杠杆课程设计工序卡.docx
《杠杆课程设计工序卡.docx》由会员分享,可在线阅读,更多相关《杠杆课程设计工序卡.docx(21页珍藏版)》请在冰豆网上搜索。
杠杆课程设计工序卡
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第1页
车间
工序号
工序名称
材料牌号
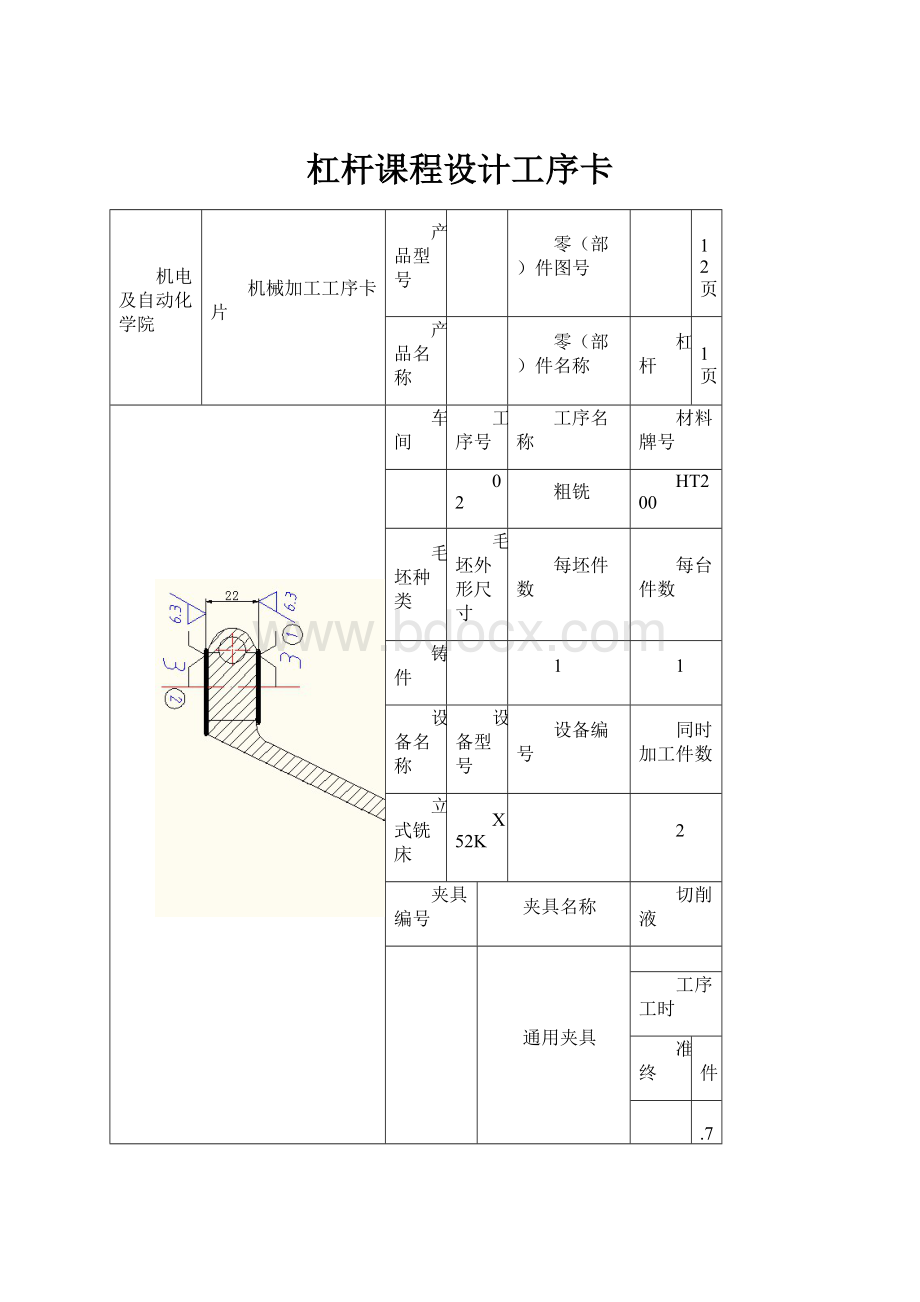
02
粗铣
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52K
2
夹具编号
夹具名称
切削液
通用夹具
工序工时
准终
单件
9.74s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
粗铣左端面至24mm,Ra为12.5μm
高速钢套式面铣刀、游标卡尺
150
37.68
3
2
1
4.56s
0.91s
2
粗铣右端面至22mm,Ra为12.5μm
高速钢套式面铣刀、游标卡尺
150
37.68
3
2
1
3.56s
0.71s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第2页
车间
工序号
工序名称
材料牌号
03
钻
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z33S-1
1
夹具编号
夹具名称
切削液
专用夹具
工序工时
准终
单件
61.7s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
钻直径为26孔,保证垂直度要求
莫氏锥柄麻花钻、游标卡尺
140
11.43
0.24
26
1
51.43s
10.27
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第3页
车间
工序号
工序名称
材料牌号
04
钻、绞
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
组合钻床
1
夹具编号
夹具名称
切削液
专用夹具
工序工时
准终
单件
127.51s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
钻孔至Φ10,保证Ra为12.5μm
莫氏锥柄麻花钻、游标卡尺
392
12.31
0.3
10
1
29.72s
5.94s
2
绞孔至Φ11,保证Ra为6.3μm
高速钢绞刀、游标卡尺
265
9.15
0.17
1
1
76.54s
15.31s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第4页
车间
工序号
工序名称
材料牌号
05
粗铣
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X5012
1
夹具编号
夹具名称
切削液
通用夹具
工序工时
准终
单件
13.94s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
粗铣左端面至47mm,Ra为6.3μm
高速钢立铣刀、游标卡尺
130
32.65
2
5
5
1
5.81s
1.16s
2
粗铣右端面至42mm,Ra为6.3μm
高速钢立铣刀、游标卡尺
130
32.65
2
5
1
5.81s
1.16s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第5页
车间
工序号
工序名称
材料牌号
06
粗铣中间两面
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X5012
1
夹具编号
夹具名称
切削液
通用夹具
工序工时
准终
单件
26.16s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
粗铣两面保证Ra为6.3μm
高速钢立铣刀、游标卡尺
1585
17.42
10
6
2
21.8s
4.36s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第6页
车间
工序号
工序名称
材料牌号
07
粗铣
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X5012
1
夹具编号
夹具名称
切削液
专用夹具
工序工时
准终
单件
9.38s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
粗铣两端面,保证Ra为6.3μm
高速钢立铣刀、游标卡尺
355
35.67
0.6
2
1
7.82s
1.57s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第7页
车间
工序号
工序名称
材料牌号
09
半精铣
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X5012
1
夹具编号
夹具名称
切削液
通用夹具
工序工时
准终
单件
56.59s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
半精铣左端面保证Ra为3.2μm
半精铣右端面
高速钢立铣刀、游标卡尺
355
35.67
0.4
1
1
23.58s
4.72s
2
半精铣右端面保证Ra为3.2μm
高速钢立铣刀、游标卡尺
355
35.67
0.4
1
1
23.58s
4.72s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第8页
车间
工序号
工序名称
材料牌号
10
半精铣
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X5012
1
夹具编号
夹具名称
切削液
通用夹具
工序工时
准终
单件
26.16s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
半精铣两面,保证Ra为3.2μm
高速钢立铣刀、游标卡尺
1585
23.64
0.05
1.75
1
21.8s
4.36s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第9页
车间
工序号
工序名称
材料牌号
11
半精铣
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X5012
1
夹具编号
夹具名称
切削液
专用夹具
工序工时
准终
单件
19.48s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
半精铣左端面保证Ra为3.2μm、垂直度
高速钢套式面铣刀、游标卡尺
150
37.73
2
1
1
9.12s
1.82s
2
半精铣右端面保证Ra为3.2μm、垂直度
高速钢套式面铣刀、游标卡尺
150
37.73
2
1
1
7.12s
1.42s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第10页
车间
工序号
工序名称
材料牌号
12
半精铣下两端面
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
铣床
X52K
1
夹具编号
夹具名称
切削液
专用夹具
工序工时
准终
单件
13.67s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
半精铣两端面保证Ra为3.2μm
高速钢立铣刀、游标卡尺
355
35.67
0.4
1
1
11.39s
2.28s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第11页
车间
工序号
工序名称
材料牌号
13
粗镗、精镗
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
104×52×116
1
1
设备名称
设备型号
设备编号
同时加工件数
镗床
T42X
1
夹具编号
夹具名称
切削液
专用夹具
工序工时
准终
单件
22.28s
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
粗镗保证垂直度要求
精镗
高速钢镗刀、内径千分尺
245
21.57
0.8
1.8
1
8.25s
1.65s
2
精镗保证精度达H7、Ra=1.6μm
高速钢镗刀、内径千分尺
300
26.38
0.5
0.2
1
10.32s
2.06s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
机电及自动化学院
机械加工工序卡片
产品型号
零(部)件图号
共12页
产品名称
零(部)件名称
杠杆
第12页
车间
工序号
工序名称
材料牌号
14
钻、粗绞、精绞
HT200
毛坯种类
毛坯外形尺寸
每坯件数
每台件数
铸件
104×52×116
1
1
设备名称
设备型号
设备编号
同时加工件数
组合钻床
1
夹具编号
夹具名称
切削液
专用夹具
工序工时
准终
单件
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度mm
进给次数
工时定额
机动
辅助
1
钻
莫氏锥柄麻花钻、游标卡尺
450
14.13
0.15
9.8
1
14.22s
2.84s
2
粗绞
高速钢绞刀、内径千分卡尺
97
3.05
0.45
0.16
1
21.44s
4.29s
3
精绞
高速钢绞刀、内径千分卡尺
195
6.12
0.2
0.04
1
24.32s
4.86s
编制(日期)
审核(日期)
会签(日期)
标记
处记
更改文件号
签字
日期
标记
处记
更改文件号
签字
日期
 升级会员
升级会员 