焊缝检测记录表.docx
《焊缝检测记录表.docx》由会员分享,可在线阅读,更多相关《焊缝检测记录表.docx(17页珍藏版)》请在冰豆网上搜索。
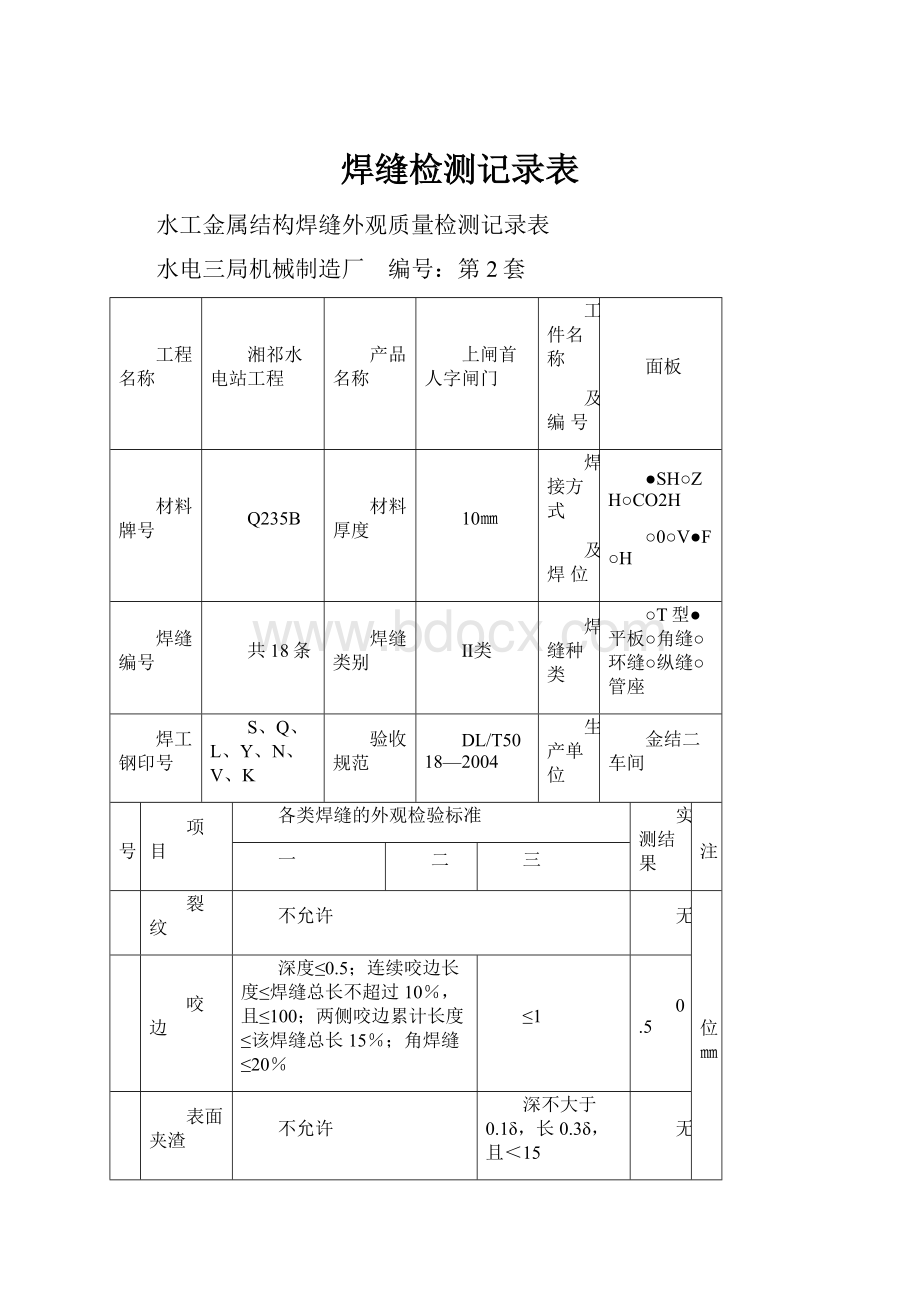
焊缝检测记录表
水工金属结构焊缝外观质量检测记录表
水电三局机械制造厂 编号:
第2套
工程名称
湘祁水电站工程
产品名称
上闸首人字闸门
工件名称
及编号
面板
材料牌号
Q235B
材料厚度
10㎜
焊接方式
及焊位
●SH○ZH○CO2H
○0○V●F○H
焊缝编号
共18条
焊缝类别
Ⅱ类
焊缝种类
○T型●平板○角缝○环缝○纵缝○管座
焊工钢印号
S、Q、L、Y、N、V、K
验收规范
DL/T5018—2004
生产单位
金结二车间
序号
项目
各类焊缝的外观检验标准
实测结果
备注
一
二
三
1
裂纹
不允许
无
单位㎜
2
咬边
深度≤0.5;连续咬边长度≤焊缝总长不超过10%,且≤100;两侧咬边累计长度≤该焊缝总长15%;角焊缝≤20%
≤1
0.5
3
表面夹渣
不允许
深不大于0.1δ,长0.3δ,且<15
无
4
表面气孔
不允许
直径≤1.0的气孔在每米范围内允许3个,间距≥20
直径≤1.5的气孔在每米范围内允许5个,间距≥20
无
5
焊缝余高△h
手工焊
δ≤12 △h=0~1.5
12<δ≤25△h=0~2.5
25<δ≤50 △h=0~3
δ>50△h=0~4
0~2
0~3
0~40~5
0~2
埋弧焊
0~4
0~5
6
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
1~2
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
7
角焊缝厚度不足(按设计焊缝计)
不允许
≤0.3+0.05δ,且≤1,每100焊缝长度内缺陷总长≤25
≤0.3+0.05δ,且≤2,每100焊缝长度内缺陷总长≤25
~
8
角焊缝焊角K
手工焊
K<12+2-1K>12+3-1
+2
埋弧焊
K<12+3-1K>12+4-1
检验结论:
监造
厂级检验
车间检验
班组检验
日期
日期
日期
日期
水工金属结构焊缝外观质量检测记录表
水电三局机械制造厂 编号:
第2套(右侧)
工程名称
湘祁水电站工程
产品名称
上闸首人字闸门
工件名称
及编号
底主梁腹板与门轴柱端板组合角焊缝
材料牌号
Q235B
材料厚度
30㎜
焊接方式
及焊位
●SH○ZH○CO2H
○0●V○F○H
焊缝编号
共2条
焊缝类别
Ⅱ类
焊缝种类
○T型○平板●角缝○环缝○纵缝○管座
焊工钢印号
S、K
验收规范
DL/T5018—2004
生产单位
金结二车间
序号
项目
各类焊缝的外观检验标准
实测结果
备注
一
二
三
1
裂纹
不允许
无
单位㎜
2
咬边
深度≤0.5;连续咬边长度≤焊缝总长不超过10%,且≤100;两侧咬边累计长度≤该焊缝总长15%;角焊缝≤20%
≤1
0.5
3
表面夹渣
不允许
深不大于0.1δ,长0.3δ,且<15
无
4
表面气孔
不允许
直径≤1.0的气孔在每米范围内允许3个,间距≥20
直径≤1.5的气孔在每米范围内允许5个,间距≥20
无
5
焊缝余高△h
手工焊
δ≤12 △h=0~1.5
12<δ≤25△h=0~2.5
25<δ≤50 △h=0~3
δ>50△h=0~4
0~2
0~3
0~40~5
埋弧焊
0~4
0~5
6
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
7
角焊缝厚度不足(按设计焊缝计)
不允许
≤0.3+0.05δ,且≤1,每100焊缝长度内缺陷总长≤25
≤0.3+0.05δ,且≤2,每100焊缝长度内缺陷总长≤25
无
8
角焊缝焊角K
手工焊
K<12+2-1K>12+3-1
+2
埋弧焊
K<12+3-1K>12+4-1
检验结论:
监造
厂级检验
车间检验
班组检验
日期
日期
日期
日期
水工金属结构焊缝外观质量检测记录表
水电三局机械制造厂 编号:
第2套
工程名称
湘祁水电站工程
产品名称
上闸首人字闸门
工件名称
及编号
顶主梁腹板与门轴柱端板组合角焊缝
材料牌号
Q235B
材料厚度
20㎜
焊接方式
及焊位
●SH○ZH○CO2H
○0●V○F○H
焊缝编号
共2条
焊缝类别
Ⅱ类
焊缝种类
○T型○平板●角缝○环缝○纵缝○管座
焊工钢印号
S、N
验收规范
DL/T5018—2004
生产单位
金结二车间
序号
项目
各类焊缝的外观检验标准
实测结果
备注
一
二
三
1
裂纹
不允许
无
单位㎜
2
咬边
深度≤0.5;连续咬边长度≤焊缝总长不超过10%,且≤100;两侧咬边累计长度≤该焊缝总长15%;角焊缝≤20%
≤1
0.5
3
表面夹渣
不允许
深不大于0.1δ,长0.3δ,且<15
无
4
表面气孔
不允许
直径≤1.0的气孔在每米范围内允许3个,间距≥20
直径≤1.5的气孔在每米范围内允许5个,间距≥20
无
5
焊缝余高△h
手工焊
δ≤12 △h=0~1.5
12<δ≤25△h=0~2.5
25<δ≤50 △h=0~3
δ>50△h=0~4
0~2
0~3
0~40~5
埋弧焊
0~4
0~5
6
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
7
角焊缝厚度不足(按设计焊缝计)
不允许
≤0.3+0.05δ,且≤1,每100焊缝长度内缺陷总长≤25
≤0.3+0.05δ,且≤2,每100焊缝长度内缺陷总长≤25
无
8
角焊缝焊角K
手工焊
K<12+2-1K>12+3-1
+2
埋弧焊
K<12+3-1K>12+4-1
检验结论:
监造
厂级检验
车间检验
班组检验
日期
日期
日期
日期
水工金属结构焊缝外观质量检测记录表
水电三局机械制造厂 编号:
第2套
工程名称
湘祁水电站工程
产品名称
上闸首人字闸门
工件名称
及编号
主梁腹板与门轴柱端板组合角焊缝
材料牌号
Q235B
材料厚度
12㎜
焊接方式
及焊位
●SH○ZH○CO2H
○0●V○F○H
焊缝编号
共14条
焊缝类别
Ⅱ类
焊缝种类
○T型○平板●角缝○环缝○纵缝○管座
焊工钢印号
Q、I、Y、J、V、14
验收规范
DL/T5018—2004
生产单位
金结二车间
序号
项目
各类焊缝的外观检验标准
实测结果
备注
一
二
三
1
裂纹
不允许
无
单位㎜
2
咬边
深度≤0.5;连续咬边长度≤焊缝总长不超过10%,且≤100;两侧咬边累计长度≤该焊缝总长15%;角焊缝≤20%
≤1
0.5
3
表面夹渣
不允许
深不大于0.1δ,长0.3δ,且<15
无
4
表面气孔
不允许
直径≤1.0的气孔在每米范围内允许3个,间距≥20
直径≤1.5的气孔在每米范围内允许5个,间距≥20
无
5
焊缝余高△h
手工焊
δ≤12 △h=0~1.5
12<δ≤25△h=0~2.5
25<δ≤50 △h=0~3
δ>50△h=0~4
0~2
0~3
0~40~5
埋弧焊
0~4
0~5
6
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
7
角焊缝厚度不足(按设计焊缝计)
不允许
≤0.3+0.05δ,且≤1,每100焊缝长度内缺陷总长≤25
≤0.3+0.05δ,且≤2,每100焊缝长度内缺陷总长≤25
无
8
角焊缝焊角K
手工焊
K<12+2-1K>12+3-1
+2
埋弧焊
K<12+3-1K>12+4-1
检验结论:
监造
厂级检验
车间检验
班组检验
日期
日期
日期
日期
水工金属结构焊缝外观质量检测记录表
水电三局机械制造厂 编号:
第2套
工程名称
湘祁水电站工程
产品名称
上闸首人字闸门
工件名称
及编号
底主梁腹板与斜接柱端板组合角焊缝
材料牌号
Q235B
材料厚度
30mm、
焊接方式
及焊位
●SH○ZH○CO2H
○0●V○F○H
焊缝编号
共2条
焊缝类别
Ⅱ类
焊缝种类
○T型○平板●角缝○环缝○纵缝○管座
焊工钢印号
S、14
验收规范
DL/T5018—2004
生产单位
金结二车间
序号
项目
各类焊缝的外观检验标准
实测结果
备注
一
二
三
1
裂纹
不允许
无
单位㎜
2
咬边
深度≤0.5;连续咬边长度≤焊缝总长不超过10%,且≤100;两侧咬边累计长度≤该焊缝总长15%;角焊缝≤20%
≤1
0.5
3
表面夹渣
不允许
深不大于0.1δ,长0.3δ,且<15
无
4
表面气孔
不允许
直径≤1.0的气孔在每米范围内允许3个,间距≥20
直径≤1.5的气孔在每米范围内允许5个,间距≥20
无
5
焊缝余高△h
手工焊
δ≤12 △h=0~1.5
12<δ≤25△h=0~2.5
25<δ≤50 △h=0~3
δ>50△h=0~4
0~2
0~3
0~40~5
埋弧焊
0~4
0~5
6
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
7
角焊缝厚度不足(按设计焊缝计)
不允许
≤0.3+0.05δ,且≤1,每100焊缝长度内缺陷总长≤25
≤0.3+0.05δ,且≤2,每100焊缝长度内缺陷总长≤25
无
8
角焊缝焊角K
手工焊
K<12+2-1K>12+3-1
+2
埋弧焊
K<12+3-1K>12+4-1
检验结论:
监造
厂级检验
车间检验
班组检验
日期
日期
日期
日期
水工金属结构焊缝外观质量检测记录表
水电三局机械制造厂 编号:
第2套
工程名称
湘祁水电站工程
产品名称
上闸首人字闸门
工件名称
及编号
顶主梁腹板与斜接柱端板组合角焊缝
材料牌号
Q235B
材料厚度
20mm
焊接方式
及焊位
●SH○ZH○CO2H
○0●V○F○H
焊缝编号
共2条
焊缝类别
Ⅱ类
焊缝种类
○T型○平板●角缝○环缝○纵缝○管座
焊工钢印号
I、S
验收规范
DL/T5018—2004
生产单位
金结二车间
序号
项目
各类焊缝的外观检验标准
实测结果
备注
一
二
三
1
裂纹
不允许
无
单位㎜
2
咬边
深度≤0.5;连续咬边长度≤焊缝总长不超过10%,且≤100;两侧咬边累计长度≤该焊缝总长15%;角焊缝≤20%
≤1
0.5
3
表面夹渣
不允许
深不大于0.1δ,长0.3δ,且<15
无
4
表面气孔
不允许
直径≤1.0的气孔在每米范围内允许3个,间距≥20
直径≤1.5的气孔在每米范围内允许5个,间距≥20
无
5
焊缝余高△h
手工焊
δ≤12 △h=0~1.5
12<δ≤25△h=0~2.5
25<δ≤50 △h=0~3
δ>50△h=0~4
0~2
0~3
0~40~5
埋弧焊
0~4
0~5
6
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
7
角焊缝厚度不足(按设计焊缝计)
不允许
≤0.3+0.05δ,且≤1,每100焊缝长度内缺陷总长≤25
≤0.3+0.05δ,且≤2,每100焊缝长度内缺陷总长≤25
无
8
角焊缝焊角K
手工焊
K<12+2-1K>12+3-1
+2
埋弧焊
K<12+3-1K>12+4-1
检验结论:
监造
厂级检验
车间检验
班组检验
日期
日期
日期
日期
水工金属结构焊缝外观质量检测记录表
水电三局机械制造厂 编号:
第2套
工程名称
湘祁水电站工程
产品名称
上闸首人字闸门
工件名称
及编号
主梁腹板与斜接柱端板组合角焊缝
材料牌号
Q235B
材料厚度
12mm
焊接方式
及焊位
●SH○ZH○CO2H
○0●V○F○H
焊缝编号
共14条
焊缝类别
Ⅱ类
焊缝种类
○T型○平板●角缝○环缝○纵缝○管座
焊工钢印号
S、Q、Y、V、J、14
验收规范
DL/T5018—2004
生产单位
金结二车间
序号
项目
各类焊缝的外观检验标准
实测结果
备注
一
二
三
1
裂纹
不允许
无
单位㎜
2
咬边
深度≤0.5;连续咬边长度≤焊缝总长不超过10%,且≤100;两侧咬边累计长度≤该焊缝总长15%;角焊缝≤20%
≤1
0.5
3
表面夹渣
不允许
深不大于0.1δ,长0.3δ,且<15
无
4
表面气孔
不允许
直径≤1.0的气孔在每米范围内允许3个,间距≥20
直径≤1.5的气孔在每米范围内允许5个,间距≥20
无
5
焊缝余高△h
手工焊
δ≤12 △h=0~1.5
12<δ≤25△h=0~2.5
25<δ≤50 △h=0~3
δ>50△h=0~4
0~2
0~3
0~40~5
埋弧焊
0~4
0~5
6
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
7
角焊缝厚度不足(按设计焊缝计)
不允许
≤0.3+0.05δ,且≤1,每100焊缝长度内缺陷总长≤25
≤0.3+0.05δ,且≤2,每100焊缝长度内缺陷总长≤25
无
8
角焊缝焊角K
手工焊
K<12+2-1K>12+3-1
+2
埋弧焊
K<12+3-1K>12+4-1
检验结论:
监造
厂级检验
车间检验
班组检验
日期
日期
日期
日期
水工金属结构焊缝外观质量检测记录表
水电三局机械制造厂 编号:
第2套
工程名称
湘祁水电站工程
产品名称
上闸首人字闸门
工件名称
及编号
底主梁腹板与主梁前后翼板组合角焊缝
材料牌号
Q235B
材料厚度
12mm
焊接方式
及焊位
●SH○ZH○CO2H
○0○V●F○H
焊缝编号
共4条
焊缝类别
Ⅱ类
焊缝种类
●T型○平板○角缝○环缝○纵缝○管座
焊工钢印号
S、Y、9
验收规范
DL/T5018—2004
生产单位
金结二车间
序号
项目
各类焊缝的外观检验标准
实测结果
备注
一
二
三
1
裂纹
不允许
无
单位㎜
2
咬边
深度≤0.5;连续咬边长度≤焊缝总长不超过10%,且≤100;两侧咬边累计长度≤该焊缝总长15%;角焊缝≤20%
≤1
0.5
3
表面夹渣
不允许
深不大于0.1δ,长0.3δ,且<15
无
4
表面气孔
不允许
直径≤1.0的气孔在每米范围内允许3个,间距≥20
直径≤1.5的气孔在每米范围内允许5个,间距≥20
无
5
焊缝余高△h
手工焊
δ≤12 △h=0~1.5
12<δ≤25△h=0~2.5
25<δ≤50 △h=0~3
δ>50△h=0~4
0~2
0~3
0~40~5
埋弧焊
0~4
0~5
6
对接接头焊缝宽度
手工焊
盖过每边坡口宽度2~4,且平缓过渡
埋弧焊
盖过每边坡口宽度2~7,且平缓过渡
7
角焊缝厚度不足(按设计焊缝计)
不允许
≤0.3+0.05δ,且≤1,每100焊缝长度内缺陷总长≤25
≤0.3+0.05δ,且≤2,每100焊缝长度内缺陷总长≤25
无
8
角焊缝焊角K
手工焊
K<12+2-1K>12+3-1
+2
埋弧焊
K<12+3-1K>12+4-1
检验结论:
监造
厂级检验
车间检验
班组检验
日期
日期
日期
日期
水工金属结构焊缝外观质量检测记录表
 升级会员
升级会员 