雕刻机的软件安装步骤.docx
《雕刻机的软件安装步骤.docx》由会员分享,可在线阅读,更多相关《雕刻机的软件安装步骤.docx(15页珍藏版)》请在冰豆网上搜索。
雕刻机的软件安装步骤
雕刻机的安装步骤
1、先把航空插头对应位置接到驱动箱上!
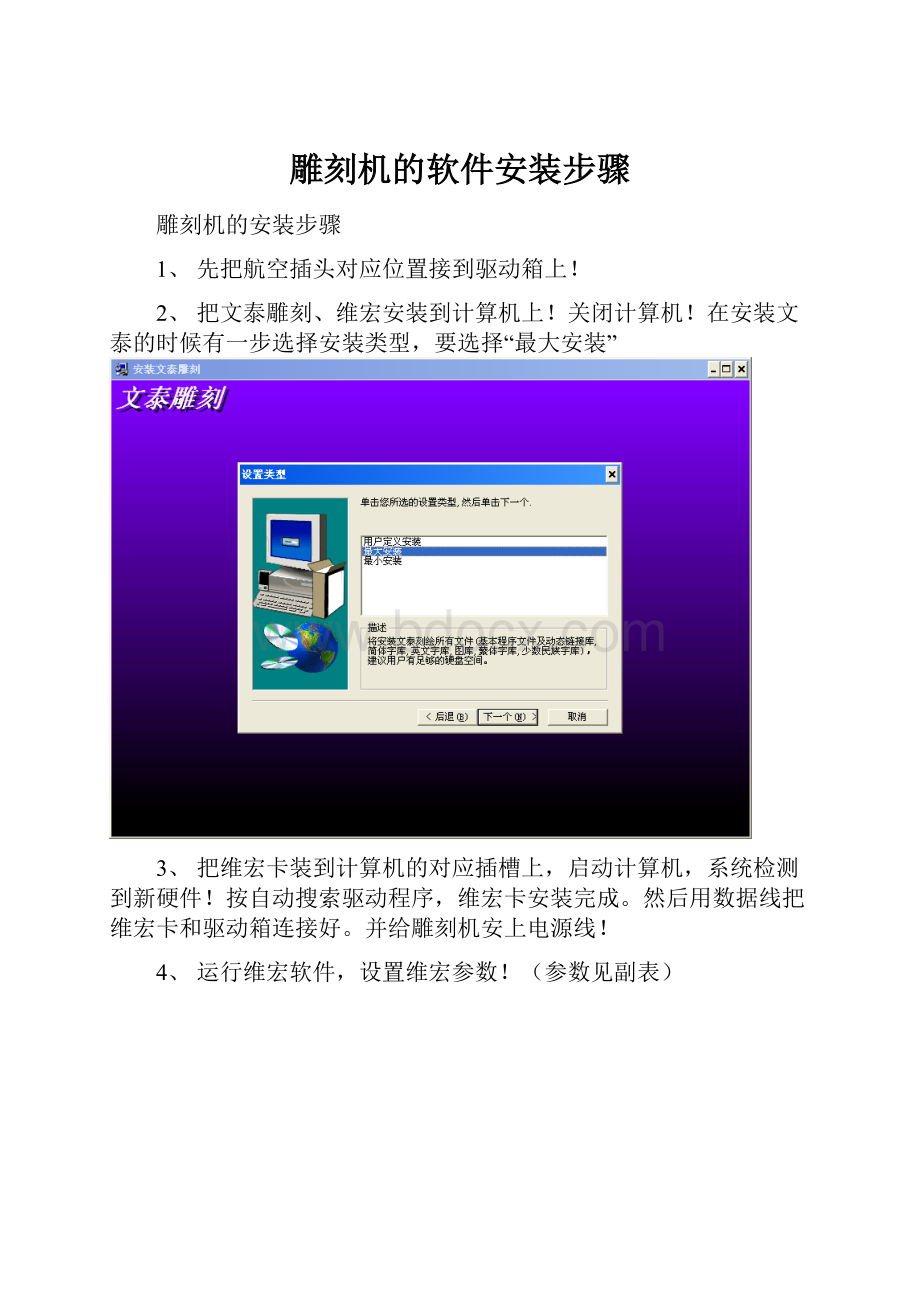
2、把文泰雕刻、维宏安装到计算机上!
关闭计算机!
在安装文泰的时候有一步选择安装类型,要选择“最大安装”
3、把维宏卡装到计算机的对应插槽上,启动计算机,系统检测到新硬件!
按自动搜索驱动程序,维宏卡安装完成。
然后用数据线把维宏卡和驱动箱连接好。
并给雕刻机安上电源线!
4、运行维宏软件,设置维宏参数!
(参数见副表)
5、打开文泰三维雕刻,
设计图样或打字,然后选择相应的方式制作路径,2D用来铣底,一般选择“平底尖刀”:
设置参数如:
刀具选择如:
其中角度A的设置方法为:
使用刀具角度的一半(可更改);宽度W2为刀尖大小(可更改);宽度W1为3.175(不可更改)。
并且雕刻方式和二次加工方式所选的刀具要和所使用的刀具一致.其中重叠率就是重叠的部分所占整个刀具(刀尖直径w2)的比例。
重叠率越高产品的底面越光滑,但相对时间越长。
一般在30%——60%之间,当然还得根据产品的多少和客户要求的质量自己随机应变。
作出的效果如:
放大后为:
然后保存雕刻路径注意保存前应该把文件放到页面的左下角以节约材料:
点安“查找”,选择保存的位置,取名字保存,抬刀距离一般为5-10MM,设置数值越大,消耗时间越长,但是一般不要低于2MM。
保存类型应该为.nc格式然后打开维宏
图标如上图!
“自动”面板的空白处单击鼠标右健,
选择“打开并加载”,选择刚才保存的文件。
然后设定原点,利用“手动面板”中的参数设定:
把工件坐标清零:
首先仿真(F8)已确认加载的图形是正确的。
加工速度一般对新机器来说应该在1500的50%-70%左右。
然后点按开始:
完成后结束任务。
6、字体越小,选择的刀具越小,如果需要铣大字,可选择:
(在刀具盒内为:
“切刀1.5X4”)
7、文泰中选择“割”,用来切割图形及文字:
对话框如:
其中雕刻深度为材料的厚度(即所要切割的厚度),刀具一般选择“直刀”:
所做效果如:
如果选择“勾边时顺时针”则效果如一般都选择顺时针如果切面不光滑,在选择逆时针试一下:
保存路径的方式和“2D”保存方式一样,在维宏中的操作也一样。
8、如果在文泰中选择的不恰当的路径,需要删除,则要选择“删除雕刻路径”:
则会还原到起始的状态:
9、注意事项:
刻字时(胸牌)材料的底面最好沾上即时贴,在把双面胶粘到即时贴上面,刻完后把即时贴一块从双色板上撕下。
粘贴即时贴和双面胶时一定要保持均匀和平整,否则刻出的字深浅不一。
10、新机器的加工速度不要太快,注意机器的清洁,隔一段时间在丝杠和光杠上加一次润滑油(缝纫机油为最佳)。
济南精锐数控雕刻设备有限公司
 升级会员
升级会员 