注塑模具基本结构概述.docx
《注塑模具基本结构概述.docx》由会员分享,可在线阅读,更多相关《注塑模具基本结构概述.docx(19页珍藏版)》请在冰豆网上搜索。
注塑模具基本结构概述
第歹齐共射模具箱构
目的与要求:
1.了解注射模结构组成;
2.了解注射模工作原理。
重点和难点:
模具的结构组成
完成任务:
为你所设计的塑件确定模具类型
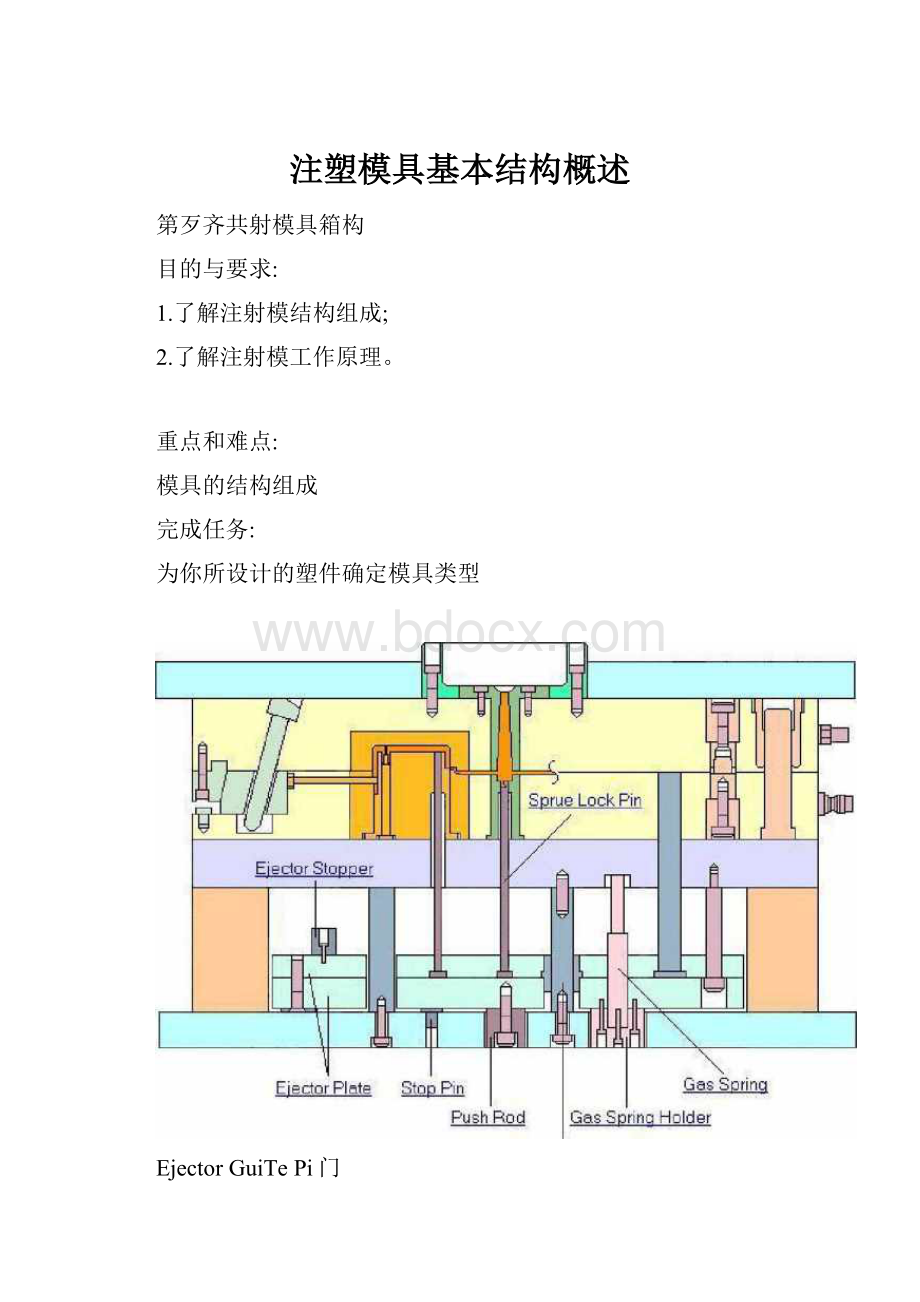
EjectorGuiTePi门
茶:
;总:
驚:
黑:
史启朴冬
T1—1-
—■—.......—.—.—.—...—.I?
一、注塑模的结构组成
导向机构
成型零部件
型腔
浇注系统
推出机构
排气系统
加热与冷却
装置
注塑模的结构组成动画文件夹\单分型面注射模\单分型面注射模成型零部件
・swf
❿模具中用于成型塑料制件的空腔部分,模腔的形状与塑件的形状一致,模腔一般由型腔、型芯组成。
2•成型零部件
❿构成塑料模具模腔的零件统称为成型零部件,通常包括型芯(成型塑件内部形状)、型腔(成型塑件外部形状)。
3•浇注系统
将塑料由注射机喷嘴引向型腔的流道称为浇注系统,浇注系统分主流道、分流道、浇口、冷料穴四个部分,是由浇口套、拉料杆和定模板上的流道组成。
4■导向机构
■❿齿确保沖模■与定榄合模时准确对中而设置的导向零件。
通常有导■向柱、导向孔或在动模定模上分别设置互相吻合的内外锥面。
❿5•推出机构
❿在开模过程中,将塑件从模具中推岀的装置。
有的注射模具的推出装置为避免在顶岀过程中推岀板歪斜,还设有导向零件,使推板保持水平运动。
由推杆、推板、推杆固定板、复位杆、主流道拉料杆、支承钉、推板导柱及推板导套组成。
6•冷却与加热装置
❿为了满足注射工艺对模具温度的要求而设置的冷却或加热系统。
冷却系统一般在模具内开设冷却水道,加热则在模具内部或周围安装加热元件,如电加热元件。
j.7•排气系统
■❿在注射成型过程中,为了将型腔内的气体排除模外而开设的排气系统。
一般由分型面间隙、型芯、型腔间隙或排气槽排气。
&支承零部件(结构零部件)
❿用来安装固定或支承成型零部件及前述的各部分机构的零部件。
支承零部件组装在一起,可以构成注射模具的基本骨架。
9•侧分型与抽芯机构
®带动活动型芯作侧向移动(抽拔与复位)的整个机构称为侧分型与抽芯机构,简称侧抽芯机构。
侧分型与抽芯机构
ted
J-
nr(AA
动画文件夹\斜导柱分型与抽芯机构运动
分析・SWf
■带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
1、注射模具的分类
■F注射系班
2.按注射机类型分类⑹卧式⑹立式⑹角式
-合喪系统
注轴系统
(d>角式
玮式
卧式注射机机用注射模.立式注射机机用注射模.注射机用注射模
3.按浇注系统分类
普通流道注射模、热流道浇注系统注射模
4.按模具结构特征分类
单分型面.
双分型面、
斜导柱侧向抽芯.
斜滑块侧向分
型与抽芯、带活动镶件.齿轮齿条侧向抽芯注射模等
三、注射模具的典型结构
单分型面注射模
双分型面注射模
斜导柱侧向抽芯注射模斜滑块侧向分型与抽芯注射模
热流道注射模注射模
[•单分型面注射模
-此成朴因
又称为两板式模具。
动画文件夹\单分烈面注射模\单分型面注射模・SWf
动画文件夹\单金烈面注射模\单分烈面注射模
・wmv
两板式模具工作流程
(1)单分型面注射模的工作原理
动画文件夹\单分型面注射模\单分型面注射模工作原
U理.swf.swf
■模具合模时,在导柱和导套的导向定位下,动模和定模闭合。
模腔由定模枫上的型腔与固定在动模板上型芯组成,并由注射机合模系统提供的锁檢力锁紧。
■注射机开始注射,塑料熔体经定模上的浇注系统进入模腔,待熔体充满型腔并经过保压、补塑和冷却定型后开模。
■开模时,注射机合模系统带动动模后退,模具从动模和定模分型面分开,塑件包在型芯上随动模一起后退,同时,拉料杆将浇注系统的主流道凝料从浇口套币拉也。
当动模移动一定距离后,注射机的顶杆接触推板,推板机构开始动作,暦觀瞬醴啊蘇统1鉛料鮒推出’塑
■合模时,推出机构靠复位杆并准备下一次注射。
1)注射模结构简单,成型塑件的适应性强;
2)塑件连同凝料在一起,需手工切除;
3)单分型面注射模应用广泛,据统计,单分型面的注射模占总注射模的70%o
单分型面注射棋零件
动画文件夹\单分烈面注射模\单分型面注射
模零件.swf.swf
零件名称数量
拉料杆
复位杆
4
4
4
1
4
1
1
1
支撑钉
推板导柱
推板导套
动模板
定模板定模座板
2d又分型而注豹栈
动画文件夹\双分烈面注射模\简
化双分型面注射模・swf
模具被二个分型面分
成动模板
、中间板和
定模板,因此,又称为三板式注射模。
动画文件夹\双分型面注射模\双分世面
注射模・swf
|A|B
动画文件夹\双分型面注射模\双分型面注射模视频・rm
点浇口的塑料制件
由于采用点浇口'塑件和浇口凝料需分开取出的,因此需要有两个分型面,分别用来取出塑件和凝料。
(1)双分型面注射模工作过程
模具先后从A、B分型面开模以后,点浇口被拉断,塑件和浇注系统凝料分开,分别从A、B两个分型面取出。
模具被A
、B两个分型面分成定模、中间板和动模三部分。
(t动画文件夹\双分型面
|A注射模\双分型面注射
(2)双分型面注射模具特点
1)在塑件中心设置点浇口,
截面积较4、,
塑件
的夕卜观好,并且有利于自动化生产;
2)双分型面的注射模结构复杂,成本较高,模具的重量增大;
3)双分型面注射模一般用于中.4、型塑件或流动性较好的塑料成型。
班今锂而後射棣爼或家伴
全部显示
动画文件夹\双
分型面注射模\
天津理工犬執收t何双分型面注射模m
零组成件・SWf
KN
燈钉4
支楠灯2
椎櫃鼻社2
椎樋导克2
椎杆24
限也借4
KrNIN—
1
■
\
2
•••■
V
ii
/
/
控梔4
导挂4
导恋4
型芯8
控杆4
定棧导挂4
浇□克1
控剤杆S
限位煨侨4
定慢耳1
甜棧座抿1
榷播1
権杆固定根1
垫境2支掠扳1
动棧扳1
定棧扳1
分疣道檢核1
定橈座根1
妥件驾称笏:
呈
3•侧向分型抽芯注射模
■当塑件侧壁有通
孔,凹穴或凸台时,其成型零件必须制成可侧向移动的,否则,塑件无法脱模。
.l・*-.I、・・、
(1)工作原理
动画文件夹\侧向分世与扌山芯机构\斜导柱抽芯机构
工作原理・swf—
开模时,动模部分向后移动,开模力通过斜导柱驱动侧型芯滑块,迫使其在动模板的导滑槽内向夕卜滑动,直至滑块与塑件完全脱开,完成侧向抽芯动作
这时塑件包在型芯上随动模继续后移,直到注射机顶杆与模具推板接触,推出机构开始工作,推杆将塑件从型芯上推出。
合模时,复位杆使推出机构复位,斜导柱使侧型芯滑块向内移动复位,最后由楔紧块锁紧。
(2)侧向分型抽芯注射模特点
1)成型抽芯距较短(小于80mm)的有侧向要求的塑件;
2)模具结构复杂,成本较高。
A・斜谒诀例褐分型彫油2注射横
■工作原理:
2—推杆3—型芯固定板
.1—-斜滑块
模套5内开有T形槽/斜滑块1可在槽内滑动。
开模后推出时,推杆2推动斜滑块沿导槽移动,同时完成侧抽芯和推出塑件。
限位销7的作用是对斜滑块限位,以防止斜滑块脱出模套。
4一-熨芯5•…模套6—型芯7—限位销
应用范
主要用于当塑件侧面凹槽或孔较
浅,所需抽拔距不大,但成型面积较大的场合。
特点:
抽芯距较短,
抽芯力较大。
5•带活动镶件注射模
动画文件夹\注射模分类讲解\带活动镶嵌件
注射模・swf
模具上设有活动的
型芯、螺纹型芯。
图5-3带活动镶块的注射模
2020/4/14
带活动镶件注射模
■有些塑件有更特殊的要求,如模具上需要设置螺纹型芯或螺纹型环等时,在型腔的局部设置活动镶件。
开模时,这些活动镶件不能简单地沿开模方向与塑件分离
,而是必须在塑件脱模时连同塑件一起移出模外,然后通过手工或专门的工具将它与塑件分离,在下一次合模注射之前,再重新将其放入模内。
&齿轮齿条侧向抽芯注塑模
成型带有内螺纹或外螺纹的塑件,为了能自动卸螺纹在模具内设有能转动的螺纹型芯或螺纹型环。
齿轮齿条侧向抽芯注塑模
动画文件夹\侧向分型与抽芯机构\齿轮齿条
侧抽芯・SWf
传动齿条固定在定模上的侧抽芯机尸二构,塑件上的斜孔由齿条型芯成型—O开模时,固定在定模板上的传动三三齿条通过齿轮带动齿条型芯实现抽芯动作。
开模至最终位置时,传动齿条与齿轮脱开。
为了保证型芯的准确复位,型芯的最终脱离位置必须定位。
定位销和弹簧是使齿轮始终保持在传动齿条的最后脱离位置
上。
9
3
4
27
0(0)©
动画文件夹\注射模分类讲解\热流道注射模・swf
热流道注射模是利用加热或绝热的方式,使注射机喷嘴到型腔入口
这一段流道中的塑料一直保持熔融状态,从而在开模时只需取出塑件,不需取出流道凝料的一种塑料注射模具。
动画文件夹\注射模分类讲解\热流道注射模工作原理・swf
議压力损失小,可低压注射,同时有利于压力传递、提高塑件质量;
•有利于实现自动化生产,提高生产率、降低成本。
•基本上实现了无废料加工,节约塑料原料;
够模具结构复杂、制造成本高,适用于质量要求高、生产批量大的塑件成型。
 升级会员
升级会员 