提高钢管桩接头焊接质量.docx
《提高钢管桩接头焊接质量.docx》由会员分享,可在线阅读,更多相关《提高钢管桩接头焊接质量.docx(33页珍藏版)》请在冰豆网上搜索。
提高钢管桩接头焊接质量
一、工程概况
菲律宾达沃电厂码头工程(DavaoPowerPlantProject-JettyandWharfPilingandStructure)为一座电厂卸煤码头,位于菲律宾南部棉兰老岛达沃湾,达沃市西南方Toril区,距离达沃市区约20km处(北纬6°57′45″,东经125°28′55″)。
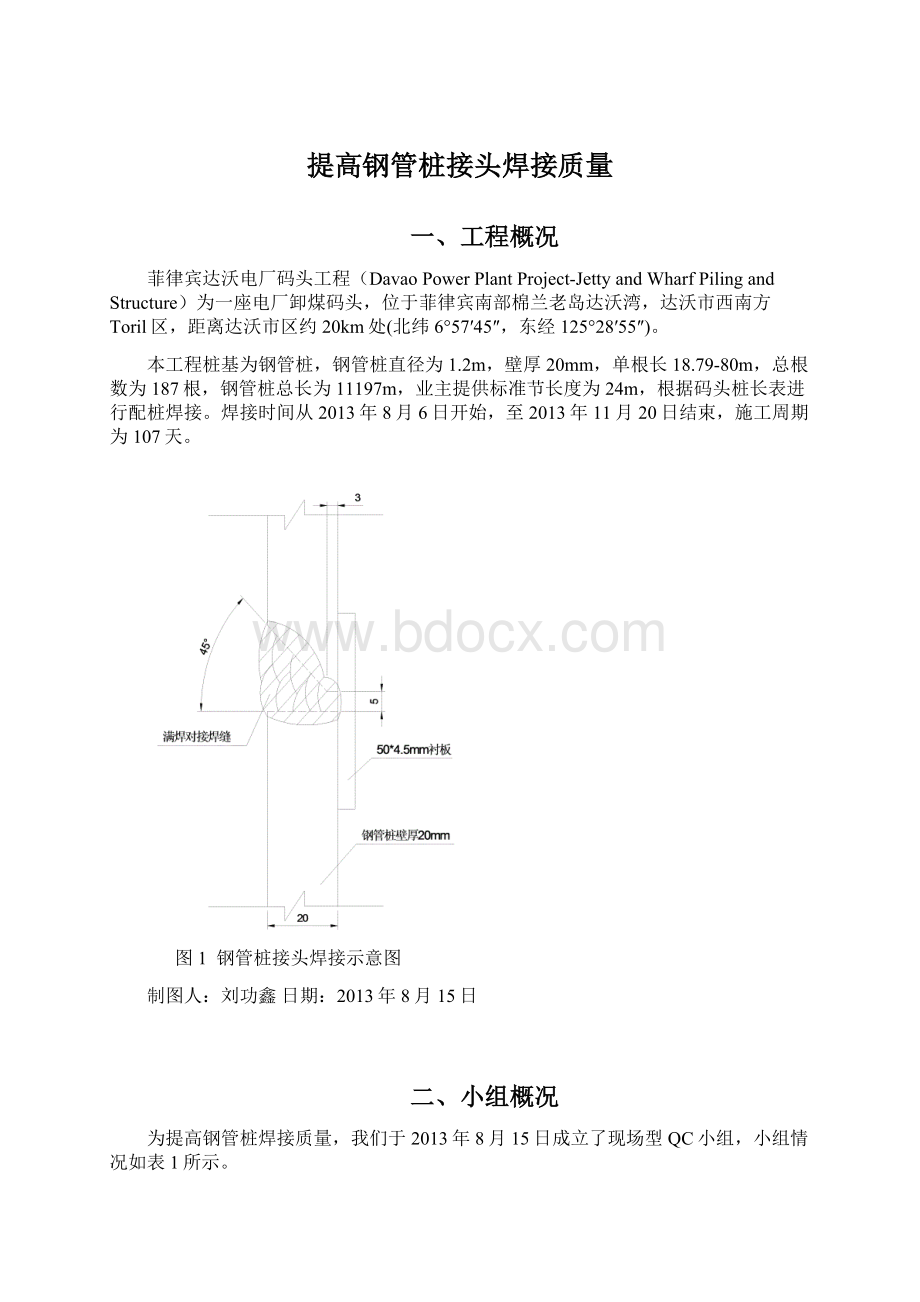
本工程桩基为钢管桩,钢管桩直径为1.2m,壁厚20mm,单根长18.79-80m,总根数为187根,钢管桩总长为11197m,业主提供标准节长度为24m,根据码头桩长表进行配桩焊接。
焊接时间从2013年8月6日开始,至2013年11月20日结束,施工周期为107天。
图1钢管桩接头焊接示意图
制图人:
刘功鑫日期:
2013年8月15日
二、小组概况
为提高钢管桩焊接质量,我们于2013年8月15日成立了现场型QC小组,小组情况如表1所示。
小组成员概况表1
小组名称
中交二航三公司菲律宾达沃电厂码头工程钢管桩焊接QC小组
课题名称
提高钢管桩接头焊接质量
课题类型
现场型
组长
熊韬
小组成立时间
2013年8月15日
课题注册时间
2013年8月15日
小组注册号
2013(QCXZ)-13
课题注册号
2013(QCKT)-13
活动时间
2013年8月-2013年11月
小组人数
9人
QC教育时间
48小时
序号
姓名
性别
年龄
文化程度
职务
组内职务
1
吴开锐
男
31
本科
项目经理
顾问
2
熊韬
男
31
本科
总工
组长
3
余祖松
男
41
本科
副经理
副组长
4
毛徽
男
27
本科
工程部
组员
5
史春岩
男
26
本科
工程部
组员
6
刘功鑫
男
26
本科
质检部
组员
7
周晓庆
男
26
本科
试验室
组员
8
仇文明
男
48
高中
工人
组员
9
陈寿云
男
36
高中
工人
组员
制表人:
刘功鑫日期:
2013年8月16日
三、选题理由
1、质量重要性
钢管桩接头的焊接质量将严重影响钢管桩制作质量及使用寿命,严重时甚至危及到码头结构的安全,给工程带来极大的安全隐患。
2、施工重要性
钢管桩接头焊接是工程关键线路之一,钢管桩接头焊接的进度直接影响到码头的施工进度,所以接头焊缝质量控制尤其重要,防止不必要的返工影响整个码头的进度。
3、对已焊接的20根桩的焊缝进行检验,合格率为81.4%,详见表2。
钢管桩接头焊缝质量检测表表2
桩号
焊缝检查点数
合格点数
不合格点数
缺陷类型
内部有气孔
外观成型质量差
夹渣
未融合
裂缝
J9-A
5
4
1
1
J9-B
5
4
1
1
J9-C
5
3
2
1
1
J3a-JB
5
4
1
1
J10-C
5
4
1
1
J3-C
5
4
1
1
J10-A
5
3
2
1
1
J10-B
5
4
1
1
N2A
10
8
2
1
1
N2B
10
8
2
1
1
N1B
10
10
0
N1C
10
8
2
1
1
N2C
10
8
2
1
1
D-1
10
8
2
1
1
J4-A
5
4
1
1
D-2
10
8
2
1
1
N1A
10
9
1
1
J4-B
5
4
1
1
J4-C
5
5
0
J6-B
5
4
1
1
合计
140
114
26
12
9
2
2
1
合格率=[(140-26)/140]*100%=81.4%
制表人:
史春岩日期:
2013年9月24日
因此,由上表看出钢管桩焊缝合格率偏低,为提高钢管桩接头焊接质量,QC小组选择课题为:
提高钢管桩接头焊接质量。
四、现状调查
2013年9月24日,经过检验现场已焊接的20根钢管桩,钢管桩焊缝检验合格率低,钢管桩焊接质量缺陷统计见下表3。
钢管桩接头焊缝质量缺陷统计表表3
序号
项目名称
频数(点)
频率(%)
累计频率(%)
1
内部气孔
12
46.2
46.2
2
外观成型质量
9
34.6
80.8
3
夹渣
2
7.7
88.5
4
融合
2
7.7
96.2
5
裂缝
1
3.8
100.0
合计
26
100
/
制表人:
史春岩日期:
2013年9月24日
根据统计表,小组绘制了钢管桩接头焊缝质量缺陷饼分图,如图2:
图2钢管桩接头焊缝质量缺陷饼分图
制图人:
刘功鑫日期:
2013年9月24日
由饼分图可见,内部气孔和外观成型质量差两项问题发生的频率最高,占累计频率的80.8%,是影响钢管桩接头焊接质量的主要因素。
五、确定目标
由现状调查表可知,钢管桩焊接质量综合合格率为81.4%,“内部气孔”和“外观成型质量差”两个主要问题占累计频率的80.8%,如能解决这两项问题的95%,将使钢管桩焊接质量合格率提高到95.7%以上,分析计算如下:
81.4%+(1-81.4%)*80.8%*95%=95.7%。
因此经小组讨论决定本次QC小组活动目标定为:
钢管桩接头焊接质量合格率提高到95%以上。
图3活动目标柱状对比图
制图人:
刘功鑫日期:
2013年9月24日
六、原因分析
为了找到导致主要问题的原因,小组成员从人、机、料、法、环、测六方面进行分析,见因果分析关联图4。
图4因果分析关联图
制图人:
刘功鑫日期:
2013年9月25日
七、要因确认
由因果分析关联图,我们找到了11个末端因素,并制定了要因确认计划表,见表4。
要因确认计划表表4
序号
末端原因
确认内容
确认方法
确认标准
负责人
计划完成日期
1
技术交底未掌握
检查交底记录及考核工人掌握情况
现场调查
有记录,考核合格率100%
熊韬
毛徽
2013.9.26
2
人员质量意识差
考核施工人员质量意识
培训考核
考核合格率100%
熊韬
毛徽
2013.9.26
3
网络电压波动较大
检查现场发电机电压波动情况
现场验证
电压波动稳定
史春岩
周晓庆
2013.9.26
4
焊接设备功率不满足要求
检查焊接设备
现场验证
满足施工要求
史春岩
周晓庆
2013.9.26
5
焊条保管不当
检查焊条保存情况
现场验证
焊条存取及搬运符合美标AWSD1.1的规范要求
史春岩
周晓庆
2013.9.26
6
焊条未烘焙
检查焊条使用前是否烘干
现场验证
焊条使用前100%烘干
毛徽史春岩
2013.9.26
7
焊条型号不符合要求
检查焊条型号
现场验证
气保焊丝ER70S-6及埋伏焊丝F5A2-H08MnA符合美标规范要求
刘功鑫
周晓庆
2013.9.26
8
焊条性能差
检查焊条是否满足规范要求
现场验证
焊条及焊药有产品质保书,外观和强度均符合美标AWSD1.1的规范要求
刘功鑫
周晓庆
2013.9.26
9
钢管桩坡口切割粗糙
现场检查坡口质量
现场检测
平整度和光洁度满足要求
毛徽史春岩
2013.9.26
10
管节直径误差大
检查钢管桩直径
现场测量
与接桩直径一致
毛徽史春岩
2013.9.26
11
相邻管节焊接平台标高不一致
检查平台标高
现场测量
平台标高一致
毛徽史春岩
2013.9.26
12
雨天影响
调查是否有雨天施工情况
现场验证
焊接平台搭设防雨棚防风网,严禁雨天焊接施工,焊缝两侧使用烘枪除湿。
毛徽史春岩
2013.9.26
制表人:
刘功鑫日期:
2013年9月25日
要因确认一
末端因素:
技术交底未掌握
标准:
有记录,考核合格率100%
实测:
2013年9月26日,熊韬、毛徽检查了钢管桩焊接技术交底记录,内容齐全、完整,现场人员全部到齐。
随后对钢管桩焊接班组人员进行了技术交底内容考核,见表5。
考核情况检查表表5
施工班组
班组人数
考核情况
合格率%
不合格
合格
铆工班组
8
0
8
100%
焊接班组
6
0
6
100%
制表人:
毛徽日期:
2013年9月26日
从表中可以看出,考核合格率达到100%,施工人员掌握了钢管桩焊接操作技术要点,能确保钢管桩焊接质量。
结论:
不是主要原因
要因确认二
末端因素:
人员质量意识差
标准:
考核合格率100%
实测:
2013年9月26日,熊韬、毛徽经过调查,为赶进度,施工人员未完全按施工工艺操作,实际发现很多施工人员为图省事,经常不按技术交底要求进行施工,对发现的质量问题不积极整改。
随后又立即组织2个班组的全体人员进行了考核,见表6。
考核情况检查表表6
施工班组
班组人数
考核情况
合格率%
不合格
合格
铆工班组
8
3
5
62.5%
焊接班组
6
2
4
66.7%
制表人:
毛徽日期:
2013年9月26日
从表中可以看出,考核情况不理想,合格率不高。
施工班组作为工程施工的具体操作者,其质量意识与工程质量息息相关,故小组认为必须加强两个班组的质量意识,通过严格执行工艺,制定相关奖惩措施,确保钢管桩接头焊接质量。
结论:
是主要原因
要因确认三
末端因素:
网络电压波动较大
标准:
电压波动稳定
现场验证:
2013年9月26日,史春岩、周晓庆对现场用电进行观察,发现现场电焊作业与其它作业使用同一线路,用电量忽大忽小,造成网络电压波动较大。
结论:
是主要原因
要因确认四
末端因素:
焊接设备功率不满足要求
标准:
检查焊接设备
实测:
2013年9月26日,小组成员史春岩、周晓庆检查施工单位焊接设备配备情况,施工单位为比较有经验的焊接队伍,携带的焊接设备符合规范要求,焊接设备配备情况见表7。
焊接设备列表表7
序号
名称
型号
功率
效率
是否满足施工
1
二氧化碳气保焊机
MIG-500
24.6KW
85
是
2
埋弧焊机
MZ-1250
96KW
91
是
制表人:
毛徽日期:
2013年9月26日
从表中可以看出,施工队伍焊接设备型号符合要求,功率满足施工要求,能够确保钢管桩接头焊接质量。
结论:
不是主要原因
要因确认五
末端因素:
焊条保管不当
标准:
焊条存取及搬运符合美标AWSD1.1的规范要求
实测:
1、存放焊丝的仓库干燥通风,不潮湿;没有水、酸、碱等极易挥发和有腐蚀性的物质存在。
2、焊丝存放在木托盘上,没有将其直接放在地板或紧贴墙壁。
3、存取及搬运焊丝时并未弄破包装,特别是内包装“热收缩膜”。
4、打开焊丝包装都尽快将其全部用完,做到用完再取新包装焊条。
焊丝直接暴露在空气中未超过两天。
5、按照“先进先出”的原则发放焊丝,尽量减少产品库存时间。
6、焊丝的出库量不得超过二天用量,已经出库的焊丝由焊工妥善保管。
结论:
不是主要原因
要因确认六
末端因素:
焊条未烘焙
标准:
焊条使用前100%烘干
实测:
2013年9月26日,由毛徽、史春岩抽查焊条,共抽查了10包,具体情况见表8。
焊条抽样检查表表8
材料名称
数量
单位
烘焙数
未烘焙数
合格率
焊条
10
包
6
4
60%
制表人:
史春岩日期:
2013年9月26日
从表中可以看出,焊条存在未烘焙现象,导致焊接时出现气孔,从而影响焊接质量。
结论:
是主要原因
要因确认七
末端因素:
焊条型号不符合要求
标准:
气保焊丝ER70S-6及埋伏焊丝F5A2-H08MnA符合美标规范要求
实测:
焊条材质证书已上报总包方LEIGHTON,并获得了批准。
气保焊丝ER70S-6及埋伏焊丝F5A2-H08MnA符合对应的美标AWSA5.17及AWSA5.23规范。
结论:
不是主要原因
要因确认八
末端因素:
焊条性能差
标准:
焊条及焊药有产品质保书,外观和强度均符合美标AWSD1.1的规范要求。
实测:
2013年9月26日,由刘功鑫,周晓庆对现场焊条合格证、外观及焊条强度进行了检查,抽检10包焊条。
合格证检查结果:
检查焊条及焊药的产品质保书,均符合AWSD1.1的规范要求。
外观质量检查结果:
焊条的药皮表面光滑,药皮均匀,整个焊条药皮上未有细小裂纹、气泡、杂质及剥落等缺陷。
强度检查结果:
将每包焊条抽检10根,每根受检焊条置于水平位置举一米高,然后使它自由落到厚度14mm的水平、光滑的钢板上,受检焊条药皮约基本不存在脱落现象,证明药皮强度符合要求。
取2根焊条现场施焊时电弧燃烧稳定,焊芯和药皮熔化后焊缝成型较好,外观质量良好,因此焊条性能符合要求。
结论:
不是主要原因
要因确认九
末端因素:
钢管桩坡口切割粗糙
标准:
平整度和光洁度满足要求
实测:
2013年9月26日,由毛徽、史春岩对现场加工的坡口进行检查,发现局部加工误差较大,打磨不光滑,有锈迹,影响焊缝外观质量。
结论:
是主要原因
要因确认十
末端因素:
管节直径误差大
标准:
对接桩直径一致
实测:
2013年9月26日,由毛徽、史春岩对管桩拼接记录进行检查,详见表9。
施工记录检查表9
序号
桩号
信息
配桩
管节1
管节2
管节3
1
A-1
外径
1203mm
1204mm
1204mm
1205mm
编号
S2-69
2-138
2-149
2
A-2
外径
1198mm
1197mm
1201mm
1203mm
编号
S2-36
2-172
1-36
3
A-3
外径
1198mm
1200mm
1203mm
1202mm
编号
S2-8
2-147
2-135
制表人:
史春岩日期:
2013年9月26日
由上表可知,钢管桩存在误差,但是对接时已经注意这个问题,选择管径相近的钢管桩管节进行拼接。
结论:
不是主要原因
要因确认十一
末端因素:
相邻管节焊接平台标高不一致
标准:
平台标高一致
实测:
2013年9月26日,由毛徽、史春岩安排测量人员对对接平台上4座翻滚台进行测量,具体情况见表10。
施工记录检查表10
位置
拼装线路
翻滚台1
翻滚台2
翻滚台3
翻滚台4
线路一
+2.753m
+2.754m
+2.755m
+2.753m
线路二
+2.754m
+2.754m
+2.755m
+2.754m
制表人:
史春岩日期:
2013年9月26日
由上表可以看出,相邻管节焊接平台标高基本一致。
结论:
不是主要原因
要因确认十二
末端因素:
雨天影响
标准:
焊接平台搭设防雨棚防风网,严禁雨天焊接施工,焊缝两侧使用烘枪除湿。
实测:
2013年9月26日,由毛徽、史春岩检查前期20根桩的施工记录,发现天气晴好,风速较小,且焊接平台搭设了防雨棚和防风网减小风压力,在焊接过程中焊接人员对焊缝两侧15厘米区域使用烘枪除湿。
结论:
不是主要原因
八、制定对策
针对影响钢管桩质量的4个要因,小组成员积极研究对策、制定目标,采取措施,安排专人负责,详见表11。
对策表表11
序号
主要原因
对策
目标
对策措施
负责人
地点
完成
时间
1
人员质量意识差
加强质量教育,组织培训、学习。
提高人员质量意识,考核合格率100%
1、建立详细人员档案制度及考核制度。
2、严格执行交底制度且到位,加强质量教育,制定质量责任制。
严格按照工艺施工,采用二氧化碳气保焊打底,埋弧焊满焊。
3、坚持挂牌上岗制度。
4、严格纪律、奖惩分明。
熊韬毛徽
施工现场、
会议室
2013.9.30
2
网络电压波动较大
使用专用发电机
钢管桩焊接电压稳定
1、为焊桩配备一台发电机。
2、安排专人维护发电机。
余祖松史春岩
施工
现场
2013.9.30
3
焊条使用前未烘焙
烘干焊条
100%烘干焊条
购买焊条烘干机,严禁使用未经烘焙的焊条进行焊接。
刘功鑫周晓庆
施工
现场
2013.9.30
4
钢管桩坡口切割粗糙
减小坡口误差
坡口光滑、平整
1、使用规尺手工开坡口。
2、坡口使用砂轮机打磨。
史春岩
仇文明
陈寿云
施工
现场
2013.9.30
制表人:
刘功鑫日期:
2013年9月27日
九、实施对策
实施一解决“人员质量意识差”问题
2013年9月29日,小组对全体班组人员进行了一次系统的、详细的质量要求指导及质量意识教育,具体如下:
1、2013年9月29日,建立详细施工人员档案,任何操作工人进场必须登记。
根据美标AWSD1.1规范要求,所有进场焊工需进行焊工测试,测试通过后才可进场施工,焊工测试报告见下图5。
图5焊工测试报告
拍摄人:
刘功鑫日期:
2013年9月29日
2、2013年9月30日,由QC组长熊韬召开质量专题会议,由毛徽对钢管桩焊接工艺的控制要点进行交底,对监督管理及现场施工过程中出现的问题进行剖析,再一次根据规范要求对钢管桩焊接工艺进行深入探讨,要求严格按照美标AWSD1.1规范中焊接操作规程进行施工。
加强焊工质量意识教育,开展全方位质量培训。
焊接操作规程见下图6。
图6钢管桩焊接操作规程
拍摄人:
刘功鑫日期:
2013年9月30日
随后由毛徽组织钢管桩焊接班组的全体人员进行了考核,见表12。
考核情况检查表表12
施工班组
班组人数
考核情况
合格率%
不合格
合格
良好
铆工班组
8
0
5
3
100%
焊接班组
6
0
3
3
100%
制表人:
毛徽日期:
2013年9月30日
3、制定现场管理人员挂牌上岗制度,项目部管理人员对违章、违规作业的人员摘除胸牌,酌情处罚,提高工人的作业责任心。
图7挂牌上岗制度
拍摄人:
刘功鑫日期:
2013年9月30日
4、严格执行奖罚制度,依据工作量和质量完成情况进行奖罚,强调人性化管理,在严格纪律、奖惩分明的前提下,照顾好施工人员的生活。
在饮食、住宿、生活环境、工资发放等服务工作上,无论是言语还是行动,都要一直表现出“管理”就是“服务”的意识。
以上措施经实施后,由史春岩对施工人员进行质量意识考核评价,结果见表13。
现场抽检的焊缝质量得到很大的提高,焊缝成型见图8。
施工人员质量意识考核评价表表13
考核项目
考核标准
铆工班组
焊工班组
考核人数8人
考核人数6人
质量考核
掌握安装工艺及质量控制要点,书面质量考核达到合格标准。
合格8人
合格率100%
合格6人
合格率100%
挂牌上岗
全员挂牌上岗且掌握挂牌制度
合格8人
合格率100%
合格6人
合格率100%
签订质量保证协议书
全员签订
签订8人
签订率100%
签订6人
签订率100%
图8埋弧焊外观成型
拍摄人:
史春岩日期:
2013年9月30日
评价:
此措施实施后,班组成员树立了质量意识,能够严格执行施工质量标准,通过学习,各施工人员的质量意识及责任心得到了很大的提高。
实施二解决“网络电压波动较大”问题
1、考虑到焊接作业区域的实际用电量,2013年9月30日,项目部新购一台发电机专供焊接队伍使用,余祖松安排专人定期对发电机进行检查和维修,并督查焊接区域用电安全,保证焊接区域网络电压正常。
图9专用的发电机
摄影人:
史春岩日期:
2013年9月30日
2、安排专人对钢管桩焊接的发电机进行维护,小组成员史春岩负责每天定时检查油量、水量,确保发电机能够正常运行,保证钢管桩焊接进度。
实施三解决“焊条使用前未烘培”的问题
未经烘干的湿焊条药皮强度低、易损伤、变形,经过烘干的焊条药皮中得水分减少,药皮牢靠地包复在焊芯上,具有较高的强度和耐吸潮性,所以焊条必须经过烘干后才能使用。
2013年9月30日项目部购置焊条烘干机,要求焊条必须经过烘干之后才能使用,小组成员刘功鑫、周晓庆负责对每批烘干焊条进行记录,未经烘干的焊条严禁使用。
图10专用的焊条烘干机
摄影人:
史春岩日期:
2013年9月30日
实施四解决“钢管桩坡口切割粗糙”的问题
1、为了保证钢管桩焊接的强度和避免过大的焊缝尺寸,按设计要求焊接接头需要进行坡口焊接。
如果坡口精度高(坡口角度、钝角尺寸、坡口表面粗糙度和平直度)高,焊接质量能得到保证,反之坡口精度低,易出现严重的焊接缺陷,为避免缺陷的产生,2013年9月29日小组决定使用规尺手工开坡口,所有坡口用砂轮机磨光处理后方可进行组拼。
2、坡口切割采用氧气切割方法,选用正确的切割参数进行切割,保证气割破口的质量良好,切割完成后使用磨光机磨平破口,并去除破口面的氧化皮。
确保坡口光滑、平整,坡口由小组成员史春岩、仇文明、陈寿云检查合格后,才允许进行下一工序的施工。
图11打磨好的钢管桩坡口
摄影人:
史春岩日期:
2013年9月30日
十、效果检查
10月1日到10月15日,QC小组对19根钢管桩焊接质量进行了跟踪检查,抽查结果如下表14,表15。
钢管桩焊缝检测表表14
桩号
焊缝检查点数
合格点数
不合格点数
缺陷类型
内部有气孔
外观成型质量差
夹渣
未融合
裂缝
A-13
10
10
0
A-14
10
10
0
A-15
10
9
1
1
A-16
10
9
1
1
A-17
10
9
1
1
B-19
10
10
0
B-20
10
10
0
B-21
10
9
1
1
B-22
10
10
0
B-23
10
10
0
B-24
10
10
0
B-25
10
10
0
C-21
10
8
2
1
1
C-22
10
9
1
1
C-23
10
10
0
C
 升级会员
升级会员 