毕业设计设计说明书范文.docx
《毕业设计设计说明书范文.docx》由会员分享,可在线阅读,更多相关《毕业设计设计说明书范文.docx(18页珍藏版)》请在冰豆网上搜索。
毕业设计设计说明书范文
第一章塑件分析
1.1塑件结构分析
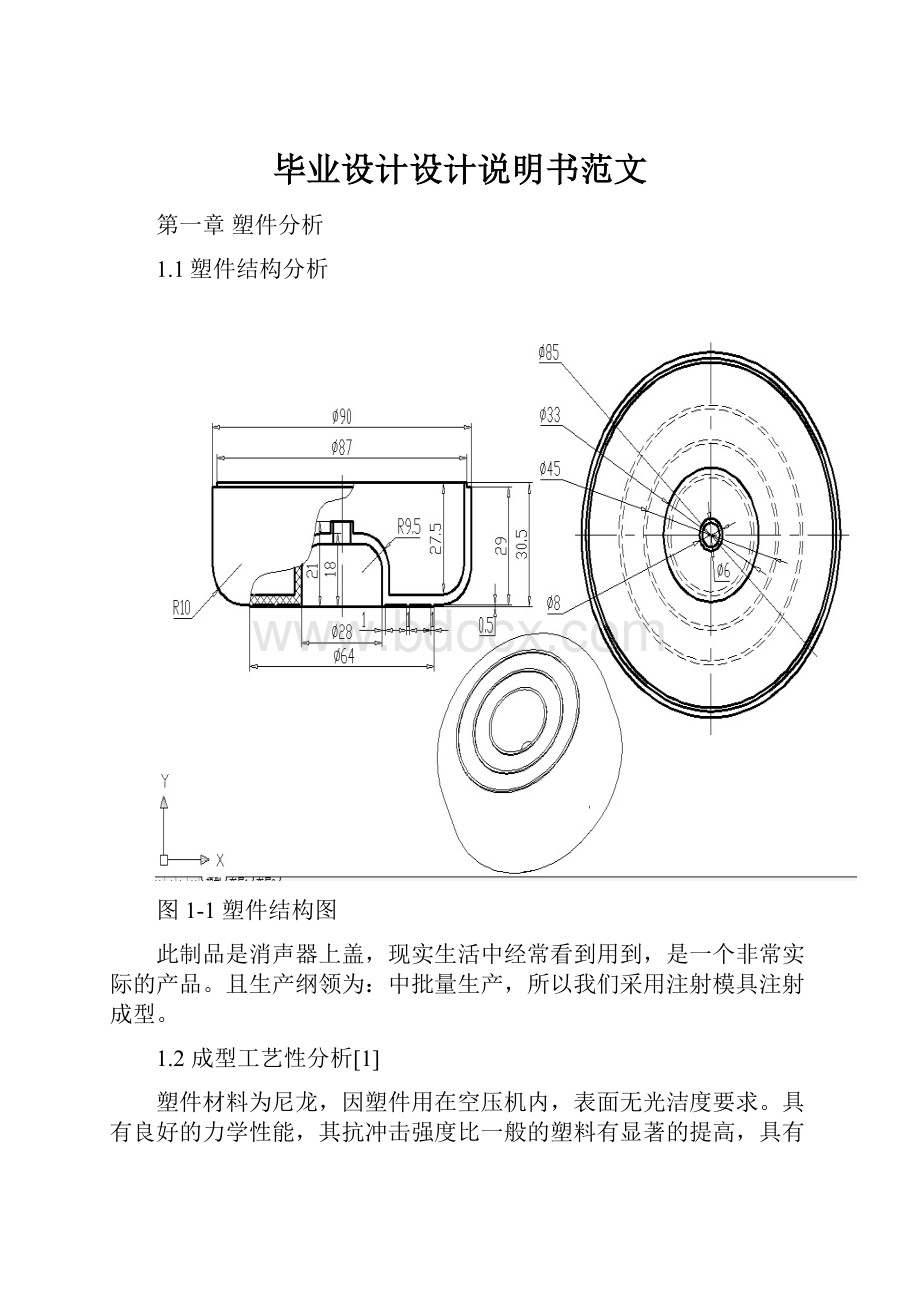
图1-1塑件结构图
此制品是消声器上盖,现实生活中经常看到用到,是一个非常实际的产品。
且生产纲领为:
中批量生产,所以我们采用注射模具注射成型。
1.2成型工艺性分析[1]
塑件材料为尼龙,因塑件用在空压机内,表面无光洁度要求。
具有良好的力学性能,其抗冲击强度比一般的塑料有显著的提高,具有良好的消音效果和自润滑性能。
密度1.15g/cm3,成型收缩率:
0.4~0.7%,平均收缩率为0.55%。
第二章确定模具结构
2.1模具结构的确定
塑料模具的种类很多,大体上分为:
二板模,三板模,热流道模。
二板模缺点是浇口痕迹明显,产生相应的流道废料,不适合高效生产。
本模具选择二板模其优点是二板模结构简单,制作容易,成本低,成型周期短。
图2.1典型的二板模结构
模架为非标准件
定模座板:
400*200*25mm
定模板:
315*200*40mm
动模板:
315*200*32mm
支承板:
315*200*25mm
推秆固定板:
205*200*15mm
推板:
205*200*20mm
模脚:
50*200*60mm
动模座板400*200*25mm
2.2确定型腔数目
2.2.1塑件体积的计算
a.塑件体积的计算
体积为:
Va=Sa×La=(37×35-8×25)×10-(33×36-10.5×25)×8
=12.60cm3
b.计算塑件的重量
根据《塑料模具设计手册》查得密度ρ取1.12g/cm3
所以,塑件单件的重量为:
m=ρV
=12.60
1.12
=14.11g
浇注系统的体积为:
主流道+分流道+浇口=(6280+376.8*2+12*2)/1000
≈7.05cm3
粗略计算浇注系统的重量:
7.05*1.12=7.90g≈8.0g(含有冷料穴料重)
总重量:
14.11*2+8.0=36.22g
2.2.2模具型腔数目的确定
模具型腔的数目决定了塑件的生产效率和模具的成本,确定模具型腔的方法也有许多种,大多数公司采用“按经济性确定型腔的数目”。
根据总成型加工费用最小的原则,并忽略准备时间和试生产原料的费用,仅考虑模具费用和成型加工费,则模具费用为
式中
——模具费用,元;
——每一个型腔的模具费用,元
——与型腔数无关的费用,元。
成型加工费用为
式中
——成型加工费用,元
——需要生产塑件的总数;
——每小时注射成型的加工费,元/h;
——成型周期,min。
总的成型加工费用为
为了使成型加工费用最小,令
,则n=2
上式为按经济性确定型腔数目为2。
考虑到模具成型零件和抽芯结构的设计,模具采用单型腔分型面。
模具的型腔排列方式见图2.2所示:
图2.2型腔排列
2.3初选注射机
根据制品总的体积,初选注射机的型号为:
HTF86X2
型号的螺杆式注射机的相关工艺参数为[8]
额定注射量:
119cm3
注射压力:
206MPa
注射方式:
螺杆式
螺杆直径:
42mm
锁模力:
860KN
最大成型面积:
320cm3
开模行程:
300mm
模具的最大厚度:
360mm
模具最小厚度:
150mm
2.4模具与注射机的安装部分相关尺寸的校核[2]
一般情况下设计模具时应对应校核的部分包括喷嘴尺寸、定位圈尺寸、模具的最大和最小厚度及模板上安装螺孔尺寸等。
2.4.1喷嘴尺寸:
设计时,主流道始端球面必须比注射机喷嘴头部球面半径略大一些,主流道小端直径要比喷嘴直径略大,以防止主流道口部积存凝料而影响脱模。
具体的
主流道与喷嘴尺寸如2-3图所示
图2-3喷嘴设计
已知:
r=12mmd=4mm
又R=r+(1~2)mm
D=d+(0.5~1)mm
所以取R=13mmD=6mm
2.4.2定位圈尺寸
为了使模具主流道的中心线与注射机喷嘴的中心线重合模具定模板的凸同的定位圈应与注射机固定模板上的定位孔呈较松动的间隙配合。
2.3.3最大、最小模厚的确定
在模具设计中,应使模具的总厚度位于注射机可安装模具的最大模具厚度与最小模具之间。
同时应校核模具的外形尺寸,使得模具能从注射机的拉杆之间装入。
所以模具的总厚度应200mm到300mm之间。
2.4.4安装螺纹尺寸
注射模具的动模和定模固定板上的螺孔尺寸应分别与注射机动模板和定模板上的螺孔尺寸相适应。
模具在注射机的安装方法有两种:
一种是螺钉直接固定;另一种是用螺钉、压板固定。
当用螺钉直接固定时,模具固定板与注射机模板上的螺孔应完全吻合;而用压板固定时,只要在模具固定板需安放在压板的外侧附近有螺孔就能紧固,因此,压板固定具有较大的灵活性。
对于重量较大的大型模具,采用螺钉直接固定则较为安全,而本设计中,由于制品较小,所设计出的模具重量也较小,所以只需用螺钉、压板固定即可。
顶出形式:
两侧设有顶杆,机械顶出
顶出两侧孔径:
40mm
顶出两侧孔距:
280mm
喷嘴圆弧半径:
12mm
喷嘴孔直径:
4mm
动,定模固定板尺寸;315*200*40mm
机器外型尺寸:
3340×750×1550mm
第三张分型面及浇注系统的设计
3.1分型面的设计
如何确定分型面,需要考虑的因素比较复杂。
由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件的结构工艺性及精度、嵌件位置形状以及推出方法、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案。
选择分型面时一般应遵循以下几项原则:
1)分型面应选在塑件外形最大轮廓处。
2)便于塑件顺利脱模,尽量使塑件开模时留在动模一边。
3)保证塑件的精度要求。
4)满足塑件的外观质量要求。
5)便于模具加工制造。
6)减小成型面积。
7)增强排气效果。
其中最重要的是第2)和第5)。
为了便于模具加工制造,应尽是选择平直分型面工易于加工的分型面。
如图3.1所示,采用平直分型面。
图3.1
3.2浇注系统的设计
3.2.1主流道的设计
主流道小端入口处与注射机喷嘴反复接触,属易损件,对材料要求较严,因而模具主流道部分常设计成可拆卸更换的浇口套,以便有效的选用优质钢材单独进行加工和热处理。
浇口套一般采用碳素工具刚(T8A,T10A)材料制造,热处理淬火硬度HRC53-57度。
浇口套都是标准件,只需去买就行了。
常用的浇口套都配有定位圈。
浇口套与模板间配合采用H7/m6的过度配合。
浇口套的规格有Φ12,Φ16,Φ20等几种。
由于注射机的喷嘴半径为20,所以浇口套嘴的半经为R21。
浇口套如图3-2所示。
图3-2主流道设计
3.2.2分流道的设计
在多型腔或单型腔多浇口(塑件尺寸大)时应设置分流道,分流道是指主流道末端与浇口之间这一段塑料熔体的流动通道。
它是浇注系统中熔融状态的塑料由主流道流入型腔前,通过截面积的变化及流向变换以获得平稳流态的过渡段。
因此分流道设计应满足良好的压力传递和保持理想的充填状态,并在流动过程中压力损失尽可能小,能将塑料熔体均衡地分配到各个型腔。
分流道截面尺寸视塑料品种,塑件尺寸,成型工艺条件以及流道的长度等因素来确定,对于流动性较好的PA,PP,PE,等塑料,圆形截面最小可取直径2mm,此模具取直径4mm为半圆形流道,可用铣床用球头刀加工,也可用电火化成型加工。
分流道长度确定可由以下公式粗略算得:
其中:
D分流道的直径,W产品质量,L流道长度
结合经验取L为30mm。
由于分流道中与模具接触的外层塑料迅速冷却,只有中心部位的塑料熔体的流动状态较为理想,因面分流道的内表面粗糙度Ra值并不要求很低,一般取1.6μm左右既可,这样表面稍不光滑,有助于塑料熔体的外层冷却皮层固定,从而与中心部位的熔体之间产生一定的速度差,以保证熔体流动时具有适宜的剪切速率和剪切热。
实际加工时,用铣床铣出流道后,即用打磨机,沙纸,油石等打磨工具将模具型腔表面磨光,磨亮,降低分流道表面粗糙度。
3.2.3浇口的设计
浇口亦称进料口,是连接分流道与型腔的通道,除直接浇口外,它是浇注系统中截面最小的部分,但却是浇注系统的关键部分,浇口的位置、形状及尺寸对塑件性能和质量的影响很大。
(1)浇口的选用
此模具采用的是侧浇口。
侧浇口又称边缘浇口,国外称之为标准浇口。
此浇口加工容易,修整方便,并且可以根据塑件的形状特征灵活地选择进料位置,因此它是广泛使用的一种浇口形式,普遍使用于中小型塑件的多型腔模具,且对各种塑料的成型适应性均较强;但有浇口痕迹存在,会形成熔接痕、缩孔、气孔等塑件缺陷,且注射压力损失大,对深型腔塑件排气不便。
侧浇口尺寸的计算。
H=T×N
H:
浇口处的厚度
T:
浇口出的壁厚
N:
塑料系数(如表3.1)
W:
浇口宽度
L:
1mm—2.5mm
L:
浇口长度
由于选的分流道直径为4mm,结合经验W=1.5-5.0mm,取W为2.5mm
表3.1塑料系数
塑料的种类
塑料的系数
PS、PE
0.6
PC、PP、POM
0.7
PMMA、PA、CA0.8
0.8
PVC
0.9
图3.3侧浇口形式
(2)浇口位置的选择
模具设计时,浇口的位置及尺寸要求比较严格,初步试模后还需进一步修改浇口尺寸,无论采用何种浇口,其开设位置对塑件成型性能及质量影响很大,因此合理选择浇口的开设位置是提高质量的重要环节,同时浇口位置的不同还影响模具结构。
总之要使塑件具有良好的性能与外表,一定要认真考虑浇口位置的选择,通常要考虑以下几项原则:
1)尽量缩短流动距离
2)浇口应开设在塑件壁厚最大处
3)必须尽量减少熔接痕
4)应有利于型腔中气体排出
5)考虑分子定向影响
6)避免产生喷射和蠕动
7)浇口处避免弯曲和受冲击载荷
8)注意对外观质量的影响。
根据本塑件的特征,综合考虑以上几项原则,浇口选在型腔的中间后壁处,如图3.4所示:
图3.4浇口位置
3.2.4冷料穴的设计
在完成一次注射循环的间隔,考虑到注射机喷嘴和主流道入口这一小段熔体因辐射散热而低于所要求的塑料熔体的温度,从喷嘴端部到注射机料筒以内约10-25mm的深度有个温度逐渐升高的区域,这时才达到正常的塑料熔体温度。
位于这一区域内的塑料的流动性能及成型性能不佳,如果这里温度相对较低的冷料进入型腔,便会产生次品。
为克服这一现象的影响,用一个井穴将主流道延长以接收冷料,防止冷料进入浇注系统的流道和型腔,把这一用来容纳注射间隔所产生的冷料的井穴称为冷料穴。
本模具的冷料穴在拉料杆上部。
第四章部件的设计
4.1成型零部件的工作尺寸计算
所谓工作尺寸是指成形零件上直接用以成形塑件部位的尺寸,主要有凹模和型芯的径向尺寸,凹模的深度和型芯的高度尺寸,中心距尺寸
影响塑件尺寸精度的因素很多,概括地说,有塑件原材料,塑件机构和成型工艺模具机构,模具制造和装配,模具使用中磨损等因素,塑件原材料方面的因素主要是收缩率的影响。
模具成型零件的制造精度是影响,塑件尺寸精度的重要因素之一,模具成型零件的制造进度精度愈低,塑件尺寸精度也愈低。
一般成型零件工作尺寸制造公差值取塑件公差值的1/3或取IT7-8级作为制造公差。
组合式型腔或制造公差应根据尺寸链来确定。
型腔径向尺寸
型芯径向尺寸
型腔深度尺寸
型芯高度尺寸
中心距尺寸
查《模具设计指导》表6-4PA6塑料收缩率0.8%--2.5%,平均收缩率为S=1.65%,另外
取Δ/3。
工作尺寸如表4.1。
表4.1型腔、型芯主要工作尺寸
塑件的尺寸
成型零件的尺寸
型腔径向
¢90
,¢33
,¢8
¢87
¢90.78
,¢33.15
,
¢7.90
¢87.78
型芯径向
¢85
,¢28
,¢6
¢87.06
¢28.82
¢6.22
型腔深度
29
18
29.16
18.10
型芯高度
27.5
21
27.63
21.05
4.2脱模力计算
将塑件从包紧的型芯上推出所克服的阻力称为脱模力,脱模力主要由塑件收缩包紧型芯造成塑件与型芯的摩擦力。
脱模力Ft=Ap(
cos
-sin
)+qA
式中A——塑件包络型芯的面积(mm
);
p——塑件对型芯单位面积上的包裹力,p取0.8X10
~1.2X10
Pa;
——脱模斜度
q——大气压力0.09Mpa;
——塑件对钢的摩擦系数
,约为0.1~0.3;
A
——制件垂直于脱模方向的投影面积(mm
)。
Ft=4000x12x0.3=14400(N)
所需脱模力较大,结合制件结构特点直径、高度较大选用3根直径6mm和6根直径4mm标准推杆。
注:
由于制件表面有弧度,顶杆安装上用打磨机打成弧度即可。
第五章推出机构设计
5.1推杆形状的设计及其固定形式
推杆推出机构是推出机构中最简单、最常见的形式。
根据制品尺寸和脱模力,推杆直径d=6mm,数量为6根,d=4mm,数量为12根。
图5-1推杆
推杆固定板孔应为dH=6mm。
推杆抬肩部分直径为d+5=10mm,推杆固定板上的台阶孔为:
d+6=11mm
L根据模具实际要求得:
L=155.5mm
5.2复位机构的设计
其主要帮助推杆的复位和侧型腔复位。
模具在工作时先合模然后注塑开模后由于塑件基本对称且无单向侧压力,所以采用直导柱复位机构既可以复位。
如图5-2所示
5-2
第六章注塑机参数校核
6.1最大注塑量校核[4]
注塑机的最大注塑量应大于制品的重量或体积(包括流道及浇口凝料和飞边),通常注塑机的实际注塑量最好在注塑机的最大注塑量的80%。
所以,选用的注塑机最大注塑量应0.8
式中:
m机——注塑机的最大注塑量,单位g。
m塑件——塑件的质量,单位g,该产品m塑件=14.11g。
m浇——浇注系统的质量,单位g,该产品m浇=8.0g。
故
(g)
而我们选定的注塑机注塑量为:
119g所以满足要求。
6.2锁模力的校核
F锁机>P模A
P模——熔融型料在型腔内的压力,(20~40Mpa)
A——塑件和浇注系统在分型面上的投影面之和经估算大约为13000mm2
F锁机——注塑机的额定锁模力
故F锁机>P模A=40×13000/1000=520(KN)
即520<860(KN)满足要求。
6.3模具与注塑机安装部分相关尺寸校核
模具闭合高度校核
模具实际厚度H模=267mm
注塑机最小闭合厚度H最小=150mmH最大=360mm
即H最大>H模>H最小满足要求。
6.4模具开模行程校核
经查资料型注射机HTF86x2的最大开模行程s=400mm,满足下式计算所需的出件要求:
S>=H1+H2+(5~10)mm
=30.5+82+7.5
=120mm
其中,H1为塑件高度H2为浇注系统高度。
总结
此次(毕业)设计是我大学期间做的最认真,最好的一次作业!
在前面的塑件分析和尺寸计算方面,结合了我在大学期间所学的专业知识,严格按照所学的公式计算!
在选择注射机时后,我结合了书本上的知识和现实生产中常用的注射机类型进行了选择!
在结构设计时我多半采用了实际生产的结构,也查阅大量的了数据资料,尽量将工厂和学校的两面结合起来!
当然在设计中也必然会存在一些问题和错误,再所难免,还希望能得到各位评委的指正建议!
在这次设计当中使我受益非浅,相信在以后的工作当中会有很大的帮助的!
我也会努力再去学习,以达到更好!
参考文献
[1]刘昌祺.塑料模具设计手册[M].北京:
机械工业出版社,2000.
[2]6.刘彦国.塑料成型工艺与模具设计[M].北京:
机械工业出版社2008.
[3]郑大中,房金妹.模具结构图册[M].北京:
机械工业出版社1992.
[4]许发樾.模具标准运用手册[M].北京:
机械工业出版社1994.
[5]冯炳尧.模具设计与制造简明手册[M].上海:
上海科技出版社1985年版.
致谢
经过3个月的努力,我的毕业设计终于基本完成。
在设计的过程中,非常感谢指导老师的支持与帮。
在多次的修改中,老师都给我指出了很多错误以及很细心的在设计中给我圈出,在此,我向她表示衷心感谢!
在做设计过程中,也得到许多其他同学的帮助。
他们帮我查资料纠正错误等,再次,我向他们表示真诚的谢意!
最后,再次感谢毕业设计评审委员会的老师们在百忙之中给我的设计批评指正。
 升级会员
升级会员 