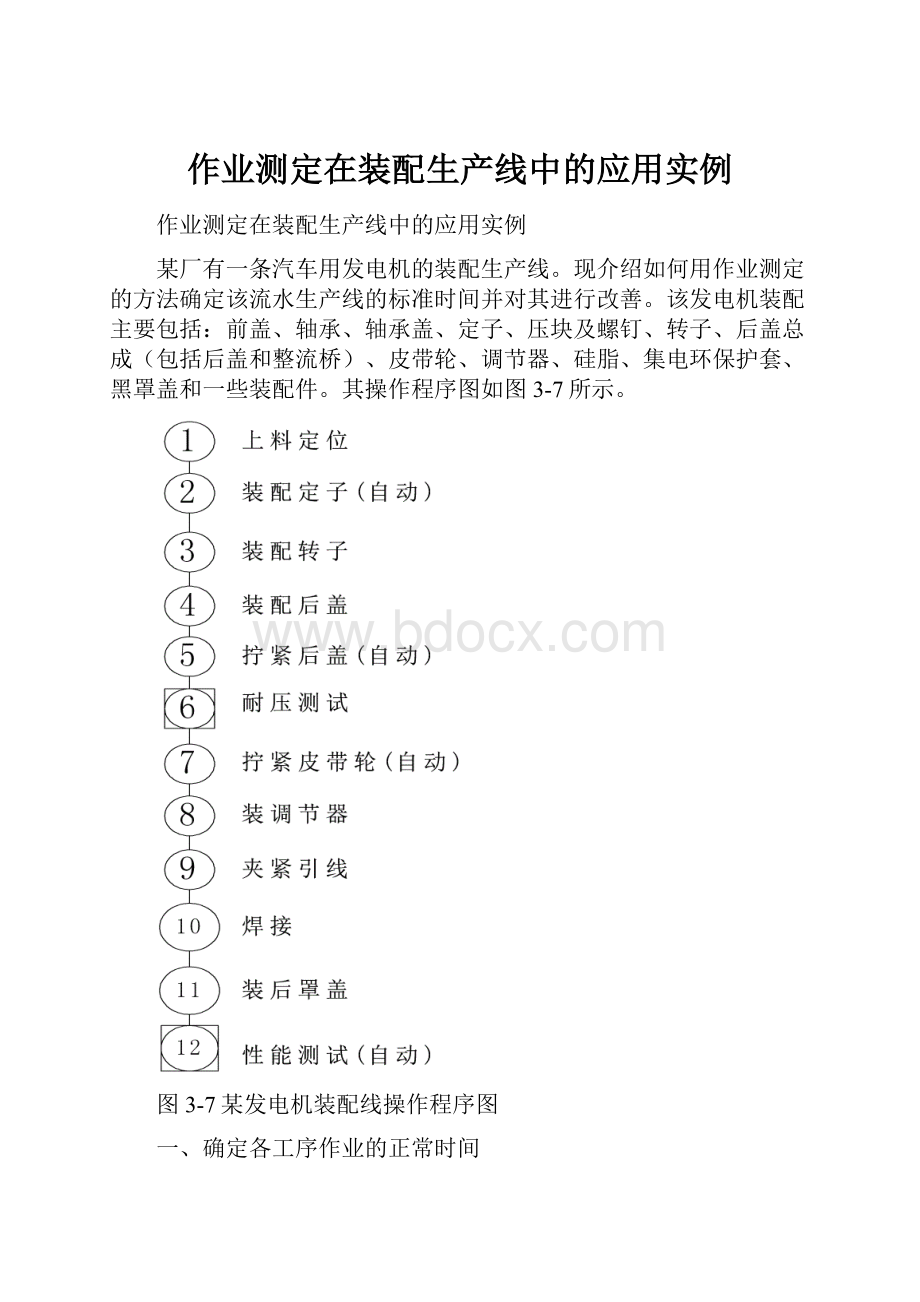
某厂有一条汽车用发电机的装配生产线。
现介绍如何用作业测定的方法确定该流水生产线的标准时间并对其进行改善。
该发电机装配主要包括:
前盖、轴承、轴承盖、定子、压块及螺钉、转子、后盖总成(包括后盖和整流桥)、皮带轮、调节器、硅脂、集电环保护套、黑罩盖和一些装配件。
其操作程序图如图3-7所示。
图3-7某发电机装配线操作程序图
一、确定各工序作业的正常时间
(一)上料定位
1.操作步骤
⑴从工位器具中取前盖,目测检验型号是否有误后定位放置在随行工装上。
⑵从前置料架上取定子放入前盖,并整理6根定子引出线,使其垂直并在合适的位置,引线位置不得小于定子线圈内径。
⑶分别取螺钉和压板并组合,将组合件插入前盖螺孔中,注意压板不得错位太多,以防后道自拧紧工序的导入发生困难。
⑷按下绿色按钮放送完工工件到下一工序。
2.工位配置
⑴配置前盖组件前置式送料装置,二层(下层进料盘,上层回料盘)
⑵配置定子前置式送料装置,二层(下层进料盘,上层回料盘)
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-26为第1工位双手操作程序图。
求得正常时间为17.931秒。
表3-26第1工位动作因素分析(双手操作程序)
作业
内容
上料定位
工位号
1
工作地布置位置
MOD数
139
时间(秒)
17.931
定员
1
单元
左手
时间
右手
动作叙述
分析式
次数
MOD
次数
分析式
动作叙述
1
从工位器具中拿取前盖并判断型号
M4G1E2D3
1
10
2
将前盖放置于随行板上
M4P2
1
6
3
从工位器具中拿取定子并判断型号
M4G1E2D3
1
10
4
将定子放入前盖
M4P5
1
9
5
校正定子位置
M2R2
1
4
校正定子位置
6
校正引出线
M1R2
3
9
3
M1R2
校正引出线
7
取压板
M3G3
4
24
4
M3G3
取螺钉
8
组合压板与螺钉
M3P5
4
32
组合压板与螺钉
9
32
4
M3P5
将组合件插入前盖镙孔
10
按下绿色按钮放行
M3G0
1
3
1
M3G0
按下绿色按钮放行
总计
139
UT
(二)上装配定子(自动)
1.操作步骤
⑴机器自动将定子中心与前盖轴承中心定位。
⑵定中心装置的涨芯涨紧定子内圆旋转找准引出线位置,以便准确定位。
⑶机器上四把电动扳手自动将压块及螺钉4套同时拧紧。
2.工位配置
配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到(直视)。
3.工位作业时间测定
由于是机器自动操作,采用秒表测时法,测得正常时间为17.480秒。
(三)装配转子
1.操作步骤
⑴从工位器具中取出转子,目测检验转子型号是否有误,集电环有无碰伤。
⑵目测检测定子引出线位置是否垂直,不会在转子压入时受损。
⑶下推压缩顶针,将转子对准上顶针座缺口,使转子定位于上下顶针中。
⑷双手按住启动按钮,将转子压到位。
注意等到绿灯亮时,方可松开按钮。
遇到超出控制限自动报警时,取下工件放入黄盘隔离。
⑸取后盖总成(目测检查型号是否有误),将后盖窗口对准定子引出线方向套入前盖组件。
⑹按动绿色按钮放送完工件到下一工序。
2.工位配置
⑴配置转子前置式送料装置,二层(下层进料盘,上层回料盘)。
⑵配置后盖前置式送料装置,二层(下层进料盘,上层回料盘)。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-27为第3工位双手操作程序图。
求得正常时间为8.305秒。
表3-27第3工位动作因素分析(双手操作程序图)
作业内容
装转子
工位号
3
工作地布置位置
MOD数
45
时间(秒)
8.305
定员
1
单元
左手
时间
右手
动作叙述
分析式
次数
MOD
次数
分析式
动作叙述
1
按下黑色按钮,顶出下顶针
M3P0
1
3
1
M3P0
按下黑色按钮
2
从器具箱中取出转子
M4G1
1
5
3
判断型号是否有误
E2D3
1
5
4
将转子放置于上下顶针之间
M3P5
1
8
5
按下按钮压入转子
M3P0
UT=2.5s
1
3
6
5
1
M4G1
从器具箱中取后盖
7
判断型号是否有误
E2D3
1
5
8
双手装入后盖组件
M3P5
1
8
1
M3P5
双手装入后盖组件
9
3
1
M3P0
按下绿色按钮放行
总计
45
测时
UT=2.5s
(四)装配后盖
1.操作步骤
⑴调整后盖组件位置使尼龙定位销导入。
⑵检查整理定子引出线,使6根引出线脱离整流桥音叉,以方便后道的耐压测试,视检定子引出线上的热缩管是否可靠地起到绝缘作用。
⑶用手板压机压入,使前后盖接触面闭合。
⑷手工插入4-M5螺钉。
⑸按动绿色按钮放送完工件到下一工序。
2.工位配置
配备存放钳子工具装置。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-28为第4工位双手操作程序图。
求得正常时间为13.545秒。
表3-28第4工位动作因素分析(双手操作程序图)
作业内容
后盖装配
工位号
4
工作地布置位置
MOD数
105
时间(秒)
13.545
定员
1
单元
左手
时间
右手
动作叙述
分析式
次数
MOD
次数
分析式
动作叙述
1
扶正,转动工件180o
M3R2M2C4
1
11
2
7
1
M3G1M3P0
拿钳子移至工件旁
3
扶住工件,并转过一定角度
M2R2
5
20
4
30
6
M1P0M2R2
用钳子整理定子引出线
5
12
1
M3G1C4A4
握住压机把手并压下
6
取螺钉
M3G3
2
12
2
M3G3
取螺钉
7
将螺钉插入镙孔
M3P2
2
10
2
M3P2
将螺钉插入镙孔
8
按下绿色按钮放行
M3P0
1
3
总计
105
(五)拧紧后盖(自动)
1.操作步骤
⑴由小气缸压紧前后端盖。
⑵采用四把电动扳手的机器自动将四根连接螺钉同时拧紧。
2.工位配置
配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到(直视)。
3.工位作业时间测定
由于是机器自动操作,采用秒表测时法,测得正常时间为8.625秒。
(六)耐压测试
1.操作步骤
⑴视检6根定子引出线是否与整流桥音叉分离。
⑵660V耐压测试:
a.用耐压测试枪触碰集电环;b.依次触碰一侧的定子的3根引出线;c.触碰端盖确认测试仪有效(测试完毕后将高压枪放入插座)。
⑶用专用起子触碰集电环进行ESD卸载,并用起子将6根引出线放在音叉内。
⑷取M16轴端螺母放入定位座内再取皮带轮套入后启动进入下道自动工作。
⑸由工业摄像判断皮带型号是否有误后,BOSCH电自动拧紧机自动拧紧M16螺母。
2.工位配置
⑴置皮带轮前置式送料装置,二层(下层进料盘,上层回料盘)。
⑵配置安装耐压测试议和正负极测棒的架子并方便取舍。
⑶配置料台存放螺母、垫圈。
⑷配备耐压测试时用于绝缘、隔离的手工工具。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-29为第6工位双手操作程序图。
求得正常时间为14.964秒。
表3-29第6工位动作因素分析(双手操作程序图)
作业
内容
耐压测试
工位号
6
工作地布置位置
MOD数
116
时间(秒)
14.964
定员
1
单元
左手
时间
右手
动作叙述
分析式
次数
MOD
次数
分析式
动作叙述
1
7
1
M3G1M3P0
伸手拿高压枪并移至工件旁
2
12
3
M2P2
手持高压枪接触定子引出线
3
4
1
M2P2
手持高压枪接触端盖
4
观察仪表
E2D3
1
5
手持高压枪
5
5
1
M3P2
手持高压枪接触端盖
6
5
1
M3P2
将高压枪放回枪套
7
手持起子接触集电环
M3P2
1
5
8
6
1
M2G1M3P0
将起子从左手换至右手并移至工件旁
9
18
3
M2P2R2
手持起子将前3根定子引出线放入音叉
10
12
2
M2P2R2
手持起子将后2根定子引出线放入音叉
11
将起子从右手换到左手
M2G1
1
3
12
手持起子将第6根定子引出线放入音叉
M3P2R2
1
7
13
伸手拿螺母并放置
M3G1M3P5
M3P5
1
12
14
伸手拿皮带轮并放置
M3G1M3P5
1
12
15
按下绿色按钮放行
M3P0
3
总计
116
(七)拧紧皮带轮(自动)
1.操作步骤
⑴工业摄像自动检测皮带轮。
⑵机器自动拧紧皮带轮螺母。
2.工位配置
配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到(直视)。
3.工位作业时间测定
由于是机器自动操作,采用秒表测时法,测得正常时间为10.675秒。
(八)装调节器
1.操作步骤
⑴操作者戴好防静电接地腕带。
⑵在料架上取调节器组件,放置定位于加硅脂夹具上,推入工作区自动加脂。
⑶取下加脂后调节器,目视检查4点是否都有硅脂。
合格的装到后盖上,插入3-M5螺钉。
⑷按次序,用BOCSH电动枪拧紧3-M5螺钉。
⑸按动绿色按钮放送完工件到下一工序。
表3-30第8工位动作因素分析(双手操作程序图)
作业内容
装调节器
工位号
8
工作地布置位置
MOD数
85
时间(秒)
19.965
定员
1
单元
左手
时间
右手
动作叙述
分析式
次数
MOD
次数
分析式
动作叙述
1
从器具中取调节器
M3P1
1
4
2
放置于加硅脂夹具上
M3P5
1
8
3
推入工作区
M3P0A4
UT=1s
1
7
4
目视检查
M3G1M3
E2D3
1
12
5
将调节器放置在后盖上
M3P5
1
8
6
27
3
M3G1
M3P2
取3个M5螺钉并插入螺孔
7
4
1
M3G1
伸手握住BOSCH枪
8
12
3
M2P2
UT=8s
紧固螺钉
9
3
M3P0
按下绿色按钮放行工件
总计
85
测时
UT=9s
2.工位配置
⑴置调节器前置式送料装置,二层(下层进料盘,上层回料盘)。
⑵配置一把电动扳手用三向移动平衡支架固定位置。
⑶配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到(直视)。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-30为第8工位双手操作程序图。
求得正常时间为19.965秒。
(九)夹紧引线
1.操作步骤
⑴操作者戴好防静电接地腕带。
⑵用专用起子导正定子引线入托板音叉后,用气动夹紧,使音叉包住定子引出线。
⑶重复上述动作完成6处作业。
⑷用手板压机压入调节器集电环保护罩至最终位置。
⑸按动绿色按钮放送完工件到下一工序。
2.工位配置
⑴配置存放集电环保护圈料盘位置。
⑵配备压装集电环保护套装置或工具。
表3-31第9工位动作因素分析(双手操作程序图)
作业
内容
夹紧引线
工位号
9
工作地布置位置
MOD数
81
时间(秒)
10.449
定员
1
单元
左手
时间
右手
动作叙述
分析式
次数
MOD
次数
分析式
动作叙述
1
松动工装
M3G1
M1P0
1
5
2
调整工件角度
M2P0
1
2
3
7
1
M3G1
M3P0
取气动钳并移至工件旁
4
12
12
M1P0
夹紧引线
5
手扶工件转过一定角度
M2P0
12
24
6
5
1
M3P2
放回气动钳
7
伸手取集电环保护罩并放入后盖
M3G1
M3P5
1
12
8
11
1
M3G1
M3P0A4
伸手握住压机手柄并压下
9
3
M3P0
按下绿色按钮放行
10
总计
81
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-31为第9工位双手操作程序图。
求得正常时间为10.449秒。
(十)焊接
1.操作步骤
⑴操作者戴好防静电接地腕带。
⑵用温控烙铁焊接6处,温度350-400oC。
⑶全数视检各焊点以发现漏焊或假焊,各焊点符合要求后用记号笔在最后一个焊点上做好标记。
⑷按动绿色按钮放送完工件到下一工序。
2.工位配置
⑴配备安装调温电烙铁位置。
⑵安装吸风口。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-32为第10工位双手操作程序图。
求得正常时间为10.449秒。
表3-32第10工位动作因素分析(双手操作程序图)
作业内容
焊接定子引出线
工位号
10
工作地布置位置
MOD数
116
时间(秒)
17.964
定员
1
单元
左手
时间
右手
动作叙述
分析式
次数
MOD
次数
分析式
动作叙述
1
拿焊丝并移至工件旁
M3G1
M3P0
7
2
7
M3G1
M3P0
拿焊枪并移至工件旁
3
42
6
M2P5
将焊枪顶住引出线
4
插入焊丝
M2P5
UT=3s
6
42
5
旋转工件
M2P0
5
10
6
5
1
M3P2
放回焊枪
7
3
1
M3P0
按下绿色按钮放行
8
9
总计
116
测时
UT=3s
(十一)装后罩盖
1.操作步骤
⑴操作者戴好防静电接地腕带。
⑵在料架上取塑料罩盖,视检型号是否正确。
装上电机,在插座处插上防错位工具。
⑶取工件自攻锁紧螺钉插入孔中,用定扭矩气动扳手拧紧2处自攻螺丝,控制扭矩2.5-3.5Nm,取下插座处的防错位工具。
⑷取接线柱,视检型号是否有误后旋入螺孔。
⑸按动绿色按钮放送完工件到下一工序。
2.工位配置
⑴置后罩盖前置式送料装置,二层(下层进料盘,上层回料盘)。
⑵配置一把电动扳手用三向移动平衡支架固定位置。
⑶配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到(直视)。
⑷气动扳手一把需配有吊装平衡器、气源三联件、螺旋气管、气源快速接头。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-33为第11工位双手操作程序图。
求得正常时间为22.416秒。
表3-33第11工位动作因素分析(双手操作程序图)
作业内容
装罩盖
工位号
11
工作地布置位置
MOD数
104
时间(秒)
22.416
定员
1
单元
左手
时间
右手
动作叙述
分析式
次数
MOD
次数
分析式
动作叙述
1
12
1
M3G1
M3P5
取防错位工具并放于后盖上
2
取罩盖并视检
M4G1
E2D3
1
10
3
装后罩盖
M3P5
1
8
4
4
1
A4
敲紧
5
取2个螺钉放入螺孔
M3G1
M3P2
2
18
6
4
1
M3G1
手握住扭矩枪
7
16
2
M3P5
UT=6s
紧固螺钉
8
取接线柱放置于罩盖上
M3G1
M3P5
1
12
9
扶住
H
8
1
M3P5
UT=3s
紧固接线柱
10
9
1
M3G1
M3P2
取下防错位器具放于原位
3
1
M3P0
按下绿色按钮放行
总计
104
测时
UT=9s
(十二)性能测试(自动)
1.操作步骤
试验台自动测试电机性能。
2.工位配置
电脑柜、噪声测试控制柜、电子负载箱、电器控制箱、工位处防护装置。
3.工位作业时间测定
由于是机器自动操作,采用秒表测时法,测得正常时间为24.685秒。
二、确定生产线各工序标准时间
根据以上分析得到改善前生产线各工序的正常时间,并加入一定的宽放得到标准时间如表3-34所示。
表3-34改善前流水线标准时间表
工位
名称
正常时间(秒)
宽放(%)
标准时间
(秒)
私事宽放
疲劳宽放
作业宽放
特殊宽放
合计宽放
1
上料定位
17.931
5
10
2
0
17
20.979
2
固定定子
17.480
0
0
2
0
2
17.830
3
装转子
8.305
5
10
2
0
17
9.717
4
后盖装配
13.545
5
10
2
0
17
15.848
5
拧紧后盖
8.625
0
0
2
0
2
8.798
6
测高压
14.964
5
12
2
0
19
17.807
7
装皮带轮
10.675
0
0
2
0
2
10.889
8
装调节器
19.965
5
10
2
0
17
23.359
9
夹紧引线
10.449
5
10
2
0
17
12.225
10
焊接
17.964
5
14
2
0
21
21.736
11
装后罩盖
22.416
5
10
2
0
17
26.227
12
性能测试
24.685
0
0
2
0
2
25.179
三、基于标准时间的生产线改善
在对装配生产线进行平衡时,综合利用流水线平衡方法中的分担转移、作业改善压缩、拆解去除、重排和作业改善后合并等方法进行改善。
改善前后的比较方案如表3-35所示。
表3-35流水线改善前后比较
改进前
改进后
工位时间(秒)
工位
操作
操作时间(秒)
操作时间(秒)
操作
工位
工位时间
(秒)
17.931
1
上料定位
17.931
17.931
上料定位
1
17.931
17.480
2
固定定子*
17.480
17.480
固定定子*
2
17.480
8.305
3
装转子
5.596
5.596
装转子
3
18.625
装后盖
2.322
2.322
装后盖
放行
0.387
2.967
整理第1根引出线
13.545
4
整理第1根引出线
2.967
5.805
整理第2至6根引出线
整理第2至6根引出线
5.805
1.548
压紧后盖
压紧后盖
1.548
0.387
放行
取螺钉插入螺孔
2.838
2.838
取螺钉插入螺孔
4
19.461
放行
0.387
9.141
拧紧后盖
8.625
5
拧紧后盖*
8.625
5.547
高压测试
14.964
6
高压测试
5.547
1.548
引出线放入音叉1
引出线放入音叉1
1.548
0.387
放行
引出线放入音叉2至5
3.096
3.87
引出线放入音叉2至5
5
19.834
引出线放入音叉6
1.290
1.290
引出线放入音叉6
放置螺母和皮带轮
3.096
3.096
放置螺母和皮带轮
放行
0.387
11.191
装皮带轮
10.675
7
装皮带轮*
10.675
0.387
放行
19.965
8
调节器加脂
4.999
4.999
调节器加脂
6
19.965
装调节器
1.032
1.032
装调节器
放3个M5螺钉
3.483
3.483
放3个M5螺钉
紧固3个螺钉
10.064
10.064
紧固3个螺钉
放行
0.387
0.387
放行
10.449
9
夹紧6根引线
7.095
7.095
夹紧6根引线
7
17.770
压集电环保护罩
2.967
2.967
压集电环保护罩
放行
0.387
7.321
焊第1~2点
17.964
10
焊第1~2点
6.676
0.387
放行
焊第3~6点
10.901
12.449
焊第3~6点
8
17.222
放行
0.387
4.386
装后罩盖
22.416
11
装后罩盖
4.386
0.387
放行
紧固2个螺钉
10.902
10.902
紧固2个螺钉
9
18.030
装接线柱
6.741
6.741
装接线柱
放行
0.387
0.387
放行
24.685
12
性能测试*
24.685
24.6
 升级会员
升级会员 