辊压机安装技术措施.docx
《辊压机安装技术措施.docx》由会员分享,可在线阅读,更多相关《辊压机安装技术措施.docx(23页珍藏版)》请在冰豆网上搜索。
辊压机安装技术措施
施工技术措施
文件名称:
辊压机安装技术措施
分部工程名称:
工艺设备安装工程分项工程:
辊压机安装
内容:
1.工程范围及工程量
5000t/d旋窑熟料水泥生产线辊压机安装工程,共计2台工程量为400吨。
2.主要质量控制点及技术措施
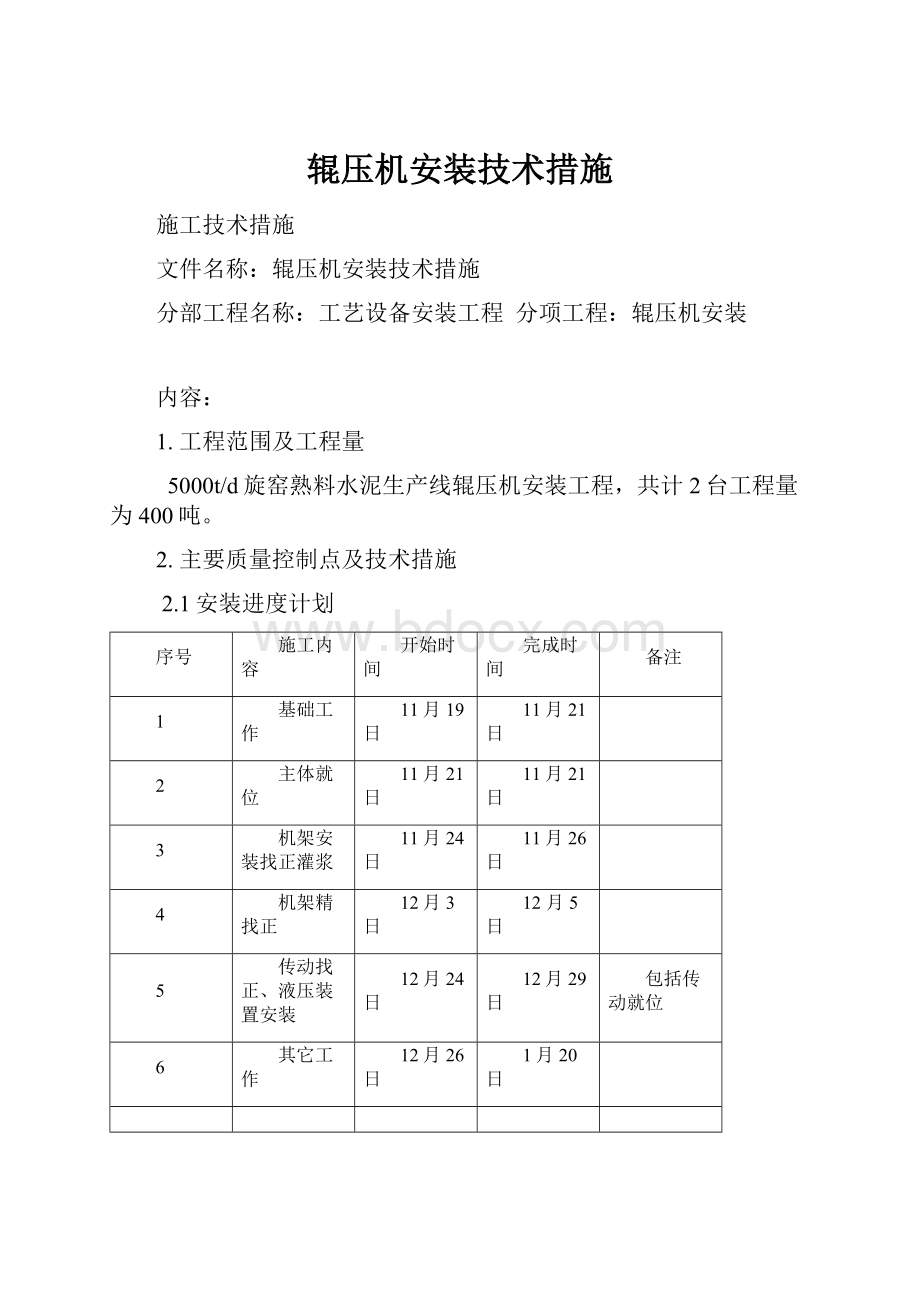
2.1安装进度计划
序号
施工内容
开始时间
完成时间
备注
1
基础工作
11月19日
11月21日
2
主体就位
11月21日
11月21日
3
机架安装找正灌浆
11月24日
11月26日
4
机架精找正
12月3日
12月5日
5
传动找正、液压装置安装
12月24日
12月29日
包括传动就位
6
其它工作
12月26日
1月20日
2.2施工组织:
✧施工方法:
因检修起重机不能到货,用卷扬机牵引方法将主体就位。
✧吊车机具组织:
用双桥式50吨起重机安装辊压机设备。
✧人员组织:
起重指挥为邱德法,陈建勤为安装班长,任凤海为安全旁站,王建斌为技术旁站。
2.3安装准备工作:
Ø技术交底:
安装前由专业负责人对施工班组进行交底,交待施工步骤、质量要求、安全事项。
Ø设备开箱点件、验收、质量检查:
设备安装前一周内对部件进行检查清点,保证部件齐全,如有质量问题及时向现场负责人汇报,确认处理方案。
Ø基础验收:
检查各地脚螺栓孔相对尺寸是否与设备实际尺寸相符,中心线与工艺图是否一致。
2.4基础工作:
砂墩布置图见自检表格,斜垫铁规格为150mmX300mm。
2.5主体就位:
Ø先将机架吊装到组对基础上,进行基座的调整,使左右底座水平度和平行度误差均小于0.2-0.5mm/m。
Ø将机架上盖拆除,将挤压辊装配到机架上。
吊装前将机架滑板表面认真清理干净,在滑板上均匀涂抹一层润滑油脂。
挤压辊装配部件吊装前,应将端面热电阻装好(尤其是轴承座内侧的断面热电阻,电气接线要拉出来)。
先吊装活动辊,后吊装固定辊,辊子中心线与机架中心的垂直误差不得大于0.2mm。
利用调整垫片来调整非驱动侧上下导向装置两侧的间隙(要求0.1-0.2mm),使驱动侧下导向装置两侧的间隙2-3mm,以保证导向装置滑动自如。
液压缸与活动辊轴承座接触紧密。
将上盖恢复。
2.7传动系统及扭力装置安装:
首先组装可调式进料装置,挤压辊罩、机架上梁等。
进料装置组装后应保证调整机构的灵活,需要润滑处注入足量的规定油脂;注意料斗侧板不要与固定辊相碰,其与辊面距离应在2-4mm之间,下侧板、侧挡板与辊子侧面的间隙为1-2mm。
挤压辊罩装配后不得与挤压辊有干涉碰撞现象,并且所有贴合面加2mm厚橡胶石棉板密封防尘。
传动系统的缩套联轴器螺栓必须均匀压缩,并按说明书给定的拧紧力矩拧紧,严格禁止一侧压缩量过大造成倾斜。
其他联轴器找正保证同轴度误差φ0.5mm。
2.8其它装置安装:
主油缸安装前做好清理工作,然后用螺栓固定在机架上,一定注意油缸底面的密封是否完好,否则易从这里漏油;辊缝检测装置安装的位置调整使指示值与设定值相符后,在按要求固定;接近开关(辊缝限位装置安装时要进行位置调整,应使限定辊缝与设定值相同,设定值最小值应保证主油缸全行程保留5-10mm的余量。
2.9单机试车:
试车前盘动转子检查各转动部件、相对运动部位是否有杂物、是否有干涉,螺栓联接部位是否紧固,辊压机腔内是否有异物,辊压机周围的安全网是否符合图纸及设备、人身安全要求,各加油点是否有泄露,油、脂是否符合要求的量等。
3.主要安全环保控制点及技术措施
Ø施工前,由专业负责人组织进行交底,施工班组参加,交底要具体细致。
Ø主体就位过程由专职安全员指挥。
Ø各联接螺栓拧紧力严格按照说明书操作。
Ø为保证辊压机主体在拖运过程中不会产生偏移,将与轨道相对滑动钢板上焊接导向槽钢,槽钢与轨道间间隙为小于10mm。
Ø因辊压机机架宽2800mm,单张钢板最大宽度为2400mm,所以辊压机与轨道间两张钢板拼装完成,下面钢板连续焊接,上面钢板断续焊接,焊接高度不要高出钢板面且磨出平滑破口防止两张钢板旋转过程中咬合在一起。
Ø牵引点固定在3号电机基础上时注意对基础进行包角防护。
Ø经业主同意后方可进行顶部楼板吊装孔凿设。
Ø严禁乱割设备,如设备有问题需向工段负责人反映,解决方案确认后在进行施工。
Ø施工过程中产生的废弃物须及时归堆处理,焊条头放入焊条筒内,确保施工环境整洁。
Ø注意设备堆放整齐,零部件不乱扔乱放。
Ø试车前要检查进料口和壳体内,保证无杂物。
4.预计需现场解决的问题:
无
5.质量控制计划
序号
工序名称
主要质量控制点
旁站
自检
会检
批验
记录表格
1
施工技术措施
2
技术交底
3
设备验证记录
4
砂墩布置
受力点
√
√
CBMI..FJ–施工记录-1/2-84.GY.GYJ-32.01
5
砂墩制作
拌制、捶捣
√
CBMI..FJ–施工记录-1-84.GY.GYJ-32.02
6
机架找正
水平度
√
√
CBMI..FJ–施工记录-1/2-84.GY.GYJ-32.03
7
地脚孔灌浆
清理捣实
√
√
CBMI..FJ–施工记录-2-84.GY.GYJ-32.04
8
辊组安装
平行度
√
√
CBMI..FJ–施工记录-1/2-84.GY.GYJ-32.05
9
锁紧环螺栓紧固
扭矩
√
CBMI..FJ–施工记录-1-84.GY.GYJ-32.06
10
联轴器找正
同轴度
√
√
CBMI..FJ–施工记录-1/2-84.GY.GYJ-32.07
附表:
垫铁布置检测记录
单位工程
水泥粉磨及输送
工程编号
设备名称
工序名称
检验类别
自检
检测日期
年月日
垫铁编号
垫铁数量
垫铁规格
砂墩高度
布置尺寸
A=mmB=mmC=mm
检查工具
附图:
备注:
结论
合格□不合格□(用书写笔把相应的结论框“□”涂满)
专职质检员:
年月日
专业质检员:
年月日
班组质检员:
年月日
垫铁布置检测记录
单位工程
水泥粉磨及输送
工程编号
设备名称
工序名称
检验类别
自检
检测日期
年月日
垫铁编号
垫铁数量
垫铁规格
砂墩高度
布置尺寸
A=mmB=mmC=mm
检查工具
附图:
备注:
结论
合格□不合格□(用书写笔把相应的结论框“□”涂满)
建设单位:
年月日
监理单位:
年月日
施工单位:
年月日
砂墩制作检测记录
单位工程
工程编号
设备名称
工序名称
检验类别
自检
检测日期
年月日
质量标准
《水泥机械设备安装工程施工及验收规范》JCJ-03-90
检查工具
检查项目
位置
标高
水平度
设计标高
实测标高
实际偏差
1
2
3
4
5
6
7
8
9
10
技术要求
允许标高偏差
±0.5mm
允许水平度
≤0.2mm/m
结论
合格□不合格□(用书写笔把相应的结论框“□”涂满)
专职质检员:
年月日
专业质检员:
年月日
班组质检员:
年月日
机架安装检查记录
单位工程
工程编号
分项工程
工序名称
机架粗找正
检测类别
自检
设备名称
辊压机
图 号
数量
设备编号
质量标准
《水泥机械设备安装工程施工及验收规范》JCJ-03-90
检测项目
标高、中心、水平
检测工具
检
查
项
目
检测点
1
2
3
4
理论标高
标高偏差
纵向中心偏差
横向中心偏差
技术要求
标高偏差≤0.5mm
中心偏差≤±0.5mm
备注:
结论:
合格□不合格□(用书写笔把相应的结论框“□”涂满)
专职质检员:
年月日
专业质检员:
年月日
班组质检员:
年月日
机架安装检查记录
单位工程
工程编号
分项工程
工序名称
机架粗找正
检测类别
会检
设备名称
辊压机
图 号
数量
设备编号
质量标准
《水泥机械设备安装工程施工及验收规范》JCJ-03-90
检测项目
标高、中心、水平
检测工具
检
查
项
目
检测点
1
2
3
4
理论标高
标高偏差
纵向中心偏差
横向中心偏差
技术要求
标高偏差≤2mm
中心偏差≤±1mm
备注:
结论:
合格□不合格□(用书写笔把相应的结论框“□”涂满)
建设单位:
年月日
监理单位:
年月日
施工单位:
年月日
隐蔽工程验收记录
工程名称
福建塔牌水泥有限公司5000t/d旋窑熟料水泥生产线
单位工程名称
分部工程名称
分项工程名称
隐检依据
序号
隐蔽检查项目
质量要求
检查结果
1
2
3
4
5
6
7
8
附图:
验收意见;
验收结论
□同意隐蔽□不同意隐蔽(用书写笔把相应的结论框“□”涂满)
建设单位:
年月日
监理单位:
年月日
施工单位:
年月日
辊组安装检查记录
单位工程
工程编号
分项工程
工序名称
辊组安装
检测类别
自检
设备名称
辊压机
图 号
数量
设备编号
质量标准
《水泥机械设备安装工程施工及验收规范》JCJ-03-90
检测项目
标高、中心、水平
检测工具
检
查
项
目
检测次数
1
2
3
4
A
B
平行度
最小间隙
技术要求
平行度偏差≤±1mm
最小间隙≥10mm
备注:
结论:
合格□不合格□(用书写笔把相应的结论框“□”涂满)
专职质检员:
年月日
专业质检员:
年月日
班组质检员:
年月日
辊组安装检查记录
单位工程
工程编号
分项工程
工序名称
辊组安装
检测类别
会检
设备名称
辊压机
图 号
数量
设备编号
质量标准
《水泥机械设备安装工程施工及验收规范》JCJ-03-90
检测项目
标高、中心、水平
检测工具
检
查
项
目
检测次数
1
2
3
4
A
B
平行度
最小间隙
技术要求
平行度偏差≤±1mm
最小间隙≥10mm
备注:
结论:
合格□不合格□(用书写笔把相应的结论框“□”涂满)
建设单位:
年月日
监理单位:
年月日
施工单位:
年月日
缩紧环安装检查记录
单位工程
工程编号
分项工程
工序名称
减速机锁紧环螺栓紧固
检测类别
自检
设备名称
辊压机
图 号
数量
设备编号
质量标准
《水泥机械设备安装工程施工及验收规范》JCJ-03-90
检测项目
标高、中心、水平
检测工具
检
查
项
目
螺栓编号
活动辊传动端
固定辊传动端
活动非传动端
固定非传动端
1
2
3
4
5
6
技术要求
按图纸要求
备注:
结论:
合格□不合格□(用书写笔把相应的结论框“□”涂满)
专职质检员:
年月日
专业质检员:
年月日
班组质检员:
年月日
联轴器找正检查记录
单位工程
工程编号
分项工程
工序名称
联轴器找正
检测类别
自检
设备名称
图号
数量
设备编号
质量标准
《水泥机械设备安装工程施工及验收规范》JCJ-03-90
检测项目
检测工具
检查项目
90°
0°
270°
180°
径向a1
轴向b1
径向a2
轴向b2
径向a3
轴向b3
径向a4
轴向b4
端面间隙
端面间隙
端面间隙
端面间隙
技术要求
联轴器直径D
要求项目
允许偏差
105≤D≤260mm
实际径向位移
≤0.05mm
实际倾斜
0.2/1000
290≤D≤500mm
实际径向位移
≤0.10mm
实际倾斜
0.2/1000
D≤140mm
端面间隙
1.0~5.0mm
170≤D≤220mm
端面间隙
2.0~6.0mm
D=260mm
端面间隙
2.0~8.0mm
D=330mm
端面间隙
2.0~10.0mm
D=410mm
端面间隙
2.0~12.0mm
D=500mm
端面间隙
2.0~15.0mm
备注:
同轴度计算公式:
1、径向位移:
ax=(a2-a4)/2
ay=(a1-a3)/2
a=ax2+ay2
ax为X-X方向径向位移
ay为Y-Y方向径向位移
a为实际径向位移
2、倾斜:
Bx=(b2-b4)/D
By=(b1-b3)/D
B=Bx2+By2
D为联轴器直径
Bx为X-X方向倾斜
By为Y-Y方向倾斜
B为实际倾斜
结论:
合格□不合格□(用书写笔把相应的结论框“□”涂满)
专职质检员:
年月日
专业质检员:
年月日
班组质检员:
年月日
联轴器找正检查记录
单位工程
工程编号
分项工程
工序名称
联轴器找正
检测类别
会检
设备名称
图号
数量
设备编号
质量标准
《水泥机械设备安装工程施工及验收规范》JCJ-03-90
检测项目
检测工具
检查项目
90°
0°
270°
180°
径向a1
轴向b1
径向a2
轴向b2
径向a3
轴向b3
径向a4
轴向b4
端面间隙
端面间隙
端面间隙
端面间隙
技术要求
联轴器直径D
要求项目
允许偏差
105≤D≤260mm
实际径向位移
≤0.05mm
实际倾斜
0.2/1000
290≤D≤500mm
实际径向位移
≤0.10mm
实际倾斜
0.2/1000
D≤140mm
端面间隙
1.0~5.0mm
170≤D≤220mm
端面间隙
2.0~6.0mm
D=260mm
端面间隙
2.0~8.0mm
D=330mm
端面间隙
2.0~10.0mm
D=410mm
端面间隙
2.0~12.0mm
D=500mm
端面间隙
2.0~15.0mm
备注:
同轴度计算公式:
1、径向位移:
ax=(a2-a4)/2
ay=(a1-a3)/2
a=ax2+ay2
ax为X-X方向径向位移
ay为Y-Y方向径向位移
a为实际径向位移
2、倾斜:
Bx=(b2-b4)/D
By=(b1-b3)/D
B=Bx2+By2
D为联轴器直径
Bx为X-X方向倾斜
By为Y-Y方向倾斜
B为实际倾斜
结论:
合格□不合格□(用书写笔把相应的结论框“□”涂满)
建设单位:
年月日
监理单位:
年月日
施工单位:
年月日
实施检查修改记录
时间
地点
主持人
参加人员
审核批准
原
方
案
内
容
修
改
内
容
改
后
效
果
检查总结页
总结人
时间
总结内容:
工程部长意见:
签名:
年月日
项目经理意见:
签名:
年月日
批准:
审核:
编制:
 升级会员
升级会员 