涂装工艺、检验标准、质量要求.doc
《涂装工艺、检验标准、质量要求.doc》由会员分享,可在线阅读,更多相关《涂装工艺、检验标准、质量要求.doc(11页珍藏版)》请在冰豆网上搜索。
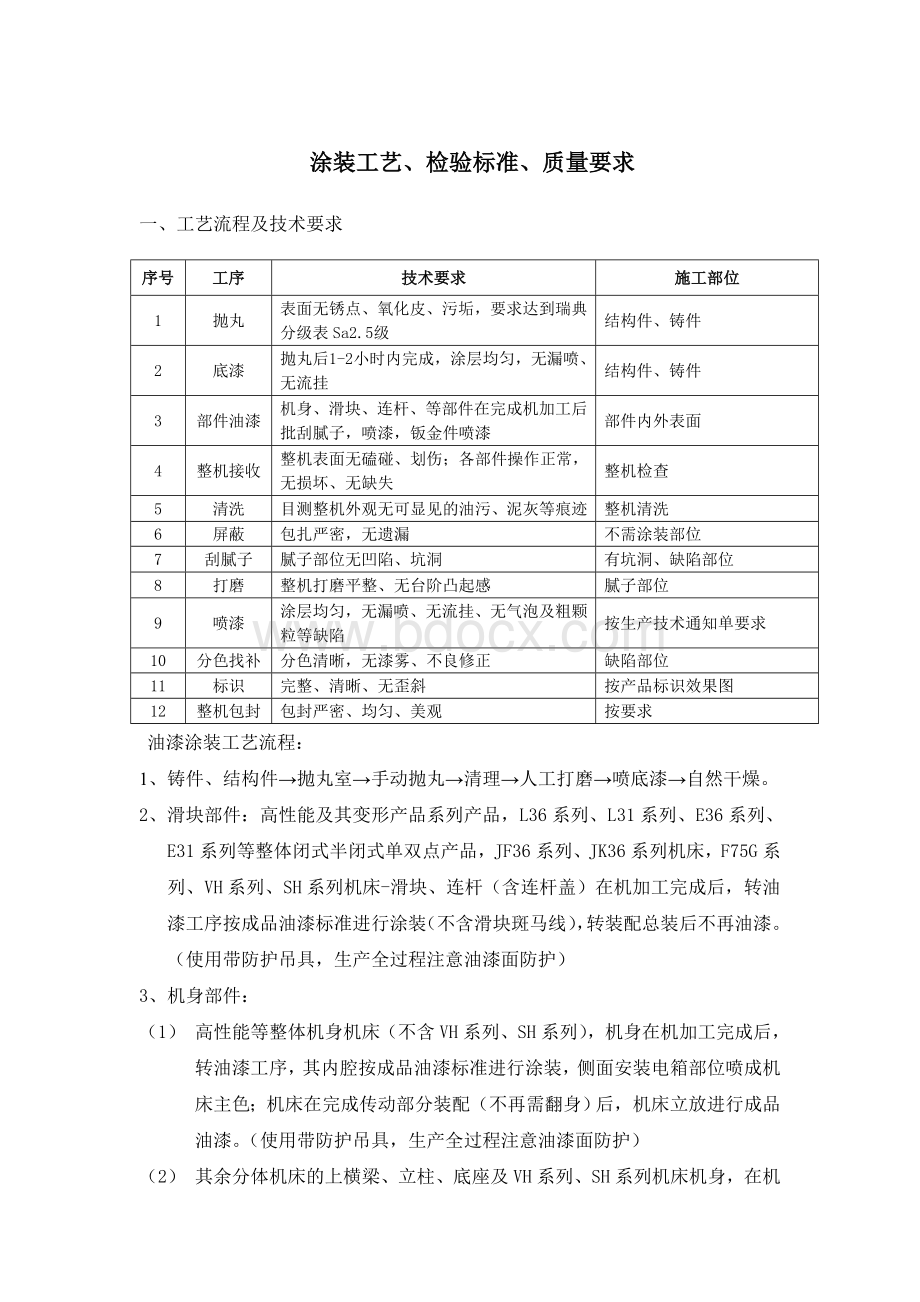
涂装工艺、检验标准、质量要求
一、工艺流程及技术要求
序号
工序
技术要求
施工部位
1
抛丸
表面无锈点、氧化皮、污垢,要求达到瑞典分级表Sa2.5级
结构件、铸件
2
底漆
抛丸后1-2小时内完成,涂层均匀,无漏喷、无流挂
结构件、铸件
3
部件油漆
机身、滑块、连杆、等部件在完成机加工后批刮腻子,喷漆,钣金件喷漆
部件内外表面
4
整机接收
整机表面无磕碰、划伤;各部件操作正常,无损坏、无缺失
整机检查
5
清洗
目测整机外观无可显见的油污、泥灰等痕迹
整机清洗
6
屏蔽
包扎严密,无遗漏
不需涂装部位
7
刮腻子
腻子部位无凹陷、坑洞
有坑洞、缺陷部位
8
打磨
整机打磨平整、无台阶凸起感
腻子部位
9
喷漆
涂层均匀,无漏喷、无流挂、无气泡及粗颗粒等缺陷
按生产技术通知单要求
10
分色找补
分色清晰,无漆雾、不良修正
缺陷部位
11
标识
完整、清晰、无歪斜
按产品标识效果图
12
整机包封
包封严密、均匀、美观
按要求
油漆涂装工艺流程:
1、铸件、结构件→抛丸室→手动抛丸→清理→人工打磨→喷底漆→自然干燥。
2、滑块部件:
高性能及其变形产品系列产品,L36系列、L31系列、E36系列、E31系列等整体闭式半闭式单双点产品,JF36系列、JK36系列机床,F75G系列、VH系列、SH系列机床-滑块、连杆(含连杆盖)在机加工完成后,转油漆工序按成品油漆标准进行涂装(不含滑块斑马线),转装配总装后不再油漆。
(使用带防护吊具,生产全过程注意油漆面防护)
3、机身部件:
(1)高性能等整体机身机床(不含VH系列、SH系列),机身在机加工完成后,转油漆工序,其内腔按成品油漆标准进行涂装,侧面安装电箱部位喷成机床主色;机床在完成传动部分装配(不再需翻身)后,机床立放进行成品油漆。
(使用带防护吊具,生产全过程注意油漆面防护)
(2)其余分体机床的上横梁、立柱、底座及VH系列、SH系列机床机身,在机加工完成后转油漆工序,外表面及内腔均按成品油漆标准进行涂装;机床装配完成后不再油漆。
(使用带防护吊具,生产全过程注意油漆面防护)
4、其他部件(导轨、工作台板除外):
钣金件、走台围栏、蜗轮箱、大齿轮(刷黄漆)、管路等需油漆的机床所有的其他部件,转油漆工序完成成品油漆后进行装配。
(使用带防护吊具,生产全过程注意油漆面防护)
5、导轨、工作台板、滑块斑马线:
所有机床的导轨、工作台板、滑块斑马线在完成性能交验合格后进行成品油漆。
(使用帆布带吊绳、台板起吊专用工装安装工作台板)
二、结构件(铸件)涂装工艺规程及检验标准
1、抛丸
1.1对转入抛丸工序的工件进行核实确认,并规范填写《抛丸工序记录表》,保证产品的可追溯性。
1.2操作前首先检查风机、管路输送等设备是否运转正常;喷丸服、视镜是否完好、输气管是否通畅,确认合格后方可经行抛丸工序的操作。
1.3经抛丸后的工件应达到表面无锈点、氧化皮、污垢。
要求达到瑞典分级表Sa2.5级,钢面呈均匀银白色金属光泽。
2、底漆
2.1检查转入底漆工序的工件表面是否达到合格状态,对工件有凸点、毛刺及未能抛除掉的锈点、氧化皮进行人工手动清除。
2.2确认工件达到1.3要求后,应在4小时内(湿度≥90%时应在1小时内)进行底漆喷涂。
2.3施工要求:
应在清洁、干燥、空气流通、光线充足的地方进行,环境温度在3~35℃,湿度≤80%,照度800~1000lx。
2.4按施工操作说明将油漆调配至粘度为18S~22S,用搅拌器或搅拌棒充分搅匀。
2.5喷涂时先试喷使雾化效果达到最佳,尖角、焊缝、死角边缘等难以保证漆膜厚度的部位应先喷涂一遍,然后再进行整体涂装,操作时应遵循从里到外,从上到下,从边角到大面的顺序,为使涂层均匀,每枪应迭压前一枪的1/2~2/3,运枪速度应均匀一致,不可时快时慢,喷涂要均匀;无漏涂、流挂、起泡、粗粒等缺陷,喷涂时,起枪收枪应在工件之外,纵横喷涂两遍面漆,涂层干膜厚度35μm~45μm。
用磁性测厚仪测量。
2.6涂膜未干前,应妥善防护,避免暴晒和雨淋。
三、机身、滑块、连杆等部件涂装工艺规程及检验标准
1、清洗
1.1对转入涂装工序的部件进行外观合格状态的确认,是否存在外观表面损坏等现象或用于加工定位用的焊接附件(必须在机加工完成后去除)等,是否有铁屑未清理干净。
另外要对随工件转来的《检验记录本》《工艺过程卡片》等进行检查,确认工件是否处于合格状态(是否有检验签字)。
合格后方可经行下面工序的操作。
1.2将附在部件外表面上较大的沙尘和污物,用工具刮掉,然后准备擦洗步骤。
1.3将工件外表面上所附着的机油、切削液等,用汽油擦洗干净。
1.4擦洗后目测检测部件外观表面无可显见的油污灰等痕迹。
2、屏蔽
2.1清洗结束后,将不喷涂处(各加工面)用黄油、包装纸等屏蔽。
3、补底漆
3.1对工件进行全面检查一遍,对底漆破损处或锈蚀部位打磨除锈并补刷底漆。
4、粗刮腻子
4.1在补漆处要间隔2小时后再补腻子。
4.2对非正常状态下的磕碰,要清楚补腻子的表面要补多大、一次补多厚,要分几次补。
4.3正确按调配腻子和刮涂腻子的工艺进行操作,按不同部位和凹陷范围使用不同种类和刀口宽度的刮腻子的工具,不允许小缺陷大面积补,圆弧处用硬刀片补。
5、粗打磨腻子
5.1腻子刮涂后室温下实干后开始打磨。
5.2初次磨腻子时尽可能使用手工打磨,除非打磨者具备打磨器平面打磨找平的技艺,用旋转式打磨器时要注意与打磨面接触要平稳,避免产生波浪形,重要的比较直观的表面要保持平整的效果。
5.3使用打磨器或用手工打磨时,防止过于磨凹下去或凸起的部分没有磨掉,要一边磨一边用手摸,平整无台阶凸起的感觉即可停止打磨。
5.4从上而下的用压缩空气将粉尘吹拂干净,特别注意缝隙和死角。
然后用拧干水的湿毛巾擦试一遍,晾干自检合格后转入下道工序。
6、细刮腻子
6.1粗打磨后,再细刮腻子一遍,填补已刮磨后表面的凹坑及低洼处。
确保把凹下去的小缺陷部位找补齐平。
6.2操作按照部件刮腻子工艺进行。
7、细打磨腻子
7.1腻子实干后开始打磨。
7.2细磨时用240#以上的磨片操作。
7.3要一边磨一边摸,平整无台阶凸起的感觉即可停止打磨。
7.4从上而下的用压缩空气将粉尘吹拂干净,特别注意缝隙和死角。
然后用拧干水的湿毛巾擦试一遍,晾干。
自检合格后转入下道工序。
7.5用直尺检查工件表面平整度,平面平整度要求300平方毫米之内不超过50微米;并要求较好保持弧面的形状特征及焊缝的圆弧过渡。
7.6自检合格后转入下道工序。
8、检查、再屏蔽、遮盖腻子
8.1检查部件打磨后的表面有无缺陷,若还有缺陷,再用腻子细刮缺陷处,待腻子实干后,用400#砂纸水打磨缺陷处,晾干,如此反复进行,直至表面无缺陷。
8.2全部检查结束没有问题后,易雾漆处应进行再次屏蔽。
8.3工件屏蔽后喷涂两遍能中涂或面漆。
确保遮盖腻子层目测不到腻子的痕迹。
9、钣金件及走台、围栏喷漆
9.1钣金件内外表面,走台只喷漆不刮腻子。
四、整机涂装工艺规程及检验标准
1、清洗
1.1对转入涂装工序的整机进行外观合格状态的确认,是否存在外观表面损坏、部件是否缺失等现象。
另外要对转来的《检验记录本》《整机机械性能检验合格单》检查,是否处于合格状态(是否有检验签字)。
经确认合格后方可经行下面工序的操作。
1.2将与工作装置的铰接处及整机外观能目测到的外表面上所附着的黄油,用竹条等工具刮出。
1.3用废旧的纸张,将附有黄油的漆膜表面擦净,擦到目测看不见明显为止,擦过油的纸张不可再用。
1.4将附在整机外表面上较大的沙尘和污物,用工具刮掉,然后准备擦洗步骤。
1.5擦洗后目测检测整机外观表面无可显见的油污灰等痕迹。
2、屏蔽
2.1清洗结束后,将不喷涂处用塑料薄膜或废报纸屏蔽。
2.2整机不喷漆零部如下:
加工平台、橡胶管线、电器阀座、仪表盘、铭牌等。
2.3对不需要喷漆的大面积处要使用纸板或铝挡板遮挡漆雾。
3、粗打磨
3.1整机外观涂装表面要全部打磨一遍。
3.2表面凸起的漆膜和零部件喷漆留下的漆膜缺陷用磨片打磨掉,打磨处四边呈坡度用手摸过渡处无台阶感。
3.3凡确认需补腻子表面都要打磨一遍,打磨后的表面应只有凹陷处没有凸起处。
4、粗刮腻子
4.1在打磨中露出金属的表面要喷一遍底漆,在喷漆处要间隔2小时后再补腻子。
4.2对有锈蚀的表面,要先除锈后补底漆,然后再刮腻子。
4.3对非正常状态下的磕碰,要清楚补腻子的表面要补多大、一次补多厚,要分几次补。
4.4正确按调配腻子和刮涂腻子的工艺进行操作,按不同部位和凹陷范围使用不同种类和刀口宽度的刮腻子的工具,不允许小缺陷大面积补,圆弧处用硬刀片补。
4.5整机找补,确保把磕碰处或表面凹下去的缺陷部位找补齐平。
5、粗打磨腻子
5.1腻子刮涂后室温下实干后开始打磨。
5.2初次磨腻子时尽可能使用手工打磨,除非打磨者具备打磨器平面打磨找平的技艺,用旋转式打磨器时要注意与打磨面接触要平稳,避免产生波浪形,重要的比较直观的表面要保持平整的效果。
5.3使用打磨器或用手工打磨时,防止过于磨凹下去或凸起的部分没有磨掉,要一边磨一边用手摸,平整无台阶凸起的感觉即可停止打磨。
5.4从上而下的用压缩空气将粉尘吹拂干净,特别注意缝隙和死角。
然后用拧干水的湿毛巾擦试一遍,晾干自检合格后转入下道工序。
6、细刮腻子
6.1粗打磨后,再细刮腻子一遍,填补已刮磨后表面的凹坑及低洼处。
确保把凹下去的小缺陷部位找补齐平。
6.2操作按照整机刮腻子工艺进行。
7、细打磨腻子
7.1腻子实干后开始打磨。
7.2细磨时用240#以上的磨片操作。
7.3要一边磨一边摸,平整无台阶凸起的感觉即可停止打磨。
7.4从上而下的用压缩空气将粉尘吹拂干净,特别注意缝隙和死角。
然后用拧干水的湿毛巾擦试一遍,晾干自检合格后转入下道工序。
8、检查、再屏蔽、遮盖腻子
8.1检查整机打磨后的表面有无缺陷,若还有缺陷,再用腻子细刮缺陷处,待腻子实干后,用400#砂纸水打磨缺陷处,晾干,如此反复进行,直至表面无缺陷。
8.2全部检查结束没有问题后,易雾漆处应进行再次屏蔽。
8.3整车屏蔽后喷涂一遍能遮盖腻子层的中涂或面漆。
喷漆后目测不到腻子的痕迹。
9、喷涂面漆
9.1施工要求:
应在清洁、干燥、空气流通、光线充足的地方进行,环境温度在3~35℃,湿度≤70%,照度800~1000lx。
9.2按施工操作说明将双组份油漆要求的甲、乙组份的配比比例调配至粘度为14S~18S,用搅拌器或搅拌棒充分搅匀,用80至120目铜网过滤。
9.3喷涂时先试喷使雾化效果达到最佳,尖角、焊缝、死角边缘等难以保证漆膜厚度的部位应先喷涂一遍,然后再进行整体涂装,操作时应遵循从里到外,从上到下,从边角到大面的顺序,为使涂层均匀,每枪应迭压前一枪的1/2~2/3,运枪速度应均匀一致,不可时快时慢,喷涂要均匀;无漏涂、流挂、起泡、粗粒等缺陷,喷涂时,起枪收枪应在工件之外,纵横喷涂两遍面漆,涂层干膜厚度15μm~25μm。
9.4找补机床内部,无漏涂,无流挂。
9.5整机喷漆后的每一步操作中,不允许用脚踏在被涂面上,要用登高工装登攀。
9.6涂膜未干前,应妥善防护,避免暴晒和雨淋。
9.7撤屏蔽、不良修正,拆除所有胶管、电器等处的屏蔽,局部死角喷洒修补、喷漆不良处进行修正。
9.8刮涂标识:
按设计图纸要求的位置刮涂,完整、清晰、无歪斜。
10、注意事项
10.1从清洗至交检,都要注意被涂表面避免受到油、水、灰尘的污染,特别要注意磕碰及污染的会给涂膜带来极大损害,所以,要随时注意及时有效的消除这些问题。
10.2整机喷漆时,要求在喷面漆的操作中一气呵成,确保无流挂、漏涂及其它的涂膜弊病,要保证漆膜均匀光滑平整。
11、检验
喷涂双组份聚氨酯类面漆后,漆膜颜色应与标准样板相同,达到整机入库质量要求,即漆膜丰满、厚度均匀,表面平整光滑,外观无漏涂、流挂、桔皮、颗粒、泛白、咬底、找补漆斑、表面不平整等弊病,或者说以上部分缺陷用肉眼在1米处观察时存在而不明显,且不影响漆膜的其它性能指标;A类面漆膜干膜总厚度100-110μm(B、C类面另据)。
五、涂料及腻子品种要求
全套涂料品种要求:
底漆为过氯乙烯底漆或环氧类底漆;腻子为过氯乙烯腻子或环氧类腻子或原子灰腻子;中涂漆为环氧漆或丙烯酸漆或双组分丙烯酸聚氨酯漆;面漆为双组分丙烯酸聚氨酯漆高光桔形漆(高耐候型)。
上述涂料、腻子每半年抽样送国家权威机构检测,异常情况随时送检。
六、涂装质量要求:
1.漆膜附着良好,防腐年限为5年。
工件被涂装开始的5年以内底材被腐蚀的等级低于Ri3(ISO4628-3)15%,Ri3解释如下:
被担保面积的腐蚀点占所处的0.1平方米内,腐蚀面积低于1%,连续的腐蚀处所占总体担保的腐蚀面积低于15%。
小面积的腐蚀诸如焊接缝处,破损的边缘,角落,机械损伤等缺陷造成的腐蚀不在担保区域内。
2.漆膜5年不起皮,不剥落。
3.如因其他方面的原因导致漆层或效果受到损害,要求施工方提供技术方面的服务。
4.要求施工方提供配套产品的加速老化实验并具有相关的检测报告。
5.要求施工方提供的油漆配套产品的各项指标符合国家及行业的相关标准。
涂装过程检验及整机涂装质量检验按下列表格执行:
附表一:
《整机喷涂过程记录表》,为涂装过程控制检验表。
附表二:
《整机涂装质量检查记录表》为整机验收入库用表格。
表一:
整机喷涂过程记录表
产品型号:
编号:
年月日
序号
工序内容
技术要求
检测仪器
操作者
实测
时间
1
洗机
机体表面无污垢
2
干燥
无水迹
3
除油除锈
无油迹、锈迹
4
补刷底漆
无漏补处
5
包扎
无漏包
6
找补腻子
找补磕碰、不平处,平面平整度要求300平方毫米之内不超过50微米;并要求较好保持弧面的形状特征及焊缝的圆弧过渡
直尺
7
风干
时间4~8h(依据天气情况)
8
打磨腻子
平整光滑、线角分明、腻子与零件表面不得有明显接痕
9
喷一道面漆
施工黏度为14~25秒(根据油漆品种及施工要求调整粘度),喷出表面应平整光滑、无漏喷、无流挂、剥落
涂-4粘度计
10
风干
时间视气候条件而定
11
套色遮蔽
线条平直、无漏包漏遮,各色漆面不沾染
12
喷二道面漆
与喷一道面漆相同(与第一道面漆可采用湿碰湿方法施工)
13
清理
非涂漆面无包装纸、漆皮、其他污染物
14
粘贴标志
及找补
按图纸规定粘贴标志,要求清晰醒目、线角分明、无漏补
15
整机漆面光泽
A部位85,B部位70
60度光泽仪
16
整机A部位漆膜厚度
100—110μm(不含腻子层厚度)
磁性测厚仪
表二:
整机涂装质量检查记录表
产品型号
产品编号
班组(次)
序号
部位
技术要求
计量器具
缺陷个数
检验
结果
备注
☆
△
○
C
一
涂装前要求
1、涂装部位表面应无油、泥、灰尘等污物。
2、铸、锻、焊接件的涂漆表面应平整清洁,不允许有明显的凸起、毛刺、焊瘤、飞溅等。
3、涂装表面如有斑痕、凸凹缺陷,需用腻子刮平,打磨后不得有明显的砂痕和脱落。
4、对影响外观的漆膜碰伤,应清除干净补漆。
目测
 ̄
 ̄
 ̄
二
A部位
1、外观质量
①△各种图、文及彩条档志应齐全、完整准确、端正、清晰。
目测
 ̄
 ̄
 ̄
②△颜色交界处应界限分明,无混色现象。
混色≥20mm一处,计3次;否则,计1次。
钢卷尺
 ̄
 ̄
③△表面应光亮平整,平面平整度要求300平方毫米之内不超过50微米;不允放有颗粒、流挂、缩孔、桔皮等涂装缺陷。
目测、直尺
 ̄
 ̄
 ̄
2、△光泽度(%以上)
85
光泽计
 ̄
 ̄
 ̄
三
B部位
1、○表面光滑基本平整,允许有轻微“桔皮”。
光色均匀无花脸。
不允许有颗粒、流挂、缩孔等涂装缺陷。
目测
 ̄
 ̄
 ̄
2、△光泽度(%以上)
70
光泽计
四
C部位
漆膜均匀,允许有不严重的流痕、桔皮、流挂,不允许有针孔、麻点、漏底、脱落、开裂等缺陷。
目测
 ̄
 ̄
 ̄
五
A
B
C部位
☆整机颜色:
与标准色板一致(A、B部位)。
标准色板
 ̄
 ̄
 ̄
☆涂膜硬度:
HB以上。
HB铅笔
 ̄
 ̄
 ̄
A:
抽查
☆结合力:
一级(A部位);
二级(B部位);
附着力测试仪、纸胶带测厚仪
 ̄
 ̄
 ̄
B:
△涂层总厚度:
A部位不低于100μm
B、C部位不低于60μm
 ̄
 ̄
 ̄
六
非涂装部位
1、所有遮蔽的胶带、报纸、黄油、各种堵塞及异物应清理干净。
目测
2、△非涂装表面(包括免喷涂件)应无雾漆、无油污、无锈蚀等脏物。
3、☆防锈处理按合同要求。
 ̄
 ̄
 ̄
缺陷总分:
∑☆×15+∑△×3+∑○×2+∑C=
小计:
结论:
注:
当缺陷总分大于等于15时,判为该整机不合格。
操作者:
检验员:
日期:
下表是上表的反面,是上表对应项评定方法说明。
序号
部位
技术要求
评定标准
检验部位
一
涂装前要求
1、涂装部位表面应无油、泥、灰尘等污物。
2、铸、锻、焊接件的涂漆表面应平整清洁,不允许有明显的凸起、毛刺、焊瘤、飞溅等。
3、涂装表面如有斑痕、凸凹缺陷,需用腻子刮平,腻子层不得脱落,打磨不得有明显的砂痕。
4、对影响外观的漆膜碰伤处,应清除干净补漆。
5、屏蔽:
应无遗漏和过屏现象。
①涂前处理不参与整机评定。
若1-5不合格时,不准进入下道工序。
否则,判整机不合格。
②屏蔽可以在涂后评定。
整机各部位
二
A部位
1、外观质量
①各种图、文及彩条档志应齐全、完整准确、端正、清晰。
每发现一项(或处)不符合的,计缺陷数3分。
除机床顶面和底面外,总装后的机床外露面(不含内腔面);
②各种颜色交界处应界限分明,无混色现象。
混色≥20mm一处,计3次;否则,计1次。
计缺陷数3分;
计缺陷数1分
③表面应光亮平整,平面平整度要求300平方毫米之内不超过50微米;不允放有颗粒、流挂、缩孔、桔皮等涂装缺陷。
每发现一项(或处)不符合的,计缺陷数3分。
2、光泽度(%以上)
85
三
B部位
1、表面光滑基本平整,允许有轻微“桔皮”。
光色均匀无花脸。
不允许有颗粒、流挂、缩孔等涂装缺陷。
每发现一项(或处)不符合的,计缺陷数2分。
1、闭式冲床栏杆和E系列护网;
2、E系列机身内腔面;
3、VH、SH机身内腔面;
2、光泽度(%以上)
70
四
C部位
漆膜均匀,允许有不严重的流痕、桔皮、流挂,不允许有针孔、麻点、漏底、脱落、开裂等缺陷。
每发现一项(或处)不符合的,计缺陷数1分。
1、机床顶部和底部。
2、E系列滑块背面、闭式冲床的上横梁、下横梁、滑块内腔面等;
3、凡需用手工刷涂的不规则、不易涂装的小面积的不同颜色的部位。
五
A
B
C部位
整机涂层颜色:
与标准色板一致(A、B部位)。
每发现一项不符合的,计缺陷数15分(判整机不合格)。
各部件色差较大(包括免喷件)时,判整机不合格。
涂膜硬度:
HB以上。
每季抽查2台,选不少于3个部件检验。
一般选在机身、滑块,每处测3个数据,取平均值填写。
结合力:
一级(A部位);
二级(B部位)。
涂层总厚度:
A部位不低于100μm
B、C部位不低于60μm
一处不符合的,计缺陷数3分。
一般选在机身、滑块,每处测3个数据,取平均值填写。
六
非涂装部位
1、所有遮蔽的胶带、报纸、黄油、各种堵塞及异物应清理干净。
①一处不符合的,计缺陷数1分。
1、各种标(铭)牌表面。
2、各种螺钉外露面;
3、手把、不锈钢或镀锌表面。
4、软管、碳钢管;
5、电线、铜管、、平衡缸活塞杆。
6、其它免喷件。
2、非涂装表面(包括免喷涂件)应无雾漆、无油污、无锈蚀等脏物。
②一处不符合的,计缺陷数3分。
3、防锈处理按合同要求。
③未按要求的,计15分(判整机不合格)。
 升级会员
升级会员 