DCS盘柜安装作业卡.docx
《DCS盘柜安装作业卡.docx》由会员分享,可在线阅读,更多相关《DCS盘柜安装作业卡.docx(17页珍藏版)》请在冰豆网上搜索。
DCS盘柜安装作业卡
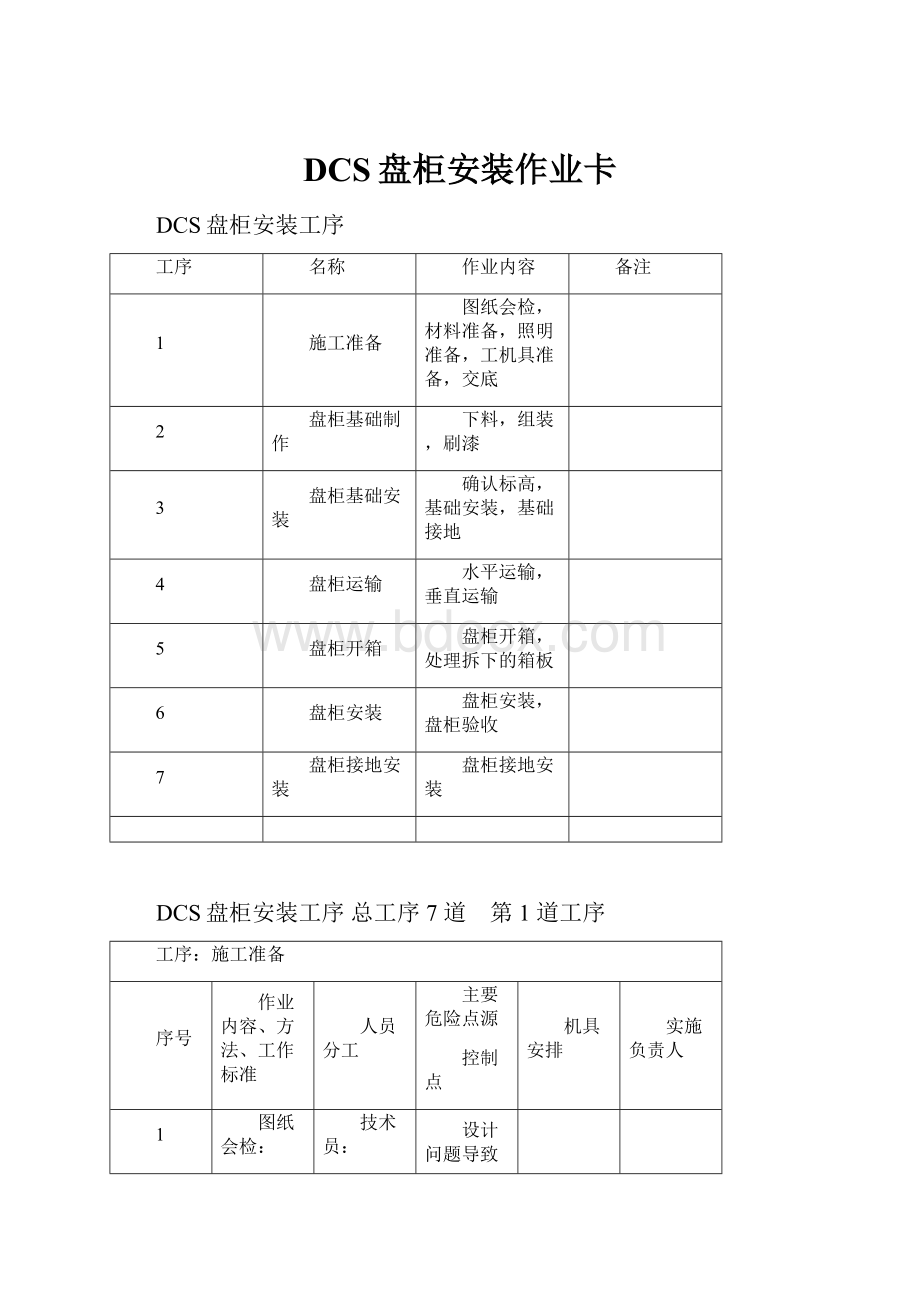
DCS盘柜安装工序
工序
名称
作业内容
备注
1
施工准备
图纸会检,材料准备,照明准备,工机具准备,交底
2
盘柜基础制作
下料,组装,刷漆
3
盘柜基础安装
确认标高,基础安装,基础接地
4
盘柜运输
水平运输,垂直运输
5
盘柜开箱
盘柜开箱,处理拆下的箱板
6
盘柜安装
盘柜安装,盘柜验收
7
盘柜接地安装
盘柜接地安装
DCS盘柜安装工序总工序7道 第1道工序
工序:
施工准备
序号
作业内容、方法、工作标准
人员分工
主要危险点源
控制点
机具安排
实施负责人
1
图纸会检:
组织有关人员进行图纸会检,核实盘柜与预留孔位置是否对应;盘柜是否有离墙太近影响开门等等。
技术员:
设计问题导致设备损坏。
2
材料准备:
准备好施工所用的材料、设备,使用的角钢、槽钢等必须符合国家现行技术标准的规定,并有合格证件。
技术员:
物资采购:
使用的材料应符合设计。
3
工机具准备:
施工所用的工器具准备齐全,计量器具检验合格。
工具员:
施工前检查电动工具及电源情况、绝缘情况,防止漏电。
(1)交流电焊机2台;
(2)无齿锯2台;
(3)水平仪1台;
(4)铁水平4把;
(5)大锤1把;
(6)磨光机2台;
(7)磁力线坠2个;
(8)钢板尺2把;
(9)直角尺2把;
(10)电锤1台;
(11)手枪钻1把;
(12)25t吊车1辆;
(13)载重汽车1辆;
(14)液压手推车1辆;
(15)30m钢卷尺1把;
(16)3m钢卷尺1把;
(17)记号笔10支;
(18)吊环4套;
(19)钢丝绳4根;
(20)小榔头3把;
(21)活动扳手5把;
(22)电焊钳4把;
(23)电焊帽4个;
(24)毛刷10把;
(25)撬棍3根;
(26)压线钳1把。
4
交底:
开工前施工技术措施已经完成审批,技术人员按照施工技术措施、作业指导书,对施工人员进行技术、质量、安全交底,并进行交底双签字。
技术员:
全体人员必须履行签字手续,严禁安排没有参加交底的人员参与施工。
工作小结:
施工负责人:
剩余工作安排:
施工负责人:
DCS盘柜安装工序总工序7道 第2道工序
工序:
盘柜基础制作
序号
作业内容、方法、工作标准
人员分工
主要危险点源
控制点
机具安排
实施负责人
1
下料:
基础制作严格按照图纸施工,根据图纸要求选用槽钢或角钢。
制作前检查槽钢或角钢的外观,变形大的不允许使用,变形小的矫正后使用。
依据图纸中盘柜布置计算每一排盘柜的总长和宽度,使用无齿锯下料。
仪表安装工:
(1)被切割的钢材固定不牢;
(2)无齿锯电机和导线有漏电之处;
(3)锯片小或有裂纹;
(4)大锤脱手。
(1)无齿锯2台;
(2)大锤1把;
(3)30m钢卷尺1把;
(4)3m钢卷尺1把;
(5)记号笔10支;
2
组装:
基础组装时先在连接处点焊,在使用角尺量角、钢卷尺测量对角线合格后满焊封口,焊口在盘基础内侧。
要求基础横平竖直,尺寸偏差小于2mm,对角偏差小于2mm。
基础制作好后,用磨光机将其正面、外侧磨平。
仪表安装工:
焊工:
(1)焊机、把线有漏电之处;
(2)未使用防护眼镜、手套;
(3)作业环境潮湿;
(4)作业环境有易燃、易爆物品;
(5)带电移动把线;
(6)焊渣乱溅;
(7)磨光机有漏电之处;
(8)磨光机安全防护设备损坏或砂轮片不完整。
(1)交流电焊机2台;
(2)磨光机2台;
(3)直角尺2把;
(4)30m钢卷尺1把;
(5)3m钢卷尺1把;
(6)记号笔10支;
(7)电焊钳4把;
(8)电焊帽4个
3
刷漆:
基础制作完毕,涂刷一层防腐漆,堆放到防雨、防潮的地方待安装。
仪表安装工:
注意明火
毛刷10把
工作小结:
施工负责人:
剩余工作安排:
施工负责人:
DCS盘柜安装工序总工序7道 第3道工序
工序:
盘柜基础安装
序号
作业内容、方法、工作标准
人员分工
主要危险点源
控制点
机具安排
实施负责人
1
确认标高:
基础安装要在地面进行二次抹面前进行,基础的高度比竣工后的地面高出10mm。
安装前先清理预埋件,核对预埋件的标高、位置及电缆孔洞的位置,准确无误后方可进行基础安装。
仪表安装工:
测量工:
注意盘柜孔洞
水平仪1台。
2
基础安装:
安装时以竣工后地面的标高为准,用水平仪找平,用不同厚度的垫铁进行调整、垫牢,保证基础顶面标高一致。
基础允许误差:
水平度及不直度每米小于1mm,全长小于2mm。
仪表安装工:
测量工:
注意盘柜孔洞
(1)水平仪1台;
(2)铁水平4把;
(3)电锤1台。
3
基础接地:
每段基础用40×4镀锌扁钢两点接地。
仪表安装工:
焊工:
(1)焊机、把线有漏电之处;
(2)未使用防护眼镜、手套;
(3)作业环境潮湿;
(4)作业环境有易燃、易爆物品;
(5)带电移动把线;
(6)焊渣乱溅;
(1)交流电焊机2台;
(2)电焊钳4把;
(3)电焊帽4个。
工作小结:
施工负责人:
剩余工作安排:
施工负责人:
DCS盘柜安装工序总工序7道 第4道工序
工序:
盘柜运输
序号
作业内容、方法、工作标准
人员及工
主要危险点源
控制点
机具安排
实施负责人
1
水平运输:
运输时为防止盘柜发生倾倒、碰撞,需对盘柜加装临时固定装置。
水平运输时盘柜中部加固定围绳,底部加木楔;
仪表安装工:
起重工:
(1)吊装用钢丝绳的安全倍数符合规范要求;
(2)捆扎不牢或绑扎方法错误;
(3)超限运输;
(4)转弯时车速过快。
(1)25t吊车1辆;
(2)载重汽车1辆;
(3)吊环4套;
(4)钢丝绳4根。
2
垂直运输:
盘柜运输到汽机房检修场地,使用汽机房行车将盘柜从0m吊至13.7m外侧脚手架平台上,用液压手推车将盘柜运输就位。
垂直运输时,起吊绳应长短一致,并且均匀分布在盘柜的重心线两侧。
盘柜运输时设置监护人,施工人员要服从起重工的指挥。
仪表安装工:
起重工:
(1)吊装用钢丝绳的安全倍数符合规范要求;
(2)佩戴好安全带;
(3)遵守高空作业规程;
(4)遵守高空坠落规则。
(1)25t吊车1辆;
(2)载重汽车1辆;
(3)液压手推车1辆;
(4)吊环4套;
(5)钢丝绳4根。
工作小结:
施工负责人:
剩余工作安排:
施工负责人:
DCS盘柜安装工序总工序7道 第5道工序
工序:
盘柜开箱
序号
作业内容、方法、工作标准
人员分工
主要危险点源
控制点
机具安排
实施负责人
1
盘柜开箱:
开箱时先将盘顶的包装物打开,再打开侧面的包装板,将盘柜与包装箱固定的底脚螺栓摘除,起吊盘柜。
开箱时,使用撬棍不得以盘面为支点,以免损伤盘柜。
对带有表计及其它测量设备的盘柜开箱时要特别小心。
开箱时业主、监理、厂家等相关人员在场,对于所有的设备缺陷,作好记录并报相关人员。
盘柜开箱时,由技术员按照设备安装顺序确定开箱顺序。
盘柜开箱后运至基础过程中要保证设备及人身安全。
盘柜运输就位过程中要用力平稳,不允许剧烈振动和撞击。
仪表安装工:
防止撬棍损伤设备
(1)液压手推车1辆;
(2)撬棍3根
2
处理拆下的箱板:
拆下的箱板应集中堆放,统一处理。
力工:
防止箱板上的钉子伤人
工作小结:
施工负责人:
剩余工作安排:
施工负责人:
DCS盘柜安装工序总工序7道 第6道工序
工序:
盘柜安装
序号
作业内容、方法、工作标准
人员分工
主要危险点源
控制点
机具安排
实施负责人
1
盘柜安装:
依据图纸选用螺栓连接或焊接将盘柜固定。
对于螺栓固定,将成排盘柜放置基础上找正,用记号笔标识盘柜固定螺丝孔的位置,将盘柜移开,在标识位置开孔,将盘柜重新放置基础上,逐块找正并用螺栓固定紧固。
成排盘柜安装依据盘柜布置图先精确找好第一面盘柜,再以其为基准依次将其它盘柜调整好,调整顺序可以从一端到另一端,也可以从中间到两端。
盘柜安装时将磁力线坠依次吸附在四个立面的顶部。
线坠从柜顶悬吊至柜底部,但不要触及地面,用钢板尺在四个立面的上、下部位进行找正,用钢垫片调整柜的水平度与垂直度。
仪表安装工:
(1)运盘无统一指挥;
(2)拆箱板材清理不及时;
(3)就位时没有统一指挥,人力不足;
(4)盘底加垫时手伸入盘底;
(5)两盘对接时手伸入盘缝;
(1)磁力线坠2个;
(2)钢板尺2把;
(3)直角尺2把;
(4)手枪钻1把;
(5)记号笔10支;
(6)小榔头3把;
(7)活动扳手5把。
2
盘柜验收:
要求垂直偏差每米<1.5mm;相邻两盘顶部高差<2mm;盘顶最大高差<3mm;5面盘以上的成排盘面总偏差<5mm;相邻盘面正面平面偏差<1mm;盘间缝隙<2mm。
仪表安装工:
质量员:
(1)磁力线坠2个;
(2)钢板尺2把;
(3)直角尺2把;
工作小结:
施工负责人:
剩余工作安排:
施工负责人:
DCS盘柜安装工序总工序7道 第7道工序
工序:
盘柜基础接地
序号
作业内容、方法、工作标准
人员分工
主要危险点源
控制点
机具安排
实施负责人
1
盘柜基础接地:
严格按照图纸要求安装接地线(不同厂家的要求不一样,有的DCS系统不设独立接地网,直接接入主电气网,有的DCS系统需制作单独接地网,接地线的规格也各不相同)。
使用设计要求的接地线在各机柜内环连后再连接到设计要求的接地网上。
接地点与机柜之间的接地电阻小于4Ω。
各种接地电缆与接地铜排的连接采用线鼻子压接后,用带弹簧垫的螺栓连接。
接地线应放在可见处,且能够防止机械或化学损坏。
仪表安装工:
注意防护盘柜内部设备
(1)活动扳手5把;
(2)压线钳1把。
工作小结:
施工负责人:
剩余工作安排:
施工负责人:
 升级会员
升级会员 